

压力容器垫板单面焊焊接接头缺陷超声检测
格式:pdf
大小:361KB
页数:2P
人气 :65
 4.4
4.4
介绍了垫板单面焊焊接接头缺陷产生的特点,缺陷产生的各种原因与防止方法、措施,以及如何进行超声波检测与判定。



焊接接头超声检测讲稿4-曲面对接接头的超声检测
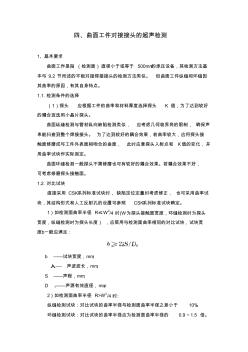
四、曲面工件对接接头的超声检测 1、基本要求 曲面工作是指(检测面)直径小于或等于500mm的承压设备,其检测方法基 本与9.2节所述的平板对接焊接接头的检测方法类似。但曲面工件纵缝和环缝因 其曲率的原因,有其自身特点。 1.1.检测条件的选择 (1)探头应根据工件的曲率和材料厚度选择探头k值,为了达到较好 的耦合宜选用小晶片探头。 曲面纵缝检测与管材纵向缺陷检测类似,应考虑几何临界角的限制,确保声 束能扫查到整个焊接接头。为了达到较好的耦合效果,若曲率较大,应将探头接 触面修磨成与工件外表面相吻合的曲面,此时应意探头入射点和k值的变化,并 用曲率试块作实际测定。 曲面环缝检测一般探头不需修磨也可有较好的耦合效果。若耦合效果不好, 可考虑修磨探头接触面。 1.2.对比试块 直接采用csk系列标准试块时,缺陷定位定量时考虑
 压力容器焊接接头系数取值分析
压力容器焊接接头系数取值分析 压力容器焊接接头系数取值分析
文章根据实际工作经验,通过理论分析,总结了asme规范焊接接头系数取值规则,指出了我国压力容器规范中关于焊接接头系数取值存在的问题,并提出了解决方案。
编辑推荐下载
结构模块不等厚焊接接头的超声检测 结构模块不等厚焊接接头的超声检测
格式:pdf
大小:277KB
页数:4P
4.5
描述了结构模块中不等厚焊接接头的超声检测方法,在声波从斜面入射或从斜面反射生成二次波时,针对缺陷难以准确定位的技术难点,采用几何分析方法进行定位修正,同时对影响定位精度的因素作简要的概述。
中厚板大坡口单面焊接头的焊接分析 中厚板大坡口单面焊接头的焊接分析
格式:pdf
大小:289KB
页数:3P
4.6
对中厚板大坡口焊缝的单面焊,从焊接热输入、温度场特征、变形及残余应力、接头组织及其机械性能方面进行分析,并结合生产实例,探讨了保证该类焊缝焊接质量的行之有效的方法。
压力容器垫板单面焊焊接接头缺陷超声检测热门文档
 钢制压力容器焊接接头系数浅析
钢制压力容器焊接接头系数浅析 钢制压力容器焊接接头系数浅析
格式:pdf
大小:355KB
页数:2P
4.6
1.内压圆筒对于内压圆筒,按照gb150中圆筒的厚度计算公式(即中径公式)为:式中:pc--圆筒的设计压力,mpa;dl--圆筒的内直径,mm;[σ]t--材料在设计温度下的许用应力,mpa;φ--焊接接头系数。从上式得知,当圆筒的设计压力、内径及材料
压力容器焊接接头低温韧性的改善技术 压力容器焊接接头低温韧性的改善技术
格式:pdf
大小:197KB
页数:5P
4.6
制造低温压力容器过程中,经常会出现不同钢材焊接接头低温韧性不达标的问题。为了改善工作于低温环境的压力容器用低合金低温钢、镍合金钢和铬镍奥氏体不锈钢的焊接接头低温韧性,而采取改进焊接材料、严格控制焊接工艺的措施。并指出研究工作于低温环境的压力容器用焊接材料的必要性。
探讨锅炉及压力容器焊接接头外观质量检验 探讨锅炉及压力容器焊接接头外观质量检验
