

压力容器主螺栓孔螺纹铣削装置研制
格式:pdf
大小:200KB
页数:2P
人气 :76
 4.4
4.4
压力容器主螺栓孔螺纹铣削装置是反应堆压力容器换料检修期间的专用设备。在国内外已有设备特性的基础上,本文介绍了主螺栓孔螺纹铣削装置的重新研制过程。通过结构设计、理论计算分析、三维验证设计等手段研制出了新型压力容器主螺栓孔螺纹铣削装置。



 核反应堆压力容器主螺栓、主螺母涡流检测技术
核反应堆压力容器主螺栓、主螺母涡流检测技术 核反应堆压力容器主螺栓、主螺母涡流检测技术
介绍了核电站反应堆压力容器主螺栓、主螺母的涡流检测技术。从自动检查装置、仪器探头、试块加工、方法介绍、缺陷判别和检测注意事项等方面进行了叙述,并对检测过程中的重点、难点进行了分析。
用内螺纹车刀铣削大孔螺纹的方法 用内螺纹车刀铣削大孔螺纹的方法
本文介绍了用内螺纹车刀来代替圆柱螺纹铣刀的方法,很好的解决了圆柱螺纹铣刀的不足之处,只要编程中使用螺旋线循环就可以加工了。文章也介绍了内螺纹车刀加工大孔螺纹的方法及编程程序。
编辑推荐下载

