

压力容器焊缝返修及补焊通用工艺守则
格式:pdf
大小:21KB
页数:2P
人气 :71
 4.4
4.4
XXX 有限 公司 技术标准 文件号: YJ/QMT02.20—2006 压力容器焊缝返修及补焊通用工艺守则 版本号 /修订状态: 6/0 第 1页 共 2页 1. 适用范围 1.1 本守则为通用工艺文件,仅适用于不锈钢制压力容器的筒体、封头、接管对接,法兰拼接 焊缝焊接缺陷的返修。 1.2 本守则不足以保证特殊情况下缺陷返修的质量时,需另行制订专用的返修工艺文件。 2. 返修程序 2.1 焊缝返修由探伤室开出返修通知单,确定缺陷性质,部位。 2.2 第一、二次返修需经焊接责任人批准,焊工按探伤人员在产品上所划出的缺陷部位进行返 修、焊接检验员监督返修程序的进行。 2.3 第三次返修前由焊接责任人制订返修方案,得到技术负责人批准后方可进行,焊接责任人 负责现场监督。 3. 焊工 3.1 返修部位的焊接工作,必须由考试合格,具有焊接相应项目资格的焊工担任。 3.2 第一、二次返修时,一般



怎样提高压力容器焊缝返修合格率
怎样提高压力容器焊缝返修合格率 宜兴市压力容器厂吴建美 [摘要]本文论述了压力容器焊缝返修质量控制的工艺措施,从而提高了焊缝 返修合格率,节约焊材、提高工效、保证了产品质量。 [关键词]返修;合格率 一概述 压力容器的焊缝返修是在产品刚性拘束较大的情况下进行的。返修次数的增加, 不但会带来时间和材料的浪费,更主要的是会造成产品质量下降,原则上规定返 修次数一般不宜超过两次。因此,在出现返修的情况下,必须有相应的措施,保 证返修一次合格。我厂制造的压力容器,尤其是壁厚较大的容器一般采取下列方 法,从而保证了焊缝一次合格和返修合格率。 二技术措施 (1)厚壁容器(厚度大于20mm)采取分层焊接分层探伤的方法,尤其是在容器 直径较小,不能进行双面焊的情况下,在封底焊结束焊止5mm左右时进行射线检 查,排除根部缺陷(因为焊道较薄,如果发现缺陷也便于返修)。下面的焊道可
焊接返修通用工艺守则
焊接返修通用工艺守则 1、主题内容和适用范围 本守则规定了焊接返修程序和质量控制的有关要求。 本守则适用于受压元件焊缝的返修,其它各类焊缝的返修可参照 执行。 2、引用标准、法规(下列标准法规如已被修订,则按最新版本执行) tsg21-2017固定式压力容器安全技术监察规程(简称 《大容规》)第4.2.4条 gb150.4-2011压力容器制造、检验和验收(第7.4条) nb/t47014-2011承压设备焊接工艺评定 nb/t47015-2011压力容器焊接规程(第3.7条、第4.7条) rhzy.0801-2017焊接通用工艺 3、返修一般要求 3.1焊接返修除遵守本守则规定外,还应符合rhzy.0801-2017《焊 接通用工艺》规定要求。 3.2焊接返修工作,必须由按tsgz6002-2010《特种设备焊接操作 人员
编辑推荐下载

焊缝返修通用工艺规范
格式:pdf
大小:22KB
页数:5P
4.6
山东齐星铁塔科技股份有限公司2011年4月发布实施 焊缝返修工艺规范 文件编号:sqx-cg-8.2.4-12 版本号a 修订次0 分发号 持有人 受控状态 批准:编写:质量管理控制中心 1范围 本规范规定了焊缝的外表及内部质量在不符合标准要求时,对焊缝进 行局部或整体返修的焊接前准备、人员、工艺要求、工艺过程和检验。 本标准适用于一般碳钢和低合金高强度结构钢材质的焊缝返修。 2规范性引用文件 gb/t2694-2003《输变电线路铁塔制造技术条件》dl/t646-2006 《输变电钢管结构制造技术条件》 3焊接前准备 3.1焊缝返修条件 3.1.1无论是何种形式接头的焊缝,其外表质量不符合gb/t2694-2 003《输变电线路铁塔制造技术条件》dl/t646-2006《输
压力容器焊接中常见缺陷及焊缝返修的质量控制
