





轧钢棒材堆钢
线材在粗、中轧时会出现堆钢现象,分为轧件头部、中部和尾部堆钢,具体原因及解决方法 如下: 1轧件头部堆钢 1)换辊、换槽后轧槽的摩擦力过小,致使轧件头部打滑; 2)轧件头部出机架后翘头导致不能顺利咬入下游机架或头部顶导位; 3)轧槽或导槽有异物; 4)坯料严重脱方,无法进入轧机或将出口管子带出; 5)坯料劈头顶出导卫或缠辊。 解决办法: 1)换辊、换槽时增加轧槽摩擦力,用砂轮机打磨轧槽或采用点焊方法,并且关闭轧辊的冷 却水直至完全咬入; 2)及时检查导卫底座是否松动,轧制线是否对中,及时更换旧的导卫。 3)轧制过程,及时清理氧化铁皮; 4)轧制过程,及时清除不合格坯料,出现劈头,应尽快拍急停,减少废钢处理时间。 2轧件中部和尾部堆钢 1)由于辊缝设定不当引起轧件尺寸不当造成堆钢; 2)坯料的缺陷,如夹杂、气泡等,在轧制过程中断裂造成堆钢; 3)轧机转速设计不当,处于堆钢轧制状态,当
编辑推荐下载
浅析唐钢棒材厂四线切分轧制技术
格式:pdf
大小:447KB
页数:3P
 4.4
4.4
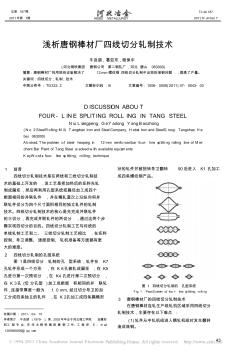
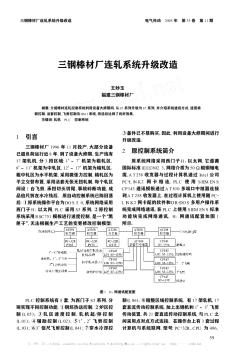
总第187期 2011年第7期hebeimetallurgy total187 2011,number7 收稿日期:2011-04-10 作者简介:牛良朋(1979-),男,2003年毕业于河北理工学院金属材 料工程专业,在河北钢铁集团唐钢工作,工程师,e-mai:l 1285968059@qq.com 浅析唐钢棒材厂四线切分轧制技术 牛良朋,葛亚东,杨保中 (河北钢铁集团唐钢公司第二钢轧厂,河北唐山063000) 摘要:唐钢棒材厂利用现有设备解决了12mm螺纹钢四线切分轧制中出现的堆钢问题,提高了产量。 关键词:四线切分;轧制;技术 中图分类号:tg333.2文献标识码:b文章编号:1006-5008(2011)07-0043-03
易切削钢棒材轧制工艺实践热门文档
南钢棒材厂全连轧线改造实践
格式:pdf
大小:281KB
页数:2P
4.6
为适应优特品种钢的生产和提高产品质量的控制能力而进行了技术改造,通过对设备的改造及合理配置,降低了设备故障,产量大幅提高,并可进行φ14mm、φ12mm圆钢的生产。

昆钢棒材
格式:pdf
大小:13KB
页数:2P
4.6
昆钢棒材冷飞剪剪切控制功能的改进和完善 内容摘要:本文介绍了冷飞剪的控制原理,主要叙述了昆钢棒材冷飞剪剪切控制功能的改进和完善。通过 对冷飞剪控制功能的改进和完善,使冷飞剪剪切倍尺的精度大大的提高,直接提高了产品的成材率,为生 产企业带来了巨大 内容摘要:本文介绍了冷飞剪的控制原理,主要叙述了昆钢棒材冷飞剪剪切控制功能的改 进和完善。通过对冷飞剪控制功能的改进和完善,使冷飞剪剪切倍尺的精度大大的提高,直 接提高了产品的成材率,为生产企业带来了巨大的经济效益。 关键词:倍尺剪lpp辊径优先测量优先 前言 昆钢棒材生产线始建于2004年,该条生产线由12套plc组成,完成各区域控制,其中 主轧线控制系统配备两级自动化系统,通过三类通讯网络连接,组成资源共享的分布式计算 机控制系统。该控制系统是以美国ge公司90-70、90-30系列可编程控制器(plc
易切削钢棒材轧制工艺实践精华文档
 钢坯焊接无头轧制在唐钢棒材生产线的应用
钢坯焊接无头轧制在唐钢棒材生产线的应用 钢坯焊接无头轧制在唐钢棒材生产线的应用
格式:pdf
大小:440KB
页数:3P
4.4
介绍了钢坯焊接无头轧制技术,唐钢棒线材厂采用该项技术实现了钢坯生产过程的连续化,显著提高了产量、作业率,降低了产品消耗。