铣削加工螺纹刀具的选择
格式:pdf
大小:141KB
页数:4P
4.7
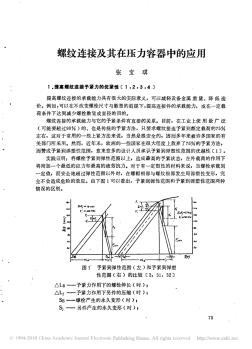
2008年9月 第36卷第9期 机床与液压 machinetool&hydraulics sep12008 vol136no19 收稿日期:2007-12-07 作者简介:李海滨(1957)),男,吉林省人,西北工业大学副教授,研究方向:cad/cam。e-mai:lzhushanshan5460@ 1631com。 铣削加工螺纹刀具的选择 李海滨,朱姗姗,杨义虎,邱元庆 (西北工业大学现代设计与集成制造技术教育部重点实验室,陕西西安710072) 摘要:螺纹铣削是一种先进的加工工艺,是一种使用数控机床加工螺纹的方法,它提高了生产效率,保证了螺纹加工 的质量。螺纹铣削同样也是一种很好的降低刀具使用成本的新工艺,是代替传统螺纹切削和螺纹挤压的一种有效方式。论 述了
螺纹铣削加工刀具技术
格式:pdf
大小:7KB
页数:2P
4.7
随着数控机床的普及,螺纹铣削加工技术在机械制造业的应用越来越多。螺纹铣削是通过数 控机床的三轴联动,利用螺纹铣刀进行螺旋插补铣削而形成螺纹,刀具在水平面上每作一周 圆周运动,在垂直面内则直线移动一个螺距。螺纹铣削具有加工效率高、螺纹质量高、刀具 通用性好、加工安全性好等诸多优点。目前使用的各种螺纹铣削刀具种类很多,本文拟从应 用特点、刀具结构、加工工艺等角度对几种常见的螺纹铣刀作一些分析介绍。 1普通机夹式螺纹铣刀 机夹式螺纹铣刀是螺纹铣削中最常用且价格低廉的刀具,其结构与普通机夹式铣刀类似,由 可重复使用的刀杆和可方便更换的刀片组成。如果需要加工锥螺纹,也可采用加工锥螺纹的 专用刀杆与刀片,这种刀片上带有多个螺纹切削齿,刀具沿螺旋线加工一周即可一次加工出 多个螺纹齿,如用一把有5个2mm螺纹切削齿的铣刀,沿螺旋线加工一周就可加工出5个螺 纹深度10mm的螺纹齿。为了进一步
压力容器主螺栓孔螺纹铣削装置研制热门文档
大直径锥管螺纹数控铣削 大直径锥管螺纹数控铣削
格式:pdf
大小:182KB
页数:2P
4.5
对于加工批量较小、形状较为复杂零件上的大型锥管螺纹,在使用专用丝锥加工不经济的情况下,可在数控机床上用等分逼近法编制程序进行铣削加工,加工后粗糙度、精度完全符合要求。
浅谈内螺纹的铣削加工 浅谈内螺纹的铣削加工
格式:pdf
大小:98KB
页数:2P
4.6
随着科学技术的飞速发展,螺纹的铣削加工越来越广泛,铣削加工具有效率高、产品质量高、改善劳动条件等优点,逐渐超越了传统的加工方法。文中通过铣削内螺纹的实例,介绍了铣削内螺纹的加工过程。
螺栓螺纹
格式:pdf
大小:1.3MB
页数:20P
4.3
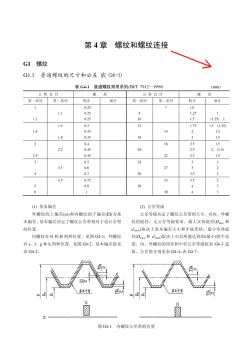
螺丝规格表 给你标准号,具体的自己去查。 六角头螺栓gb/t5782-2000十字槽盘头自攻螺钉gb845-85 内六角圆柱头螺钉gb/t70.1-2000方头螺栓c级gb8-88 标准型弹簧垫圈gb93-87十字槽沉头自攻螺钉gb846-85 六角头螺栓全螺纹gb/t5783-2000六角螺母c级gb/t41-2000 方螺母c级gb39-88开槽圆柱头螺钉gb/t65-2000 蝶形螺母gb62-88内六角沉头螺钉gb/t70.3-2000 螺杆gb/t15389-94地脚螺栓gb799-88 内六角平圆头螺钉gb/t70.2-2000半圆头方颈螺栓gb12-88 内六角平端紧定螺钉gb/t77-2000十字槽盘头螺钉gb/t818-2000 六角厚螺母gb56-88十字槽盘头自
压力容器主螺栓孔螺纹铣削装置研制精华文档
筒体端部大直径内螺纹的数控铣削 筒体端部大直径内螺纹的数控铣削
格式:pdf
大小:737KB
页数:4P
4.7
本文结合氨合成塔的制造,利用先进的数控机床及螺纹铣刀,通过工艺实验解决筒体端部内螺纹直径大、质量要求高等制造技术难点,并成功应用在产品制造中。
基于Matlab的压力容器螺栓组联接优化设计 基于Matlab的压力容器螺栓组联接优化设计
格式:pdf
大小:163KB
页数:3P
4.6
对螺栓单价与直径的关系进行分析,得出其线性函数,基于matlab建立螺栓组成本的目标函数,并考虑密封要求、安装要求、强度条件的三维非线性不等式约束函数,利用matlab求解约束极小值的优化工具箱函数fmincon,求解得到螺栓直径和个数的离散最优解。
螺栓螺纹尺寸标准
格式:pdf
大小:41KB
页数:2P
4.5
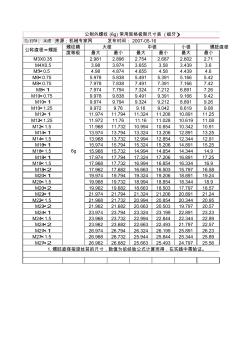
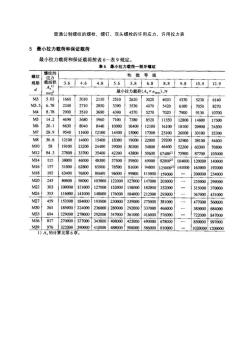
螺纹精小径 度等级最大最小最大最小最大最小 m3x0.352.9812.8962.7542.6872.6022.71 m4x0.53.983.8743.6553.583.4393.6 m5×0.54.984.8744.6554.584.4394.6 m6×0.755.9785.8385.4915.3915.1665.42 m8×0.757.9787.8387.4917.3917.1667.42 m8×17.9747.7947.3247.2126.8917.26 m10×0.759.9789.8389.4919.3919.1669.42 m10×19.9749.7949.3249.2128.8919.26 m10×1.259.9729.769.169.0428.6199.

