

压力玻璃钢膜壳简单结构及工艺流程
格式:pdf
大小:48KB
页数:6P
人气 :50
 4.4
4.4
压力玻璃钢膜壳简单结构及工艺流程 一、概述:膜壳又称膜压力容器,是反渗透,钠滤,超滤等装置的配套产品,外壳采用 304不锈钢管制造或线缠绕玻璃钢制造,膜壳内外抛光。 二、主要技术特性: ●耐压: 2。0~2。5MPa ●进水方式:两端进水、两侧进水 ●结构:标准的零配件,拆卸方便快捷 ●密封性:经耐压测试 ●两端组织结构:卡箍式、 卡片式、 内弹簧式。 唯赛勃 4 寸不锈钢膜壳主要性能特点如 下:玻璃钢反渗透膜壳是由电脑程序控制的缠绕机组和高性能的加工设备制造而成的。 基于 这些高效率的机组加上高精密的工艺流程, 从而确保了高品质的产品生产。 并通过质量保障 体系来满足对玻璃钢反渗透膜壳不断增长的市场需求。 本膜壳拆装便捷, 使用户能够节省很 多的时间和维修费用。 1、膜壳特点:可靠而简单的结构 ; 美观的抛光外层设计 ;安全螺栓 ;高品质抛光内层设 计使膜芯的拆装更简易方便。 2、压




压力玻璃钢膜壳简单结构及工艺流程 (2)
压力玻璃钢膜壳简单结构及工艺流程 一、概述:膜壳又称膜压力容器,是反渗透,钠滤,超滤等装置的配套产品,外壳采用 304不锈钢管制造或线缠绕玻璃钢制造,膜壳内外抛光。 二、主要技术特性: ●耐压:2。0~2。5mpa ●进水方式:两端进水、两侧进水 ●结构:标准的零配件,拆卸方便快捷 ●密封性:经耐压测试 ●两端组织结构:卡箍式、卡片式、内弹簧式。唯赛勃4寸不锈钢膜壳主要性能特点如 下:玻璃钢反渗透膜壳是由电脑程序控制的缠绕机组和高性能的加工设备制造而成的。基于 这些高效率的机组加上高精密的工艺流程,从而确保了高品质的产品生产。并通过质量保障 体系来满足对玻璃钢反渗透膜壳不断增长的市场需求。本膜壳拆装便捷,使用户能够节省很 多的时间和维修费用。 1、膜壳特点:可靠而简单的结构;美观的抛光外层设计;安全螺栓;高品质抛光内层设 计使膜芯的拆装更简易方便。2、压
压力玻璃钢膜壳简单结构及工艺流程 (3)
压力玻璃钢膜壳简单结构及工艺流程 一、概述:膜壳又称膜压力容器,是反渗透,钠滤,超滤等装置的配套产品,外壳采用 304不锈钢管制造或线缠绕玻璃钢制造,膜壳内外抛光。 二、主要技术特性: ●耐压:2。0~2。5mpa ●进水方式:两端进水、两侧进水 ●结构:标准的零配件,拆卸方便快捷 ●密封性:经耐压测试 ●两端组织结构:卡箍式、卡片式、内弹簧式。唯赛勃4寸不锈钢膜壳主要性能特点如 下:玻璃钢反渗透膜壳是由电脑程序控制的缠绕机组和高性能的加工设备制造而成的。基于 这些高效率的机组加上高精密的工艺流程,从而确保了高品质的产品生产。并通过质量保障 体系来满足对玻璃钢反渗透膜壳不断增长的市场需求。本膜壳拆装便捷,使用户能够节省很 多的时间和维修费用。 1、膜壳特点:可靠而简单的结构;美观的抛光外层设计;安全螺栓;高品质抛光内层设 计使膜芯的拆装更简易方便。2、压
编辑推荐下载
概述玻璃钢膜壳主要材质介绍及作用
格式:pdf
大小:365KB
页数:2P
4.3