格式:pdf
大小:12KB
页数:7P
4.6
河南南阳市技师院校张风雷 压力容器焊接中常见缺陷及焊缝返修的质量控制 摘要:压力容器在使用时压力较高,危险性较大,本文重点阐释了压力容 器产品质量控制的特点,详细分析压力容器焊接中常见缺陷形成的原因及对焊 接接头返修的质量控制方法。 关键词:压力容器;质量控制;焊接缺陷;返修 压力容器是生产和生活中广泛使用的承压设备,具有爆炸危险,一旦发生 爆炸事故,将造成严重的人员伤亡和巨大的财产损失。如我们常见的锅炉、压 力供水罐、储气罐等。因此,国家历来十分重视承压设备的安全监察工作,出 台并发布了一系列的条例、法规、标准等,用以规范承压设备的产品制造和运 行管理工作。 一、影响压力容器焊接质量的因素。 1板材的化学成份不均匀,力学性能不符合要求存在着波动性; 2制造时,因工艺原因造成母材材质的不均匀性,如板材厚薄不一,有夹 渣气孔、裂纹等。 3焊接工艺评定的不完善性。主要体现在:(1)
压力容器焊缝返修及补焊通用工艺守则热门文档
压力容器焊缝及其结构设计
格式:pdf
大小:9KB
页数:3P
4.5
压力容器焊缝及其结构设计 摘要:压力容器破裂的主要原因是焊接质量低劣,指出了影响焊缝质量的因 素,论述了焊缝结构设计基础及焊缝设计应注意的问题。 关键词:焊缝结构焊缝裂纹手工电弧焊埋弧自动焊 压力容器成报采用电焊,导致压力容器破坏的主要原因是焊缝质量低劣。根 据国内外压力容器事故分析,因裂纹而导致事故占总事故的50%一89%,英国 因裂纹造成的事故占89%,中国因裂纹造成的事故占50%(因焊缝裂纹造成 的事故占37.5%)。因此,提高压力容器焊接质量是确保压力容器安全运行 的重要环节。本文就影响焊缝质量的因素及焊缝设计应注意的一些问题做了探 讨。 1影响焊缝质量的因素 1.1设计因素 设计人员往往只注意焊条、焊丝、焊剂及对接手工电弧焊和埋弧自动焊的坡 口形式及尺寸一样,实际上,焊接工艺不同对坡口形式和尺寸影响很大。当容 器壁厚s≤76mm时,正确的做法是u
146.焊缝返修通用工艺-改完
格式:pdf
大小:114KB
页数:4P
4.3
qehs体系技术文件编号:q/dftiiijs146-2014a 主题:作业指导书页码:1/4 焊缝返修通用工艺 1总则 本焊缝返修通用工艺适用于本公司所有的有缺陷焊缝的返修。该工艺还规定了 焊缝返修应遵循的程序,包括确定返修方案、清除焊接缺陷、补焊要求和检验等。 2引用标准 《钢结构焊接规范》gb50661-2011 《焊接材料质量管理规定》jb/3223-1996 《低合金高强度结构钢》gb/t1591-2008 《承压设备无损检测》gb/t4730-2005 《非合金钢及细晶粒钢焊条》gb/t5117-2012 《热强钢焊条》gb/t5118-2012 《低合金钢药芯焊丝》gb/t17493-2008 《钢结构工程施工质量验收规范》gb50205-2001 《焊接用二氧化碳》hg/t2537-1993 在标准未修改前规范所示条文均为有效。当标准修订
焊接通用工艺守则
格式:pdf
大小:267KB
页数:44P
4.4
压力容器焊接通用工艺守则 一、钢制压力容器焊接通用规程,,,,,,,,,,,,,,,,,84 二、手工电弧焊工艺守则,,,,,,,,,,,,,,,,,,,,90 三、埋弧自动焊通用工艺守则,,,,,,,,,,,,,,,,,,93 四、气割通用工艺守则,,,,,,,,,,,,,,,,,,,,,98 五、手工碳弧气刨工艺守则,,,,,,,,,,,,,,,,,,102 六、产品焊接试板通用工艺守则,,,,,,,,,,,,,,,,106 七、热交换器管板焊接通用工艺守则,,,,,,,,,,,,,,110 八、焊接返修通用工艺守则,,,,,,,,,,,,,,,,,,113 九、焊缝外观质量检验通用守则,,,,,,,,,,,,,,,,115 十、手工钨极氩弧焊通用工艺守则,,,,,,,,,,,,,,,117 十一、空气等离子切割工艺守则,,
