

压型钢板手工电弧点焊焊接工艺评定技术交底
格式:pdf
大小:158KB
页数:4P
人气 :90
 4.8
4.8
工程技术安全交底记录 编号: HY1-TB-NI0220 1 / 3 工程名称 海阳核电一期工程 子项 1#核岛 施工部位 辅助厂房 分项工程名称 压型钢板手工电弧点焊 焊接工艺评定 施工单位 中国核工业第二四建设有 限公司海阳核电项目部 交底地点和日期 钢结构加工车间, 2010.09.28 技术交底内容: 1、工程概况: 为了保证中国核工业二四建设有限公司山东海阳核电 AP1000 核岛辅助厂房压型钢板安装的施工, 需 要对相关产品的工艺进行评定, 评定项目:SMAW-L-1F-(δ1.5- δ25)-YG-016 。板材材质为 Q345B 、δ=25mm, 压型钢板的材质为 Lysaght 3w(G345)、δ=1.5mm、镀锌量 275g/ ㎡,焊条采用 E6013。 2、焊接工艺: 本次工艺评定采用手工电弧点焊的焊接方法进行焊接,要焊接直径为 16mm的熔透焊,评定位置是 F



钢结构手工电弧焊焊接工艺技术交底
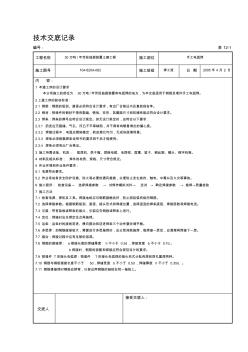
筑 龙 网 ww w. zh ul on g. co m 表c1-3技术交底记录 工程名称交底部位 工程编号日期 交底内容: 钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。严禁 使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条; 焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊 条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要
QB钢板焊接工艺评定
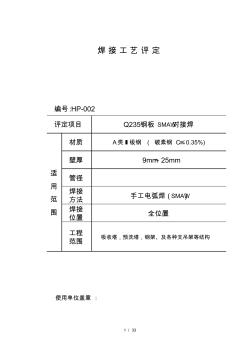
1/33 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 2/33 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/ 焊接接头的基本要求焊缝表面过度圆滑,跟部透度适中 机械性 能要求 抗拉强度 (mpa) 屈服强度 (mpa)
编辑推荐下载
16MnR钢(板厚12mm)焊条电弧焊焊接工艺评定和焊接工艺
格式:pdf
大小:198KB
页数:13P
4.7
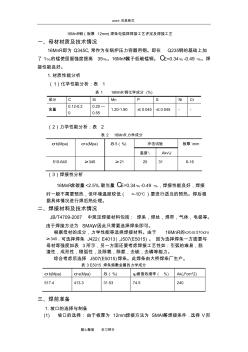
word完美格式 精心整理学习帮手 16mnr钢(板厚12mm)焊条电弧焊焊接工艺评定及焊接工艺 一、母材材质及技术情况 16mnr即为q345c,常作为在锅炉压力容器用钢。即在q235钢的基础上加 了1﹪的锰使屈服强度提高35﹪。16mnr属于低碳锰钢。ce=0.34﹪-0.49﹪。焊 接性能良好。 1.材质性能分析 (1)化学性能分析:表1 表116mnr钢化学成分(%) 成分csimnpsnicr 含量 0.12-0.2 0 0.20— 0.55 1.20-1.90≤0.045≤0.045-- (2)力学性能分析:表2 表216mnr力学成分 σb(mpa)σs(mpa)δ5(%)冲击试验板厚\mm 温度\akv\j 510-640≥345≥2120316-16 (3)焊接性