概述玻璃钢膜壳主要材质介绍及作用 如今国内外采用反渗透膜组件进行水处理技术应用愈来愈广泛,其中包括反渗透膜组件 压力容器即反渗透膜壳,主要是用来装载反渗透膜元件的,可有效的对膜元件进行正反向冲 刷清洗,能降低膜元件的污堵几率,从而提高膜元件的使用效率。 反渗透膜壳 唯赛勃4寸膜壳所采用的材质主要有玻璃钢、不锈钢、工程塑料等,应用工作压力范围 通常以中、高压以上场合以玻璃钢为主。同时反渗透膜组件压力容器最初采用钢管内衬耐腐 蚀性涂层容易龟裂、剥落、使用上很不安全。后来改为铝制容器,但应用中发现吕志荣旗 不耐腐蚀,最终研制出了玻璃钢纤维容器。 无论何种膜元件都必须装入压力容器中方可使用,由于每种膜元件本身的尺寸大小是不 一样的,因而用于装填膜元件的玻璃钢压力容器的尺寸也就不一样。每一个压力容器内,既 可以只安装一个膜元件,也可以安装几个膜元件,通常在每个压力容器中
反渗透玻璃钢膜壳8寸配套部件作用描述
格式:pdf
大小:15KB
页数:2P
4.3
反渗透玻璃钢膜壳8寸配套部件作用描述 反渗透又称逆渗透,一种以压力差为推动力,从溶液中分离出溶剂的膜分离操作。耐高 压玻璃钢膜壳对膜一侧的料液施加压力,当压力超过它的渗透压时,溶剂会逆着自然渗透的 方向作反向渗透。从而在膜的低压侧得到透过的溶剂,即渗透液;高压侧得到浓缩的溶液, 即浓缩液。 反渗透玻璃钢膜壳性能优势 全面优化的缠绕技术、独特的配方制造工艺、时尚气派的内外线性设计、突添一股有形 力量。 唯赛勃4寸膜壳内表面光滑程度、先进的进出口端板设计、互趋水流动力学标准。 优异可靠的技术标准,优良的品质,更显性价比的合理。 反渗透定义 反渗透玻璃钢膜壳8寸配套部件一览 名称数量材料选择备注 压力壳体1环氧玻璃钢微机缠绕 适配器2abs增强配带前后4个胶圈 止推环(伞状)1abs增强 密封端板2abs增强 承压端板2铝
压力玻璃钢膜壳简单结构及工艺流程热门文档
玻璃钢防腐工艺流程
格式:pdf
大小:35KB
页数:3P
4.4
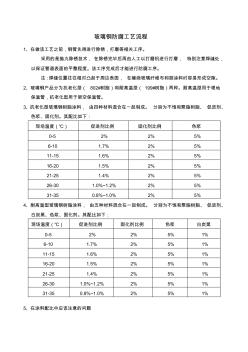
玻璃钢防腐工艺流程 1、在做该工艺之前,钢管先得进行除锈,打磨等相关工序。 采用的是抛丸除锈技术,在除锈完毕后再由人工以打磨机进行打磨,特别注意 焊缝处,以保证管道表面的平整程度。该工序完成后才能进行防腐工序。 注:焊缝位置往往相对凸起于周边表面,在缠绕玻璃纤维布和刷涂料时容易形 成空隙。 2、玻璃钢产品分为抗老化型(802#树脂)和耐高温型(199#树脂)两种。耐高温型用于 埋地保温管,抗老化型用于架空保温管。 3、抗老化型玻璃钢树脂涂料,由四种材料混合在一起制成。分别为不饱和聚脂树脂、促 进剂、色浆、固化剂。其配比如下: 现场温度(℃)促进剂比例固化剂比例色浆 0-52%2%5% 6-10%2%5% 11-15%2%5% 16-20%2%5% 21-25%2%5% 26-30%~%2%5% 31-35%~%2%5% 4、
玻璃钢工艺流程图 (2)
格式:pdf
大小:21KB
页数:2P
4.5
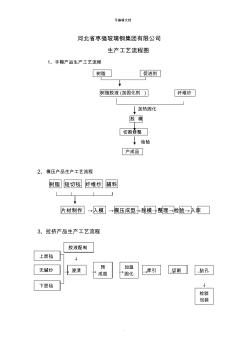
可编辑文档 . 河北省枣强玻璃钢集团有限公司 生产工艺流程图 1、手糊产品生产工艺流程 树脂促进剂 树脂胶液(加固化剂)纤维纱 加热固化 脱模 切割修整 检验 产成品 2、模压产品生产工艺流程 树脂短切毡纤维纱辅料 片材制作→入模→模压成型→脱模→整理→检验→入库 3、拉挤产品生产工艺流程 ↓ →→→→→→ ↓ 上层毡 无碱纱 下层毡 胶液配制 浸渍 预 成型 加温 固化 牵引切割钻孔 检验 包装 可编辑文档 . 4、缠绕产品生产工艺流程 树脂胶液 制衬缠绕纱准备缠绕固化修整检验交 付 纤维、表面毡