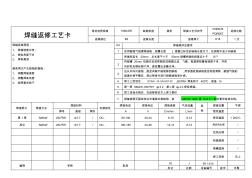
焊缝返修工艺卡
格式:pdf
大小:23KB
页数:2P
4.7
焊缝返修工艺卡 设备名称80m3液氨储罐 设备编 号hyr2015-002 焊件材质q345r 返修次 数1 返修焊缝编 号a8-1 返修部位主要缺陷: 圆形缺陷。 缺陷处理要求: 用砂轮打磨至缺陷消除。 焊缝返修说明 焊接 方法 焊 接 层 次 焊接材 料 焊接 电流 (a) 电弧电压 (v) 焊速 (cm/min) 电源极性 审批:编制: 年月日 焊接 方法 焊 材 牌 号 及 规 格 焊接电 流(a) 焊接 电压 (v) 焊接 速度 (cm/min) 焊接 层数 后热 温度 (℃) 时间 (h) 施焊日期:施焊焊工代号:记录人:
焊缝返修工艺卡2
格式:pdf
大小:18KB
页数:4P
4.6
1/4 焊缝返修工艺卡 焊缝返修工艺卡 weldingjointrepairrecord 点焊机冷却系统生产指令产品名称产品位号片号——水箱号 焊接方法返修焊缝编号缺陷性质施焊焊工返修次数 手弧焊b4裂纹3 焊接缺陷产生原因分析: 焊接电流过大;表面清理不彻底,外表有油污。 焊接缺陷返修及预防措施: 缺陷返修:用砂轮打磨清除缺陷,待补焊部位应开出宽度均匀,表面平整、便于施 焊的凹槽,且两端应有一定坡度。b5e2rgbcap 按焊缝返修焊接工艺参数进行补焊,采用短弧焊接。施焊时应严格按照规范和工艺 要求执行。注意层间清理干净。焊后清除焊渣及飞溅物。p1eanqfdpw 预防措施:工件表面按要求清理干净,施焊时应按焊接工艺参数采用短弧进行焊接. 注意层间清理干净。 焊缝返修焊接工
压力容器焊缝返修及补焊通用工艺守则精华文档

焊缝返修工艺规范
格式:pdf
大小:49KB
页数:4P
4.5
株洲华信实业有限公司焊缝返修工艺规范 编制 版本号 a.0 校核 审核 标准化 标记数量更改单编号签名日期批准第1页共3页 1使用范围 本规范适用于焊缝的返修。 2焊缝返修基本要求 2.1焊接设备 2.1.1必须使用具有完好工艺要求的焊接设备及工艺装备。 2.1.2电流表、气体流量表必须是经校检合格,并在有效使用期 内;气体流量表安装时其流量刻度表必须与地面垂直。 2.1.3对焊接设备应定期进行检修,确保设备水、电、气路的通 畅及机械装置的状态良好。 2.1.4焊机二次线地线夹必须夹在工件上靠近施焊部位附近。 2.2返修焊的焊接人员必须由经按en287-1标准考试合格的焊工 进行焊接操作,其操作范围在焊工证书所规定的范围内。 2.3第一,二次返修需经焊接责任人批准,焊工按探伤人员在产品 上所画出的缺陷部位进行返修,焊接检验员监督返修程序的进行
锅炉通用工艺守则焊接接头返修
格式:pdf
大小:56KB
页数:6P
4.8
南宁金鼎锅炉制造有限公司企业内部标准 锅炉通用工艺守则 焊接接头返修 文件编号:nnjd/qw-sz04 编制:商勇 审核:王勇 批准:陈和兴 南宁金鼎锅炉制造有限公司 年月日 南宁金鼎锅炉 制造有限公司 锅炉通用工艺守则 焊接接头返修 文件编号sz-04 共4页第1页 1主题内容与适用范围 本标准规定了公司锅炉受压元件焊接接头返修的技术要求和工艺管理。 本标准适用于公司锅炉受压元件制造过程中的焊接接头返修。对于锅炉安装及修理中的 焊接接头返修可参照使用。 2引用标准 gb/t5117碳钢焊条 gb/t12470低合金钢埋弧焊用焊剂 gb/t14957熔化焊用钢丝 gb/t5293碳素钢埋弧焊用焊丝 gb9448焊接与切割安全 3技术要求 3.1焊接材料 3.1.1返修用的焊条、焊丝、焊剂应符合gb/t5117、gb/t12470、g
压力容器油漆和包装工艺守则.