钨钢棒材
格式:pdf
大小:14KB
页数:2P
4.5
钨钢棒材简介 钨钢棒材是一种以硬质合金钨钢(wc)为主要原料,再加上其它贵重金属和粘贴相经采用 粉末冶金方法压制烧结而成的高硬度、高强度的合金材料,广泛用于国民生产加工领域。 硬质合金在烧结过程中,因是粉末烧结,所以同普通模具钢相比,性能无方向性,在加工 过程中可根据规格需要进行不同形状的分割,超硬材料的断裂韧性都较小。在很大范围内, 硬质合金兼具良好的硬度和韧性,因此其成为适用性最广的硬质材料,广泛应用于工程和 工具产品。 钨钢棒材详情 1.采用低压烧结技术,质量稳定可靠:最大烧结压力可达100公斤力,合金内部孔隙得以有 效消除,从而获得致密化良好的高硬度、高强度毛坯,先进的控温系统可以有效减少质量波 动。 2.采用超压自动泄压挤压设备,各种型号棒材均可生产:采用德国进口自动挤压设备, 可以根据不同要求调压,有利于生产不同型号棒材。 3.对棒材进行高精度精磨,可达镜
无孔型轧制在宣钢棒材应用的可行性分析 无孔型轧制在宣钢棒材应用的可行性分析
格式:pdf
大小:81KB
页数:1P
4.5
无孔型轧制已经在其它企业中得到实践.通过对本轧制线特点的分析,已经完全满足无孔型轧制的要求.关键点是合理安排压下,控制宽展以及导板的安装.无孔型轧制的采用必将在节能降耗上发挥重要的作用.
易切削钢棒材轧制工艺实践最新文档
易切削钢
格式:pdf
大小:157KB
页数:30P
4.5
本发明提供了一种易切削钢及其生产方法,钢的化学成分重量百分比为:碳0.32%~0.41%,硅≤0.10%, 锰0.90%~1.35%,磷≤0.04%,硫0.18%~0.30%,镍≤0.1%,铬≤0.1%,铜≤0.2%,铁余量。采用的生产 工艺流程为:转炉冶炼—lf炉精炼—连铸—加热炉加热—轧制,轧制均热段温度1160~1220℃,开轧温度 ≥1120℃,终轧≥800℃,在炉时间150方≥110min,采用延迟性冷却,风机、保温罩全关。本发明成功地解 决了在轧制过程出现的头部开裂导致的堆钢现象,提高了成材率,并很好地满足了自动车床快速加工的需 要。 本发明提供一种具有良好切削性和切屑破碎性的低碳复合型易切削结构钢,其不含有铅,并具有类同甚至 优于其他易切削钢的被切削性和钻削性及切屑处理性,以重量百分比计,其含有0.02-0.30%的se或 0.01
易切削钢汇总 (2)
格式:pdf
大小:9KB
页数:3P
4.5
易切削钢 定义: 易切削钢是指具有优良切削加工性能的钢材,提高钢材的易切削性能主要是 通过往钢中单独或复合加入易切削元素(s、p、pb、se、te、bi、zr、re等)。 易切削钢分类及其特性 根据含易切削元素的不同,可分为硫易切削钢、铅易切削钢、钙易切削钢、 钛易切削钢以及复合易切削钢。根据用途不同,易切削钢又分为自动机用钢、结 构用易切削钢和特殊易切削钢(耐热钢、不锈钢、工具钢等)根据易切削性能的不 同,又可分为一般易切削钢、超易切削钢等。 2.1硫易切削钢 硫易切削钢占我国易切削钢总产量的比例为90%。 硫易切削钢按硫含量不同的比例分别为低硫钢、中硫钢和高硫钢:一般低硫 钢的s不大于0.025%;中硫钢的s约为0.04~0.09%;高硫钢的s约为0.1~0.3%。 其中中硫钢由于具有良好的切削性能和力学性能,已广泛应用于工业生产,而高 硫钢则
红钢棒材生产工艺综合优化改造
格式:pdf
大小:526KB
页数:5P
4.3
本文介绍了红钢棒材生产线孔型系统优化改造,通过改造,实现轧制断面150×150mm方坯和断面165×165mm方坯孔型系统共用;实现所有φ12~40mm规格螺纹钢筋轧制,粗中轧孔型系统共有;实现轧制φ25mm以上规格螺纹钢筋,单线轧制成品机架由14机架后移至18机架;改造后棒材生产线产品质量和产量大幅提升,同时轧钢备件的库存降低,资金占用减少,经过近半年的生产实践,凰满达到改造的预期目标。

德国乔治玛琳钢厂特钢棒材轧机改造
格式:pdf
大小:1.4MB
页数:5P
4.6
乔治玛琳钢厂对2001年投入使用的3辊减定径机组进行了改造和优化,包括安装尺寸控制系统,增加带载调节功能。优化后的机组在轧制尺寸精度和可重复性方面得到进一步改善。此外,原减定径机组的机架由5架扩展为6架。乔冶玛琳是世界上第一家使用此项先进技术的轧钢厂。
三钢棒材厂连轧系统升级改造
格式:pdf
大小:460KB
页数:3P
4.7
介绍棒材连轧控制系统利用设备大修期间,从s5系列升级为s7系列,并介绍系统通讯方式、速度级联控制、活套控制、飞剪控制及hmi系统,改造后达到了良好效果。
钢棒材质单3
格式:pdf
大小:30KB
页数:1P
4.4
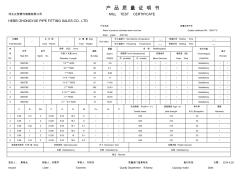
产品质量证明书 河北众悦管件销售有限公司milltestcertificate hebeizhongyuepipefittingsalesco.,ltd 产品名称质量证明书号 nameofproduct:stainlesssteelroundbarqualitycertificateno.:100577.6 steelgrade:aisi304 总捆数 totalbundles / 总支数 totalpieces / 总重量(kg) totalweight hotrolled 正火温度℃normalizingtemperature____保温时间holdingtime___ 回火温度℃temperingtemperature____保温时间holdingtime
45钢转炉冶炼——轧制棒材的生产实践 45钢转炉冶炼——轧制棒材的生产实践
格式:pdf
大小:719KB
页数:3P
4.4
新钢公司开发45优质碳素结构钢,采用转炉—连铸工艺生产;轧制采用半连续式轧机,轧制棒材产品质量良好,是新钢公司开发优质碳素结构钢的首次突破,为该公司开发合金钢奠定基础。

易切削钢棒材轧制工艺实践相关
文辑推荐
知识推荐
百科推荐


职位:建安工程预算员
擅长专业:土建 安装 装饰 市政 园林