玻璃钢船工艺流程
格式:pdf
大小:13KB
页数:4P
4.5
玻璃钢船工艺流程 一.前言 1.概念:玻璃钢的学名为玻璃纤维增强塑料,英文缩写grp,既glassreinforced plastic。 2.优点 2.1质轻高强,对减轻结构重量有较大潜力,特别适用于限制重量的高性能船舶和赛艇。 2.2耐腐蚀、抗海生物附着,比传统的造船材料更适合在海洋环境中使用。 2.3介电性和微波穿透性好,适用于军用舰艇。 2.4能吸收高能量,冲击韧性好,船舶不易因一般的碰撞、挤压而损坏。 2.5导热系数低,隔热性好。 2.6船体表面能达到镜面光滑,色彩多样,特别是建造结构复杂、款式多样、外形美观 的游艇。 2.7可设计性好,能按船舶结构各部位的不同要求,通过选材、铺层研究和结构选型实 现优化设计。 2.8整体性好,可以做到整个船体无接缝和缝隙。
玻璃钢防腐工艺流程
格式:pdf
大小:34KB
页数:3P
4.8
玻璃钢防腐工艺流程 1、在做该工艺之前,钢管先得进行除锈,打磨等相关工序。 采用的是抛丸除锈技术,在除锈完毕后再由人工以打磨机进行打磨,特别注意焊缝处, 以保证管道表面的平整程度。该工序完成后才能进行防腐工序。 注:焊缝位置往往相对凸起于周边表面,在缠绕玻璃纤维布和刷涂料时容易形成空隙。 2、玻璃钢产品分为抗老化型(802#树脂)和耐高温型(199#树脂)两种。耐高温型用于埋地 保温管,抗老化型用于架空保温管。 3、抗老化型玻璃钢树脂涂料,由四种材料混合在一起制成。分别为不饱和聚脂树脂、促进剂、 色浆、固化剂。其配比如下: 现场温度(℃)促进剂比例固化剂比例色浆 0-52%2%5% 6-101.7%2%5% 11-151.6%2%5% 16-201.5%2%5% 21-251.4%2%5% 26-301.0%~1.2%2%
玻璃钢雕塑工艺流程
格式:pdf
大小:26KB
页数:4P
4.8
玻璃钢雕塑的制作工艺流程 一、设计与塑模 优秀的雕塑作品需求有良好的设计根底,玻璃钢雕塑的设计应思 索到其资料与工艺的特性。玻璃钢工艺易于成型漂亮的流线型制品, 能够突出作品的现代和时期感,在设计时可优先采用圆弧状与流线 型。另外由于玻璃钢具有轻质高强的优点,能够制造动感强而支撑面 积小的作品。有时玻璃钢雕塑需后涂装胶衣表层,由于胶衣具有自流 平性,同时固化时在外表张力的作用下胶衣层有一定的拉平作用,该 状况下不适合表现细致的纹理。这些在设计时应给予思索。 玻璃钢雕塑的原模可用泥来塑造,普通塑模由专业人员完成。雕 塑工作完成后,经过自然枯燥,具有一定的强度后,就可停止玻璃钢 雕塑模具制造了。 二、玻璃钢制造 玻璃钢雕塑制造采用手糊成型办法。制造前将依据雕塑的外形特 性,从便于成型与脱模的角度动身,能够将模具合成成若干个单元翻 制。依此成型出单元产品,然后将它
压力玻璃钢膜壳简单结构及工艺流程精华文档

玻璃钢工艺流程图
格式:pdf
大小:21KB
页数:2P
4.7
精选范本,供参考! 河北省枣强玻璃钢集团有限公司 生产工艺流程图 1、手糊产品生产工艺流程 树脂促进剂 树脂胶液(加固化剂)纤维纱 加热固化 脱模 切割修整 检验 产成品 2、模压产品生产工艺流程 树脂短切毡纤维纱辅料 片材制作→入模→模压成型→脱模→整理→检验→入库 3、拉挤产品生产工艺流程 ↓ →→→→→→ ↓ 上层毡 无碱纱 下层毡 胶液配制 浸渍 预 成型 加温 固化 牵引切割钻孔 检验 包装 精选范本,供参考! 4、缠绕产品生产工艺流程 树脂胶液 制衬缠绕纱准备缠绕固化修整检验交付 纤维、表面毡 【本文档内容可以自由复制内容或自由编辑修改内容期待 你的好评和关注,我们将会做得更好】