格式:pdf
大小:36KB
页数:3P
4.5
压力容器油漆和包装工艺守则 第1页共3页 1.主题内容和选用范围 本守则规定了压力容器油漆和包装的方法和要求 对有特殊要求产品油漆、包装:按合同,技术协议或有关技术文件的规定执 行。 2.压力容器产品油漆、包装一般均应符合jb2536《压力容器油漆、 包装和运输》的要求 3.油漆 主要油漆品种推荐按下表选,也可选用相同类型的油漆。 类别型号名称标准号主要用途 底漆 c06-1铁红醇酸底漆hg2-113-74黑色金属表面打底防锈 h06-2铁红环氧酯底漆hg2-605-76金属材料表面打底 ho6-19铁红环氧酯底漆hg2-789-75钢表面 f06-8铁红酚醛底漆hg2-579-74钢铁表面 c53-1(红丹醇酸防锈漆)hg2-25-74大型钢铁结构表面防锈打底 钼铬红环氧酯底漆(硼钡漆)大型钢铁结构表面防锈打底 面漆 y03-

压力容器油漆和包装工艺守则
格式:pdf
大小:36KB
页数:3P
4.3
1. 主题内容和选用范围 本守则规定了压力容器油漆和包装的方法和要求 对有特殊要求产品油漆、包装:按合同,技术协议或有关技术文件的规定执 行。 9.压力容器产品油漆、包装一般均应符合jb2536《压力容器油漆、 包装和运输》的要求 10.油漆 主要油漆品种推荐按下表选,也可选用相同类型的油漆。 类别型号名称标准号主要用途 底漆 c06-1铁红醇酸底漆hg2-113-74黑色金属表面打底防锈 h06-2铁红环氧酯底漆hg2-605-76金属材料表面打底 ho6-19铁红环氧酯底漆hg2-789-75钢表面 f06-8铁红酚醛底漆hg2-579-74钢铁表面 c53-1(红丹醇酸防锈漆)hg2-25-74大型钢铁结构表面防锈打底 钼铬红环氧酯底漆(硼钡漆)大型钢铁结构表面防锈打底 面漆 y03-1各(浅淡)色油性调和漆hg2-567-74

压力容器组装工艺守则
格式:pdf
大小:102KB
页数:3P
4.3
组装工艺守则 1.总则 (1)本守则适用于碳素钢、低合金钢及不锈钢制压力容器的组装过程。 对不锈钢压力容器除按本规定执行外,还应遵守《不锈钢制压力容器制造工艺守则》的规定。 (2)对组装完的零部件经检查合格后交下道工序时,其标记(包括检查工序)必须齐全。 (3)本守则若与产品工艺文件有矛盾,应以产品工艺文件为准。 2.通用规定 (1)全面认真地阅读并掌握有关技术文件和标准,如施工图、工艺卡、技术要求、技术标准等。 (2)根据工艺文件规定的工艺流程、工艺内容及技术要求,拟定组装方案和操作步骤。 (3)检查上道工序检验记录,材料标记与零件上的移植标记是否相符,上道工序操作员、检验员是否签字。 (4)根据不同的工作对象准备好必要的工具和设备,如打锤、手锤、手铲、撬杠、卡具、吊具;盘尺、板尺、弯尺;划规、手砂轮、搬手等。不锈钢设 备还需要准备信号笔,铅笔等工具。
压力容器焊缝返修及补焊通用工艺守则最新文档
压力容器下料工艺守则样本
格式:pdf
大小:15KB
页数:4P
4.8
压力容器下料工艺守则样本 1.总则 (1)本守则适用于碳素钢、低合金钢及不锈钢制压力容器 的下料工序。 (2)不锈钢压力容器下料除按本守则规定执行外,还应遵 守《不锈钢制压力容器制造工艺守则》的规定。 (3)本守则若与产品工艺文件有矛盾,应以产品工艺文件 为准。 2.通用规定 (1)工艺文件(施工图、工艺卡、钢板排板图、产品零件 清单等)齐全,有疑义时应及时向工艺员、材料员反 映。 (2)供应库房按产品零件清单提供符合相应标准的合格 材料,下料前要进行复核并做好记录。 (3)根据钢板排板图进行排板划线。 (4)按照《标记移植管理制度》进行标记移植。 (5)按施工图或压力容器焊接工艺文件确定坡口型式。 3.排板图 (1)排板时应根据施工图纸、到货材料规格及以下规定进 行排板; a.焊缝排板图、钢板排板图中下料尺寸、焊缝编号 及件号应统一。 b.筒节的