手工电弧焊焊接工艺资料
格式:pdf
大小:85KB
页数:10P
4.5
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用
压型钢板手工电弧点焊焊接工艺评定技术交底热门文档
手工电弧焊焊接工艺标准
格式:pdf
大小:42KB
页数:7P
4.6
手工电弧焊焊接工艺标准 1.手工电弧焊焊接施工工艺标准 1.1适用范围 本工艺适用于钢结构制作与安装手工电弧焊焊接工艺。工艺规定了一般低碳钢、普通低合金高强度钢手 工电弧焊的基本要求。凡各工程的工艺中无特殊要求的结构件手工电弧焊均应按本工艺规定执行。 1.2??引用标准 (1)钢结构工程施工质量验收规范(gb50205—2001); (2)建筑工程施工质量验收统一标准(gb50300—2001); (3)建筑钢结构焊接规程(jgj81—2002); (4)碳钢焊条(gb5117—85); (5)低合金钢焊条(gb5118—85); (6)钢结构焊缝外形尺寸(gb10854—89); (7)焊接质量保证钢熔化焊接接头的要求和缺陷等级(gb/t12469—90); (8)钢焊缝手工超声波探伤和探伤结果的分级(gb11345—89)。
手工电弧焊焊接工艺
格式:pdf
大小:85KB
页数:10P
4.6
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用
焊接(手工电弧焊)技术交底
格式:pdf
大小:42KB
页数:3P
4.4
技术交底记录 编号:表12-1 工程名称30万吨/年芳烃抽提装置土建工程施工部位手工电弧焊 施工图号104-820a-062施工班组焊工班日期2005年4月2日 内容: 1本道工序的设计要求 本分项施工的部位为30万吨/年芳烃抽提装置有电弧焊的地方,为本交底适用于钢筋及埋件手工电弧焊。 2上道工序的验收标准: 2.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂合格证书及复检报告单。 2.2钢材:预埋件的钢材不得有裂缝、锈蚀、变形,其截面尺寸和机械性能应符合设计要求。 2.3焊条:焊条的牌号应符合设计规定。如无设计规定时,应符合以下要求: 2.3.1药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度。 2.3.2焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象。 2.3.3焊条必须根据焊条说明书的要求烘干后才能使

手工电弧焊焊接工艺规程
格式:pdf
大小:10KB
页数:5P
4.8
手工电弧焊焊接工艺规范 电弧焊,焊接工艺,手工,规范 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊钢材,结构刚性较大 以及有特殊要求时,均应另行制定专门焊接工艺规程。 2规范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊缝返修通用工艺规范 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配,见表1。 表1焊接材料与船体结构钢材级别的匹配 焊接材料级别船体结构钢材级别 1a 2abd 3abde 1ya32a3

手工电弧焊焊接工艺规范
格式:pdf
大小:100KB
页数:8P
4.5
sws 上海外高桥造船有限公司企业标准 q/sws42-022-2003 手工电弧焊焊接工艺规范 2003-04-25发布2003-05-10实施 上海外高桥造船有限公司发布 前言 本规范为公司新编制企业标准。是根据公司的生产实际经验并参照有关船厂企业标准编 制而成。 本规范代替g16-sws005《船体手工电弧焊通用工艺》。 本规范发布时,g16-sws005《船体手工电弧焊通用工艺》同时作废。 本规范由上海外高桥造船有限公司提出; 本规范由设计部归口。 本规范起草部门:设计部。 本规范主要起草(编制):陈国权 标检:徐玉珍 审核:孙嘉钧 本规范由总工程师南大庆批准。 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和
压型钢板手工电弧点焊焊接工艺评定技术交底精华文档