玻璃钢烟囱工艺流程及优点
格式:pdf
大小:342KB
页数:12P
4.6
玻璃钢烟囱优点及工艺流程设计 一、玻璃钢烟囱的特点 随着我国对环境保护工作的深入,对于各类锅炉、窑炉、焚烧炉等设备尾气必须达标排 放,因此相关的设备必须增加尾气处理设施,这就对尾气排放最末端设备-烟囱带来一定的 影响,尤其是腐蚀性方面,传统材质已经不能满足这方面的要求。而玻璃钢作为新型材料, 逐渐在各行业中崭露头角,尤其是在环保行业中,近几年玻璃钢材质的烟囱不断出现,高度 及口径也不断在增加,而且使用效果非常理想,其优越的性能是其它材料所无法比拟的。下 面简单介绍一下玻璃钢烟囱的特点: ①突出的耐腐蚀性能 众所周知,传统材质的烟囱耐腐蚀性能较差,尤其是经过洗涤的和处理的尾气,对烟囱 的腐蚀更严重,因此具有良好的耐腐蚀性对于烟囱的使用非常重要。玻璃钢材料是高分子复 合材料,对于大多数酸、碱、盐都能耐,并且可以在酸碱交替的情况下长期使用,同时能够 耐高温,正常情况下,可以长时间在120℃以
玻璃工艺流程
格式:pdf
大小:6KB
页数:2P
4.6
玻璃工艺流程 玻璃的种类有: 银镜、平板玻璃、钢化玻璃、清玻(标清、高清、超清)、磨砂玻璃、 喷砂玻璃、压花玻璃、夹丝玻璃、夹层玻璃、防弹玻璃等 一、银镜: 银镜分为镀银和镀铜两种。 1,镀银是在普通玻璃上镀上银水,然后再在银色金属上面喷上油漆保护层。 2,镀铜是在银层的基础上再镀铜层,铜层是通过化学过程沉积到银层上的保护 层,也是对反射层的补充,当铜层完全覆盖银层后,再在表面喷一层油漆保 护层。 一般常用银镜的厚度分别为3、4、5、6(mm)。 对于一般银镜的加工要求:磨直边,安全角,银层不能有透光。 二、平板玻璃 1,普通平板玻璃的厚度分别有:3、4、5、6、8、10、12、15、18(mm)。 2,钢化玻璃。它是普通平板玻璃经过再加工处理而成一种预应力玻璃。钢化玻 璃相对于普通平板玻璃来说,具有两大特征 1)前者强度是后者的数倍,抗拉度是后者的3倍以上,抗冲击是后者
手糊玻璃钢制作工艺流程
格式:pdf
大小:7KB
页数:2P
4.8
手糊玻璃钢制作工艺流程 生产准备 场地手糊成型工作场地的大小,要根据产品大小和日产量决定,场地要求 清洁、干燥、通风良好,空气温度应保持在15~35℃之间,后加工整修段,要 设有抽风除尘和喷水装置。 模具准备准备工作包括清理、组装及涂脱模剂等。 树脂胶液配制配制时,要注意两个问题:①防止胶液中混入气泡;②配胶 量不能过多,每次配量要保证在树脂凝胶前用完。 增强材料准备增强材料的种类和规格按设计要求选择。 (2)糊制与固化 铺层糊制手工铺层糊制分湿法和干法两种:①干法铺层用预浸布为原料, 先将预学好料(布)按样板裁剪成坏料,铺层时加热软化,然后再一层一层地 紧贴在模具上,并注意排除层间气泡,使密实。此法多用于热压罐和袋压成型。 ②湿法铺层直接在模具上将增强材料浸胶,一层一层地紧贴在模具上,扣除气 泡,使之密实。一般手糊工艺多用此法铺层。湿法铺层又分为胶衣层糊制和结 构层糊制。

玻璃钢化粪池工艺流程
格式:pdf