焊缝返修工艺卡1
格式:pdf
大小:27KB
页数:10P
4.5
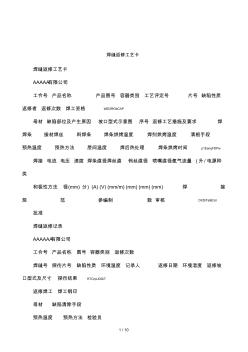
1/10 焊缝返修工艺卡 焊缝返修工艺卡 aaaaa有限公司 工令号产品名称产品图号容器类别工艺评定号片号缺陷性质 返修者返修次数焊工资格b5e2rgbcap 母材缺陷部位及产生原因坡口型式示意图序号返修工艺措施及要求焊 焊条接材焊丝料焊条焊条烘烤温度焊剂烘烤温度清根手段 预热温度预热方法层间温度焊后热处理焊条烘烤时间p1eanqfdpw 焊接电流电压速度焊条直径焊丝直钨丝直径喷嘴直径氩气流量(升/电源种 类 和极性方法径(mm)分)(a)(v)(mm/m)(mm)(mm)(mm)焊接 规范参编制数审核dxdita9e3d 批准 焊缝返修记录 aaaaaa有限公司 工令号产品名称图号容器类别返修次数 焊缝号探伤片号缺陷性质环境温度记录人返修日期环境湿度返修坡
焊缝返修工艺模板
格式:pdf
大小:26KB
页数:1P
4.5
焊缝返修工艺卡 母材材质规格16mndr缺陷类型圆形焊接工艺评定号 pqr076 pqr067 返修次数 返修部位b3返修长度返修焊工h181次 焊缝返修原因: 1、焊接速度过快; 2、焊条角度不对 3、焊条潮湿 避免再次产生缺陷的措施: 1、调整焊接速度 2、调整焊条角度 3、按照要求烘干 序号焊接程序及要求 1采用碳弧气刨清除缺陷,刨槽长度l根据已标定的缺陷长度尺寸,在刨除中至少向缺陷 两端各延长20mm,总长度不小于50mm.刨槽两端的斜度应小于15° 2 将刨槽20mm范围内及其两侧的范围氧化皮、飞溅、粘渣等附着物清理干净,并用 风砂轮及钢丝刷干净,直至露出金属光泽。 3. 应从外向内部刨,直至肉眼不能观察到缺陷,用渗透检测缺陷是否彻底清除,碳弧气刨的 熔渣补焊平整后,再从筒身外进行刨除缺陷和补焊。 4.焊工上岗项目:


10压力容器制造检验守则
格式:pdf
大小:120KB
页数:15P
4.3
安徽四汇机械集团有限公司 压力容器 制造检验工艺守则 编制:陆玲玲 审核:游安军 批准:梁永强 2014-05-13发布2014-05-28实施 -2- 目录 1.适用范围,,,,,,,,,,,,,,,,,,,,,,,,,3 2.引用标准,,,,,,,,,,,,,,,,,,,,,,,,,3 3.一般要求,,,,,,,,,,,,,,,,,,,,,,,,,3 4.检验装备,,,,,,,,,,,,,,,,,,,,,,,,,3 5.材料检验,,,,,,,,,,,,,,,,,,,,,,,,,3 6.下料检验,,,,,,,,,,,,,,,,,,,,,,,,,4 7.筒体检验,,,,,,,,,,,,,,,,,,,,,,,,,4 8.法兰与平盖检验,,,,,,,,,,,,,,,,,,,,,,4 9.焊接检验,,,,,,,,,,,,
焊缝返修管理标准
格式:pdf
大小:12KB
页数:5P
4.3
焊缝返修工艺规范 文件编号: 版本号a 修订次0 分发号 持有人 受控状态 批准:编写:质量管理控制中心 1范围 本规范规定了焊缝的外表及内部质量在不符合标准要求时,对焊 缝进行局部或整体返修的焊接前准备、人员、工艺要求、工艺过程和 检验。本标准适用于一般碳钢和低合金高强度结构钢材质的焊缝返 修。 3焊接前准备 3.1焊缝返修条件 3.1.1无论是何种形式接头的焊缝,其外表质量不符合特种设备焊接 要求时,则必须对该焊缝进行返修。 3.1.2无论是何种位置、何种焊接方法焊接的拼板对接焊缝,当焊缝 经无损探伤后,其焊缝内部或表面存在超过该产品无损检查要求的焊 接缺陷时,则必须对该对接焊缝进行返修。 3.2焊接方法 3.2.1对焊缝的返修,可采用手工电弧焊或co2气体保护焊焊接。 3.2.2当采用特殊
焊接加工通用工艺守则
格式:pdf
大小:162KB
页数:26P
4.6