格式:pdf
大小:293KB
页数:2P
4.6
锅炉、压力容器之间的焊接为制造锅炉压力容器不可缺少的一项工序,其质量的优劣直接关系到锅炉压力容器的整体质量及安全性能。本文主要通过对锅炉及压力容器焊接接头外观质量检验主要内容的论述,以说明其质量控制措施,仅供业内人士交流之用。
压力容器垫板单面焊焊接接头缺陷超声检测精华文档
焊接接头系数在压力容器设计中的选取 焊接接头系数在压力容器设计中的选取
格式:pdf
大小:120KB
页数:2P
4.6
文章针对压力容器设计计算过程中的焊接接头系数,分析了焊接接头系数的实质,探讨了各种常见结构焊接接头系数的选取。
压力容器D类焊接接头质量控制 压力容器D类焊接接头质量控制
格式:pdf
大小:188KB
页数:4P
4.4
为控制和改善压力容器d类焊接接头的质量,保证压力容器安全运行,分析了压力容器d类焊接接头的结构形式、微观组织、受力条件和质量检测等特点,指出了在设计和制造过程中存在的问题,同时提出了质量改进措施。
钢制压力容器设计中的焊接接头系数 钢制压力容器设计中的焊接接头系数
格式:pdf
大小:110KB
页数:4P
4.4
钢制压力容器设计中的焊接接头系数是关键的设计数据之一。设计者应正确理解和掌握钢制压力容器设计中的焊接接头系数的概念和含义及其选取设定的原则和要求。否则,将可能会导致设计中的重大原则错误。
压力容器D类焊接接头质量控制
格式:pdf
大小:54KB
页数:1P
4.4
压力容器d类焊接接头质量控制 摘要:通过对压力容器d类焊接接头结构形式、组织形态、受 力条件和缺陷检测等的分析,说明d类焊接接头质量是压力容器质 量控制的一个重要环节,必须予以足够的重视,同时对其在生产中 易出现的问题,提出了解决方案和建议。 关键词:压力容器焊接接头质量控制 压力容器因其质量关系到国家财产及人身安全,是一种需要实 行强制许可制的特种设备之一。因为组织状态、内应力和化学成分 分布的不均匀性,导致焊接接头是压力容器结构中的薄弱环节。据 调查,压力容器出现失效破坏最多的部位是在接管与筒体的焊缝 上。在gb150—1998《钢制压力容器》标准中,将压力容器的主要 受压部分的焊接接头分为a、b、c、d类,如图一所示。其中d类 焊接接头由于以下5个制约因素,使其所面临的工作状况最为恶劣。 (1)目前还没有较理想的无损检测方法,可以对其内部质量 进行准确检测,因而
小径管对接焊接接头相控阵超声检测技术 小径管对接焊接接头相控阵超声检测技术
格式:pdf
大小:1.1MB
页数:4P
4.5
对小径管对接接头中存在的裂纹、未熔合和未焊透等自然缺陷分别进行相控阵超声检测和射线检测,比较分析了两种检测方法的检测结果,评述了相控阵检测的优势及其在小径管检测中的应用前景。
压力容器垫板单面焊焊接接头缺陷超声检测最新文档
 承压设备对接焊接接头超声检测和质量分级
承压设备对接焊接接头超声检测和质量分级 承压设备对接焊接接头超声检测和质量分级
格式:ppt
大小:5.8MB
页数:未知
3
承压设备对接焊接接头超声检测和质量分级——5.1钢制承压设备对接焊接接头超声检测和质量分级 5.1.1适用范围 本条规定了钢制承压设备对接焊接接头的超声检测和质量分级。 1、全熔化焊对接焊接接头 1)母材厚度t=8mm~400mm 2)t=6mm~8mm...