大小:7KB
页数:2P
4.6
玻璃钢化粪池工艺流程 化粪池是利用沉淀和厌氧发酵原理去除生活污水中悬浮性有机物的处理设 备。河南宜佳环保有限公司高效波纹玻璃钢化粪器内部设有隔板,隔板上的孔上 下错位,不易形成短流,并将整下罐体分成三部分;三级厌氧室、二级厌氧室和 澄清室,一级、二级厌氧室底部相通,内部加有“mds专用特型填料”。这样的 分隔减少了污水与污泥的接触时间,使酸性发酵和碱性发酵两个过程互不干扰, 同时填料的存在增加了污水污泥与厌氧菌的接触表面积,大大提高了反应效率。 相关介绍 进、出水水质实测 化粪池出水水质、杂质去除率、处理效果的实测资料不如给水与排水处理设 施的测试资料齐全。应在各地选择有代表性的类别建筑,在不同季节、同日不同 时间对化粪池进、出水质、处理效果进行全面测试,且根据生活污水成分的变化 进行定期测试,以丰富、完善设计资料,指导工程设计。 无害化卫生户厕三格化粪池 关于标准图的采用
压力玻璃钢膜壳简单结构及工艺流程最新文档
玻璃钢防腐工艺流程 (2)
格式:pdf
大小:35KB
页数:3P
4.6
玻璃钢防腐工艺流程 1、在做该工艺之前,钢管先得进行除锈,打磨等相关工序。 采用的是抛丸除锈技术,在除锈完毕后再由人工以打磨机进行打磨,特别注意 焊缝处,以保证管道表面的平整程度。该工序完成后才能进行防腐工序。 注:焊缝位置往往相对凸起于周边表面,在缠绕玻璃纤维布和刷涂料时容易形 成空隙。 2、玻璃钢产品分为抗老化型(802#树脂)和耐高温型(199#树脂)两种。耐高温型用于 埋地保温管,抗老化型用于架空保温管。 3、抗老化型玻璃钢树脂涂料,由四种材料混合在一起制成。分别为不饱和聚脂树脂、促 进剂、色浆、固化剂。其配比如下: 现场温度(℃)促进剂比例固化剂比例色浆 0-52%2%5% 6-101.7%2%5% 11-151.6%2%5% 16-201.5%2%5% 21-251.4%2%5% 26-301.0%~1.2%2%5% 3
环氧玻璃钢施工工艺流程
格式:pdf
大小:6KB
页数:2P
4.6
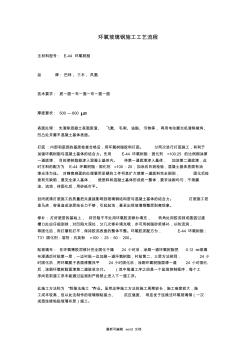
最新可编辑word文档 环氧玻璃钢施工工艺流程 主材料型号:e-44环氧树脂 品牌:巴林、三木、凤凰 技术要求:底一面一布一面一布一面一面 厚度要求:500—600μm 表面处理:先清除混凝土表面废渣、飞溅、毛刺、油脂、污物等,再用电动磨光机清除棱角、 凹凸处并磨平混凝土基体表面。 打底:内部和底部的基层检查合格后,用环氧树脂胶料打底。分两次进行打底施工,有利于 加强环氧树脂与混凝土基体的结合力。先用e-44环氧树脂:固化剂=100:25的比例刷涂第 一道底漆,目的使树脂能渗入混凝土基体内。待第一道底漆渗入基体,加涂第二道底漆,此 时主料的配方为e-44环氧树脂:固化剂=100:20,加涂后目测检验,混凝土基体表面有油 漆光泽为佳。对蜂窝麻面的处理要用坚硬的工件将其扩大使第一道底料完全刷到,固化后检 查有无缺陷,要完全渗入基体,使底料和
玻璃钢机身砂管道工艺流程
格式:pdf
大小:18KB
页数:12P
4.8
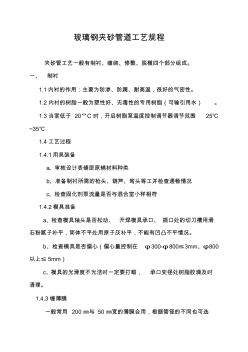