1 焊接加工通用工艺守则 手工电弧焊 1主要内容与适应范围 本标准规定了手工电弧焊接加工应共同遵守的基本规则,适应我公司的 金属手弧焊焊接加工。 手弧焊焊接加工还应遵守sqb2930—01—2006。 2引用标准 jb/t3228—1983《焊条质量管理规定》 sqb2930—01—2006焊接加工通用工艺守则总则 3焊接方法概述 3.1手弧焊接的定义:是利用焊条和焊件间产生的电弧,使焊条和焊件局部 加热到熔化状态进行焊接的一种手工操作的电弧焊方法。 3.2手弧焊的工艺特点 3.2.1手弧焊的工艺优点 a操作灵活,可达性好。 b设备简单,使用方便。 c应用范围广。选择合适的焊条可以焊接许多常用的金属。 d不需要辅助气体保护。焊条本身在生产中不仅能提供填充金属,而且能 产生保护熔池和使焊接处避免氧化的保护气体,并具有较强的抗风能力。 2 3.2.1

0eewewo不锈_钢压力容器制造工艺守则
格式:pdf
大小:35KB
页数:4P
4.5
^ |youhavetobelieve,thereisaway.theancientssaid:"thekingdomof heavenistryingtoenter".onlywhenthereluctantstepbysteptogotoit'stime, mustbemanagedtogetonestepdown,onlyhavestruggledtoachieveit. --guogetech 1.主题内容和适用范围 1.1本守则规定了不锈钢制容器制造过程中,有防铁离子等杂质污染要求,应遵 守的技术要求及事项和有特别要求的不锈钢制品。为防止铁离子等其它有害 杂质的污染,确保不锈钢制容器的制造质量和使用安全,特制定本守则。 2.总则 2.1不锈钢制容器制造过

不锈钢压力容器制造工艺守则
格式:pdf
大小:35KB
页数:3P
4.6
不锈钢压力容器制造工艺守则 1范围 本标准规定了所有不锈钢压力容器制造及常压容器的工艺原则。 本标准适用于我公司制造的奥氏体不锈钢和不锈复合钢另部件等容器的制造。 2引用标准 下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。本标准出版 时所示版本均为有效,使用本标准的各方应使用下列标准的最新版本。 gb150钢制压力容器 gb151管壳式换热器 hg20584钢制化工容器制造技术要求。 gb4735常压容器 压力容器安全技术监察规程 钢制压力容器下料通用工艺守则 容器铆工艺守则 钢制压力容器焊接规程 奥氏体不锈钢压力容器酸洗钝化工艺守则 产品零部件制造的表面防护与清理规定 压力试验和致密性试验工艺守则 3一般要求 3.1不锈钢另部件或容器的制造应具备制造场地通风、清洁、文明生产条件。不 锈钢材料及另部件应防止长期露天存放、混料保管。要求按时投料、集中使用、 随时
Naefua不锈钢压力容器制造工艺守则
格式:pdf
大小:80KB
页数:3P
4.5
秋风清,秋月明,落叶聚还散,寒鸦栖复惊。 1.主题内容和适用范围 1.1本守则规定了不锈钢制容器制造过程中,有防铁离子等杂质污染要求,应遵 守的技术要求及事项和有特别要求的不锈钢制品。为防止铁离子等其它有害 杂质的污染,确保不锈钢制容器的制造质量和使用安全,特制定本守则。 2.总则 2.1不锈钢制容器制造过程除遵守本守则外,还必须遵守国家有关规程、规定及 设计图样和有关技术要求。 2.2一般不锈钢制品可参照执行本守则。 3.制造环境 3.1为防止铁离子和其它杂质的污染,不锈钢制品的生产场所应保持清洁、干燥, 严格控制灰尘积聚。 3.2不锈钢容器的制造必须在隔离的专用固定生产场地内进行,(地面铺设木质 垫板或橡胶皮)与碳钢制品严格隔离。 3.3生产中使用专用的胶轮滚轮架,专用的吊夹具及工艺装备。 3.4不锈钢容器制造过程中,操作工
压力容器焊缝返修及补焊通用工艺守则相关
文辑推荐
知识推荐
百科推荐


职位:副总监理工程师
擅长专业:土建 安装 装饰 市政 园林