手工电弧焊焊接工艺规范
格式:pdf
大小:95KB
页数:8P
4.4
船舶制造焊接工艺规范 阜宁县阜城才林船舶保养厂 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊钢材, 结构刚性较大以及有特殊要求时,均应另行制定专门焊接工艺规程。 2规范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊缝返修通用工艺规范 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配,见表1。 表1焊接材料与船体结构钢材级别的匹配 焊接材料级别船体结构钢材级别 1a 2abd 3abde 1ya32a36 2ya32a36d32d36 3ya32a36d32d36e32
氩弧焊焊接工艺评定报告表
格式:pdf
大小:106KB
页数:7P
4.7
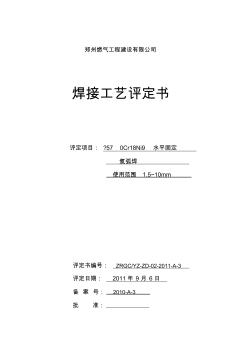
郑州燃气工程建设有限公司 焊接工艺评定书 评定项目:?570cr18ni9水平固定 氩弧焊 使用范围1.5~10mm 评定书编号:zrgc/yz-zd-02-2011-a-3 评定日期:2011年9月6日 备案号:2010-a-3 批准: 焊接工艺评定报告 单位名称郑州燃气工程建设有限公司批准人签字 报告编号zrgc/yz-zd-02-2010-a-3日期2010年9月6日 焊接方法氩弧焊机械化程度手工√半自动自动 焊接接头:详图: 55o 坡口形式v型单面双边坡口管管对接 衬垫无 母材: 标准号gb8163- 牌号0cr18ni9 类、组别号p2a2a-2与类、组别号p2a2a-2 相焊 厚度5mm 直径?108 其他 焊热后处理:无 温度 保温时间 保护气体:氩气 尾部保护气氩气流量1
焊接工艺评定氩弧焊
格式:pdf
大小:155KB
页数:7P
4.3
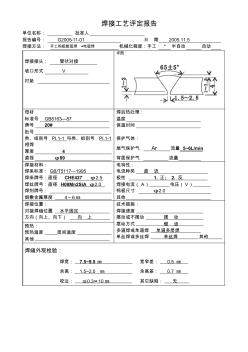
焊接工艺评定报告 单位名称:批准人 报告编号:g2005-11-01日期2005.11.5 焊接方法:手工钨极氩弧焊+电弧焊机械化程度:手工*半自动自动 焊接接头:管状对接 坡口形式v 衬垫 详图: 母材 标准号gb8163–87 牌号20# 批号 类、组别号pi.1-1与类、组别号pi.1-1 相焊 厚度4 直径φ89 焊后热处理: 温度 保温时间 保护气体: 尾气保护气ar流量5~6l/min 背面保护气流量 焊接材料: 焊条标准:gb/t5117–1995 焊条牌号:直径che427φ2.5 焊丝牌号:直径h08mn2siaφ2.0 焊剂牌号: 熔敷金属厚度4~6㎜ 电特性: 电流种类直流 极性1.正;2.反 焊接电流(a)电压(
焊接工艺评定 (2)
格式:pdf
大小:352KB
页数:12P
4.4
eniso15614-1:2004焊接工艺评定计划 编制:审核: 日期: eniso15614-1:2004焊接工艺评定计划 1 目录 1.评定内容⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 2.评定焊工⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 3.焊接设备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 4.焊接场地⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 5.焊接试板准备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 6.点焊及钢印⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 7.焊接⋯⋯⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
压型钢板手工电弧点焊焊接工艺评定技术交底最新文档