玻璃钢夹砂管道工艺规程 夹砂管工艺一般有制衬、缠绕、修整、脱模四个部分组成。 一、制衬 1.1内衬的作用:主要为防渗、防腐、耐高温,很好的气密性。 1.2内衬的树脂一般为塑性好、无毒性的专用树脂(可输引用水)。 1.3当室低于20°c时,开启树脂泵温度控制调节器调节范围25℃ ~35℃ 1.4工艺过程 1.4.1用具装备 a、审核设计表铺层原辅材料种类 b、准备制衬所需的枪头、葫芦、弯头等工并检查通畅情况 c、检查固化剂泵流量是否与混合室小样相符 1.4.2模具准备 a、检查模具轴头是否松动、开焊模具承口、插口处的切刀槽用滑 石粉腻子补平,简体不平处用原子灰补平,不能有凹凸不平情况。 b、检查模具是否偏心(偏心量控制在φ300-φ800≤3mm、φ800 以上≤5mm) c、模具的光滑度不光洁时一定要打蜡,承口变径处树脂胶滴及时 清理。 1.4.3缠薄膜 一般常用20
玻璃钢雕塑工艺制作流程
格式:pdf
大小:697KB
页数:7P
4.7
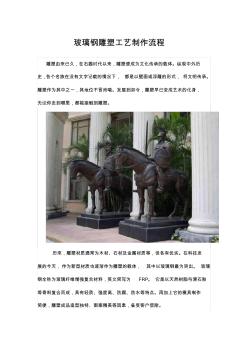
玻璃钢雕塑工艺制作流程 雕塑由来已久,在石器时代以来,雕塑便成为文化传承的载体。纵观中外历 史,各个名族在没有文字记载的情况下,都是以壁画或浮雕的形式,将文明传承。 雕塑作为其中之一,其地位不言而喻。发展到如今,雕塑早已变成艺术的化身, 无论你走到哪里,都能接触到雕塑。 历来,雕塑材质通常为木材、石材及金属材质等,但各有优劣。在科技发 展的今天,作为新型材质也逐渐作为雕塑的载体,其中以玻璃钢最为突出。玻璃 钢全称为玻璃纤维增强复合材料,英文简写为frp。它是以天然树脂与滑石粉 等骨料复合而成,具有轻质、强度高、防腐、防水等特点。再加上它的模具制作 简便,雕塑成品造型独特、图案精美等因素,备受客户信耐。 玻璃钢雕塑根据外形,可分为圆雕和浮雕两种。在细分则是人物、动物雕 塑、卡通雕塑、商场美陈雕塑、校园浮雕、城市雕塑、欧式建筑雕塑、抽象艺术、 小品雕塑等。无论是圆雕还是浮

玻璃钢生产流程工艺 (3)
格式:pdf
大小:16KB
页数:8P
4.5
玻璃钢生产流程工艺 (一)离型剂涂擦工艺; (二)胶衣涂刷工艺; (三)糊制工艺; (四)脱模工艺; (五)切边、打磨工艺; (六)模具保养及修补工艺; (七)玻纤的剪裁工艺; (八)树脂配料工艺; (九)油漆工艺工艺。 (一)离型剂涂擦工艺 (1)、聚乙烯醇溶液(俗称脱模剂) 1、用洗净、不掉丝的纯棉布饱浸透脱模剂,在已完成抛光及二度固态蜡擦拭作业后的作业面上,用力往复均匀地依 次涂擦,使其形成膜状。被作业面均涂一遍为一度。 2、待一度涂拭的脱模剂彻底干燥后,在被作业面上用以上方法顺向(注意:不能往复)适度地依次均匀涂拭完全, 为二度涂拭。 3、三度、四度⋯⋯涂拭方法与二度相同,依次类推。 作业标准:成膜完全、膜厚均匀、无杂质、无灰尘、无粘连。 作业目的:使被作业面形成一层聚乙烯醇薄膜,以利于脱模。 作业要点:1、涂擦必须均匀、全面。 2、成膜必须全面、无漏点、网状。 注意事项:1

 镀膜夹胶玻璃工艺流程
镀膜夹胶玻璃工艺流程 镀膜夹胶玻璃工艺流程
格式:doc
大小:66KB
页数:4P
4.6
本文将详细介绍建设工程领域中的镀膜夹胶玻璃工艺流程,包括材料准备、表面处理、镀膜过程、夹胶过程和最终成品检验等环节。通过对比不同环节的工艺要求和实施方法,帮助读者全面了解这一工艺流程的具体步骤和注意事项。
连续缠绕玻璃钢管生产线及工艺流程
格式:pdf
大小:211KB
页数:2P
4.6