对接焊接接头超声波检测工艺规程
格式:pdf
大小:524KB
页数:16P
4.3
对接焊接接头超声波检测工艺规程 1.0目的及适用范围 1.1目的 为保证钢接接头的超声波检测工作质量,提供准确可靠的检测数 据,特制定本规程。 1.2适用范围 1.2.1本规程规定了承压设备焊接接头的超声波检测和缺陷等级评 定; 1.2.2本规程适用于: a)母材厚度为6mm~400mm全熔化焊对接焊接接着的超声波检测; b)管座角焊缝的超声波检测; 1.2.3本规程不适用于: a)铸钢等粗晶材料对接接头的超声波检测; b)外径<φ159mm的焊接接头、内径≤φ200mm的管座角焊缝的 超声波检测; c)外径<φ250mm或内外径之比小于80%的纵向对接焊接接头的 超声波检测。 2.0编制依据 2.1本程序依据jb/t4730-2005.3《承压设备无损检测》编制; 2.2本程序参照gb11345-1989《钢焊缝手工超声波探伤方法和结果 分级》编制; 3.0检测设备和

焊接接头论文
格式:pdf
大小:155KB
页数:3P
4.6
焊接接头论文 基于国外标准的焊接接头疲劳设计与工艺实现一体化研究 摘要:综述了基于国外标准的焊接接头疲劳设计与工艺实现一体 化研究的重要性,设计了相应的数据库。嵌套了bsi/iiw/din6700标 准。基于bsi和iiw标准中接头形式,可确定焊接接头的疲劳等级; 根据已知的焊接接头的应力谱,基于miner疲劳积累损伤理论,可计 算出焊接接头的疲劳寿命:根据din6700标准,自动打印焊接工艺 文件,从而实现基于国外标准的焊接接头疲劳寿命预测与工艺要求的 一体化。算例证明该系统具有很好的工程应用价值。 关键词:焊接接头;数据库;一体化 在工程机械使用中,焊接结构件的焊接接头或焊缝金属容易引发 结构疲劳破坏,严重影响机械设备的寿命。通过计算焊接接头的疲劳 寿命预测可以预先知道焊接接头的寿命,从而保证产品的运行的安全 性。bs标准和iiw标准提供了各种焊


焊接接头组织
格式:pdf
大小:25KB
页数:5P
4.5
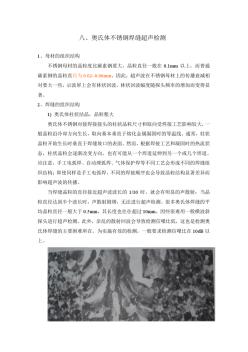
焊接接头组织 电弧焊接时,焊接电弧使焊件局部加热和熔化,同时加入填充金属(焊条或焊 丝),形成金属熔池,并不断把热量传给周围冷的母材金属。当电弧移开后,熔 池的温度迅速降低,熔池中液体金属凝固成焊缝。由于热传导的作用,母材将受 到不同程度的加热和冷却,相当于进行了一次热处理,使其组织和性能发生了变 化,这部分金属所占的区域就称为焊缝的热影响区。焊接接头是焊缝和热影响区 的总称。 由于电弧对焊接接头的加热是不均匀的,焊缝区温度达到金属的熔化温度, 而在整个热影响区中,离焊缝越近温度就越高。因此,在焊接接头组织中不仅组 织和性能都不均匀,而且在焊缝和热影响区中还容易产生各种焊接缺陷,存在焊 接残余应力和应力集中。焊接接头组织和性能与焊接方法、焊接规范、接头形式 等因素有关,并直接影响焊接结构的性能和可靠性。 热影响区某点加热的最高温度、高温停留时间及冷却速度
压力容器焊接接头低温韧性的改善技术 压力容器焊接接头低温韧性的改善技术
格式:pdf
大小:123KB
页数:1P
4.3
现阶段,国内对压力容器的低温韧性都相当重视,尤其在一些比较重大的工程中,更是对焊接接头的韧性有很高要求。一般条件下,焊接接头的韧性主要取决于焊接材料与热循环两方面,如果不能在这两方面合理把握,便很难使焊接接头的韧性达到使用要求。本文以低合金低温用钢、镍合金钢以及铬镍奥氏不锈钢三种材料为基础,研究压力容器焊接接头低温韧性的改善技术,提出当前领域内存在的现实问题,并根据问题分析相应的解决建议,以期压力容器焊接接头低温韧性改善技术的进一步发展。