压力容器主螺栓孔螺纹铣削装置研制最新文档
国产大规格MJ螺纹螺栓与普通螺纹螺栓工程应用研究 国产大规格MJ螺纹螺栓与普通螺纹螺栓工程应用研究
格式:pdf
大小:320KB
页数:6P
4.7
通过国产大规格mj螺栓与普通螺栓拉伸破坏和拉伸疲劳对比试验及试验数据分析,验证了mj螺栓比普通螺栓在抗疲劳性能方面的优越性,以及随着直径增加mj螺栓抗疲劳性能降低的特点。为某型飞机关键部位普通螺栓全面更换为mj螺栓提供了试验验证和数据支持。

对拉螺栓孔处理
格式:pdf
大小:5KB
页数:1P
4.6
地下室及外墙的对拉螺丝孔的封堵处理措施 1.1使用钢钎将表面螺栓孔洞凿成深度5cm、外口直径为5cm左右的锥形凹槽, 清除孔壁内存松碎残渣。或者对拉螺栓中间焊止水片(地下室必须加止水片)后, 在模板内侧放置50*50*20的小垫块(打孔后,放置在对拉螺栓上,或者塑料垫 块)浇筑后,拆除模板,用凿子,凿出垫块,从根部割断对拉螺栓头(从孔底截 断,禁止从混凝土表面截断),用防水砂浆填塞、捣实和封堵,再做防水层。注 意清除的施工面厚度不小于2cm。 对于预埋套管(非地下室结构)的对拉螺栓孔,套管两端必须有塑料垫块(或 者专门的封帽),施工完成后,凿出塑料垫块,然后对孔洞进行填塞、捣实和封 堵。 1.2拌制预缩砂浆,对拉螺栓孔采用的预缩砂浆配比为水:水泥:砂=0.3:1:2.3 (水泥采用p.o42.5普通硅酸盐水泥),填塞砂浆应进行专门的配合比设计,强 度宜高于
螺纹铣削自动化编程后处理技术 螺纹铣削自动化编程后处理技术
格式:pdf
大小:182KB
页数:未知
4.4
通过论述机械自动化制造领域的螺纹铣削刀具、编程以及加工特性,针对catiav5软件中螺纹加工编程定义,提出针对多种控制系统的螺纹铣削固定循环及圆弧螺旋插补的后处理开发方法,达到螺纹铣削自动化编程。
大规格锯齿螺纹铣削宏程序 大规格锯齿螺纹铣削宏程序
格式:pdf
大小:153KB
页数:未知
4.5
锯齿螺纹,一般用于单向受力的传动部件,牙型为不等腰梯形,前面的一个角度用来承受载荷,后面的一个角度用来增加牙根强度。大规格的锯齿螺纹多用于矿山机械,本文以图1为例,介绍35°菱形刀片分层铣削锯齿螺纹的加工方法和短小精悍的宏程序模式。1.加工方案s220×25.4-lh属非标螺纹,螺距大,牙槽深,很难找到合适的刀具,专门定做,价格贵不
加工中心内螺纹铣削加工解析 加工中心内螺纹铣削加工解析
格式:pdf
大小:165KB
页数:2P
4.6
在我国经济不断发展的当下,我国螺纹铣削加工技术也在积极的创新.本文将针对加工中心内螺纹的加工手段以及内螺纹铣削刀的类型进行详细的分析,其目的是研究出加工中心内螺纹铣削加工工艺选择和加工中心内螺纹铣削数控机床编程,以便于展现出加工中心内螺纹铣削加工的实际效率.
压力容器顶盖法兰上大直径螺栓孔的高效加工 压力容器顶盖法兰上大直径螺栓孔的高效加工
格式:pdf
大小:98KB
页数:未知
4.4
本文介绍了压力容器顶盖法兰上大直径螺栓把合孔高效加工的工艺方法。实践证明,此工艺方法既能保证工件的加工精度和质量要求,又能大幅度地提高生产效率,降低加工成本,取得了良好的效果。
压力容器主螺栓孔螺纹铣削装置研制相关
文辑推荐
知识推荐
百科推荐


职位:甲级环境影响评价师
擅长专业:土建 安装 装饰 市政 园林