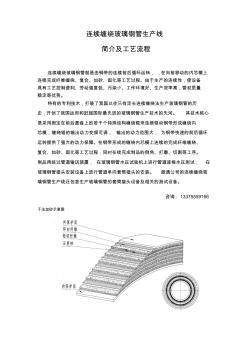
连续缠绕玻璃钢管生产线 简介及工艺流程 连续缠绕玻璃钢管就是由钢带的连续前后循环运转,在向前移动的内芯模上 连续完成纤维缠绕、复合、加砂、固化等工艺过程。由于生产的连续性,使设备 具有工艺控制便利、劳动强度低、污染小、工作环境好、生产效率高,管材质量 稳定等优势。 特有的专利技术,打破了我国以往只有定长连续缠绕法生产玻璃钢管的历 史,开创了我国运用和赶超国际最先进的玻璃钢管生产技术的先河。其技术核心 是采用固定在前后圆盘上的若干个特殊结构缠绕辊来连续驱动钢带形成缠绕内 芯模,缠绕辊的输出动力变频可调,输出的动力范围大,为钢带快速的前后循环 运转提供了强大的动力保障。在钢带形成的缠绕内芯模上连续的完成纤维缠绕、 复合、加砂、固化等工艺过程,同时在线完成制品的倒角、打磨、切割等工序。 制品再经过管道输送装置,在玻璃钢管水压试验机上进行管道逐根水压测试;在 玻璃钢管接头安装设备上进行

彩图玻璃的制作工艺流程
格式:pdf
大小:193KB
页数:1P
4.3
清洁玻璃先用双飞粉将玻璃表面擦干净同时又去除了玻璃表面的水分湿气,然后用干净、干燥的布将玻璃表面抹净,保证玻璃表面无尘干燥,以免造成涂层脱离现

玻璃生产工艺流程图
格式:pdf
大小:58KB
页数:2P
4.7
玻璃生产工艺流程图 玻璃是如何生产出来的呢这个问题对于专家来说可能很简单,但是对于普通的消 费者来说可能还是有了解的兴趣的,今天,我们和中华包装瓶网的小编一起去简 要的了解一下。玻璃的生产工艺包括:配料、熔制、成形、退火等工序。分别介 绍如下: 1.配料,按照设计好的料方单,将各种原料称量后在一混料机内混合均匀。玻 璃的主要原料有:石英砂、石灰石、长石、纯碱、硼酸等。 2.熔制,将配好的原料经过高温加热,形成均匀的无气泡的玻璃液。这是一个 很复杂的物理、化学反应过程。玻璃的熔制在熔窑内进行。熔窑主要有两种类型: 一种是坩埚窑,玻璃料盛在坩埚内,在坩埚外面加热。小的坩埚窑只放一个坩埚, 大的可多到20个坩埚。坩埚窑是间隙式生产的,现在仅有光学玻璃和颜色玻璃 采用坩埚窑生产。另一种是池窑,玻璃料在窑池内熔制,明火在玻璃液面上部加 热。玻璃的熔制温度大多在1300~1600゚
玻璃制作工艺流程
格式:pdf
大小:13KB
页数:3P
4.4
材质 玻璃器皿多用钠钙硅酸盐玻璃做成。无色透明的器皿,玻璃中的含铁量一般低于 0.02%。在玻璃原料中加入着色剂,可制得有色玻璃;加入乳浊剂,制得乳浊玻璃 (见玻璃制造)。 制造琢磨车刻的高级艺术器皿如高脚杯、香水瓶、果盆等多采用钾铅硅酸盐玻璃, 又称铅晶质玻璃。这种玻璃含pbo,具有高折射率和色散,磨刻棱面时格外光亮, 高比重,敲击时发清脆声响。 含pbo30%以上的为全铅晶质玻璃,含pbo24~30%为中铅晶质玻璃,含pbo18% 以下为低铅晶质玻璃。 另外还有含bao的钡晶质玻璃。 煮食器皿如咖啡壶等制品采用耐热硼硅酸盐玻璃,其热膨胀系数低,耐温度急变 性强。 成型 将按玻璃成分配合的粉料和熟料投入坩埚窑或池窑(见玻璃熔窑)中熔制,熔 化后,澄清成均匀无气泡、无结石、无条纹的玻璃液,再冷却至适应相应成型方 法要求的粘度范围,进行各种
压力玻璃钢膜壳简单结构及工艺流程相关
文辑推荐
知识推荐
百科推荐


职位:暖通技工
擅长专业:土建 安装 装饰 市政 园林