焊接工艺评定 (2)
格式:pdf
大小:132KB
页数:7P
4.6
焊接工艺评定 编号:th2010-gws/di-5 评定单位唐山市天鸿建筑安装工程有限公司 评定日期2010年11月6日 №§焊接工艺指导书⑴ 单位名称:唐山市天鸿建筑安装工程有限公司 焊接工艺指导书编号th2010-gws/di-5日期2010.8.17焊接工艺评定报告编号th2010-gws/di-5 焊接方法氩电联焊机械化程度(手工、半自动、自动)手工 焊接接头:管对接简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 坡口形式:v 衬垫(材料及规格) 其他: 60°±5 1 2 母材: 类别号i组别号i-1与类别号i组别号i-1 相焊及标准号gb/t8163-2008钢号20与标准号gb/t8163-2008钢号20相焊 厚度范围: 母材:对接焊缝1
焊接工艺评定
格式:pdf
大小:75KB
页数:11P
4.7
1.焊接工艺评定 在焊接产品制造过程中,产品的焊接工艺是否合理、先进,关系到产品的质量。通过金属焊接 性试验或根据有关焊接性能的技术资料,可以制定产品的焊接工艺,然而,这样制定的焊接工艺不 能直接用于焊接施工。为了确保产品的质量,在正式焊接施工之前,还必须进行焊接工艺评定。不 仅如此,对于已经评定合格并在生产中应用的很成熟的工艺,若因某种原因需要改变一个或一个以 上的焊接工艺参数,也需要重新进行焊接工艺评定。 世界上许多国家,对于重要的焊接结构都制定了焊接工艺评定标准或法规,我国也制定了一些 焊接产品的的焊接工艺评定标准,如jb4708-2000《钢制压力容器焊接工艺评定》、《蒸汽锅炉安全技 术监察规程》中的附录ⅰ“焊接工艺评定”、gb50236-98《现场设备、工业管道焊接工程施工及验收 规范》、jgj81-2002《建筑钢结构焊接工艺规程》中的第五章“焊接工艺试验”、sy/t0
焊接工艺评定5
格式:pdf
大小:191KB
页数:14P
4.6
焊接工艺指导书 编号:sjywh07–03a 中国第十九冶金建设公司武汉公司 中国第十九冶金建设公司武汉公司 焊接工艺指导书 共2页第1页 单位名称:中国第十九冶金建设公司武汉公司 焊接工艺指导书编号sjywh07-03a日期2007/8/30焊接工艺评定报告编号sjywh07-03b 焊接方法gtaw(钨极氩弧焊)smaw(手工电弧焊)机械化程度手工■半自动□自动□ 焊接接头:简图: 坡口形式v型坡口对接 衬垫(材料及规格)/ 其他/ 母材: 类别号p1组别号1-1与类别号p8组别号8-1相焊及 标准号钢号20#钢管与标准号钢号ocr18ni9钢管相焊 厚度范围: 母材:对接焊缝2.5~6mm角焊缝不限 管子直径、壁厚范围:对接焊缝直径不限、3.5≤t≤10角焊缝不限 焊缝金属厚度范
焊接工艺评定
格式:pdf
大小:352KB
页数:12P
4.7
eniso15614-1:2004焊接工艺评定计划 编制:审核: 日期: eniso15614-1:2004焊接工艺评定计划 1 目录 1.评定内容⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 2.评定焊工⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 3.焊接设备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 4.焊接场地⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 5.焊接试板准备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 6.点焊及钢印⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 7.焊接⋯⋯⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯

钢结构手工电弧焊焊接工艺标准
格式:pdf
大小:24KB
页数:6P
4.7
钢结构手工电弧焊焊接工艺标准 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工 电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。对有 需要进行烘焙要求的型号的焊条在施焊前要经过烘焙并要有记录。严禁使用药皮 脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结 构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时 宜采用低氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随 取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与 焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、 焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件 2.2
钢结构手工电弧焊焊接工艺【工程施工】
格式:pdf
大小:22KB
页数:3P
4.7
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。 严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢 结构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低 氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱 性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条 保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件 2.2.1熟悉图纸,做焊接工艺技术

钢结构手工电弧焊焊接工艺
格式:doc
大小:45KB
页数:4P
4.4
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件
钢结构手工电弧焊焊接工艺
格式:pdf
大小:51KB
页数:5P
4.5
表c1-3技术交底记录 工程名称交底部位 工程编号日期 钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。严禁 使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条; 焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊 条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条保温
01钢结构手工电弧焊焊接工艺
格式:pdf
大小:22KB
页数:3P
4.3
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具:
压型钢板手工电弧点焊焊接工艺评定技术交底相关
文辑推荐
知识推荐
百科推荐


职位:工程材料员
擅长专业:土建 安装 装饰 市政 园林