《钢制承压设备焊接接头相控阵超声检测》征求意见稿及编制说明
格式:pdf
大小:814KB
页数:40P
4.5
—1— ics号 中国标准文献分类号 团体标准 团体标准编号 代替的团体标准编号 钢制承压设备焊接接头相控阵超声检测 phasedarrayultrasonictestingofweldedjointsofsteelpressure equipment (征求意见稿) xxxx-xx-xx发布xxxx-xx-xx实施 中国特种设备检验协会发布 目录 1范围...................................................................................................................................................1 2规范性引用文件..
聚乙烯管道电熔焊接接头的超声检测 聚乙烯管道电熔焊接接头的超声检测
格式:pdf
大小:982KB
页数:5P
4.7
聚乙烯管连接中大量使用电熔接头,其质量的好坏直接影响管道系统的安全。分析了超声聚焦检测技术对聚乙烯管电熔接头各类缺陷的检出能力。在此基础上,运用相控阵超声技术及b扫描实时成像超声方法检测大量含缺陷接头,对比超声成像图与接头实剖图,发现该方法有较高的检测灵敏度和检出精度,可以应用于工程实践。
焊接接头缺陷预防论文
格式:pdf
大小:8KB
页数:1P
4.5
焊接接头缺陷分析及预防的探讨 控制焊接是安装工程中一项比较重要的工序,焊接过程中,由 于种种因素的影响,容易产生各种类型的焊接缺陷。焊接接头缺陷 的存在会直接危及整个结构的质量。因此,将焊接接头缺陷控制在 允许范围内是每个焊接操作人员及工程管理人员应尽的责任。常见 的焊接接头缺陷主要有外部缺陷、内部缺陷及焊接缺陷等。 1.焊接接头缺陷分析 1.1外部缺陷 焊接接头的外部缺陷一般用肉眼就能观察到,主要有焊瘤、咬 边、凹坑、烧伤、余高不足或过大、错边及弧坑处理不良等。 1.2焊接内部缺陷 内部缺陷是指必须借助仪器设备测试才能判断出的缺陷,主要 有未熔合、未焊透、气孔、夹渣及白点等。内部缺陷因肉眼观察不 到,危害更大,要坚决杜绝。 1.3焊接缺陷 焊接缺陷指在焊接过程中或焊接完放置一段时间后,在焊接接 头范围内产生的局部开裂现象,如焊接裂纹是常见的焊接缺陷。在 建筑工程的钢材焊接中常出现的
钢筋焊接焊接接头性能检测
格式:pdf
大小:35KB
页数:5P
4.3
作业指导书文件编号: 第一页:共页 名称:钢筋焊接接头机械性能试验生效日期: 编制:建材室批准: 日期: 密级:秘密发放登记号: 1 钢筋焊接接头机械性能试验作业指导书 (包括对钢筋焊接接头拉伸性能和弯曲性能的检测) 1项目名称 钢筋焊接接头机械性能试验。 2适用范围 适用于闪光对焊、电弧焊、电渣压力焊、气压焊、预埋件埋弧压力焊的钢筋焊接接头。 3编制依据和采用标准 jgj18-96钢筋焊接及验收规程 jgj27-86钢筋焊接接头试验方法 4检测人员 xxx 5设备仪器 5.1万能材料试验机、 型号:wi-100 量程:最大荷载100吨 准确度:一级 分辩率:0.5kn。 5.2液压式万能材料试验机 型号:wp—30t 量程:0—50kn、0—150kn、0—300kn 最小分辨
压力容器垫板单面焊焊接接头缺陷超声检测相关
文辑推荐
知识推荐
百科推荐


职位:强电工程师
擅长专业:土建 安装 装饰 市政 园林


