

异径焊接接头超声波探伤缺陷定位的探究
格式:pdf
大小:107KB
页数:2P
人气 :79
 4.7
4.7
针对无法满足标准要求进行超声波探伤的异径焊接接头,探究一种科学的方法,实现检测过程中缺陷的精确定位,并阐述缺陷定位的原理和工艺方法,对电站安装和在役检修中的此类焊接接头的超声波探伤具有一定的参考价值。



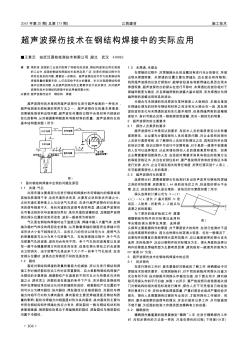
 在阀门侧管段上对焊接接头进行超声波探伤时缺陷的定位
在阀门侧管段上对焊接接头进行超声波探伤时缺陷的定位 在阀门侧管段上对焊接接头进行超声波探伤时缺陷的定位
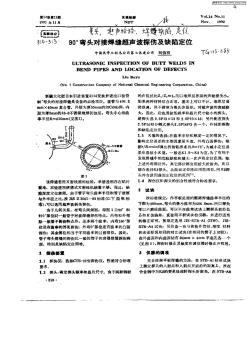
由于结构的原因,在阀门的侧管段上对焊接接头进行超声波探伤时,用以往的方法,难以解决缺陷的定位问题,但可根据设计图纸给出的φ、ε角,以及探头的折射角,通过三角函数的计算,求出它们之间的关系,以此可以解决缺陷的定位。通过在三河电厂的实际应用,证明该方法是可行的。
新型奥氏体钢小径管焊接接头的超声波探伤 新型奥氏体钢小径管焊接接头的超声波探伤
在超(超)临界发电机组的锅炉受热面中,super304h等新型奥氏体材料应用越来越广泛,文章结合铁素体钢小径管焊接接头的超声波探伤方法,对新型奥氏体钢小径管进行分析及对比,指出其中的差异,并提出适用于现场的快速有效检测新型奥氏体钢小径管焊接接头的探伤方法。
编辑推荐下载
T91/P91钢管焊接接头的超声波探伤 T91/P91钢管焊接接头的超声波探伤
格式:pdf
大小:154KB
页数:3P
4.6
通过对t91/p91钢中声速的理论计算和实际测试,利用声波的反射规律和运用几何关系,计算了常用不同k值探头在对t91/p91钢进行超声波探伤中的k值变化、深度和水平距离的差异。用常用探头和普通试块即可完成t91/p91钢管焊接接头以及与t91/p91钢对接的普通低合金钢焊接接头的超声波探伤。
焊缝超声波探伤(第三节焊缝超声波探伤定位)
格式:pdf
大小:243KB
页数:8P
4.8
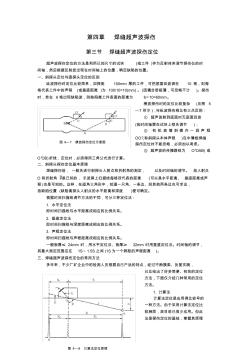
第四章焊缝超声波探伤 第三节焊缝超声波探伤定位 超声波探伤定位的方法是利用已知尺寸的试块(或工件)作为反射体来调节探伤仪的时 间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。 一、斜探头定位与直探头定位的区别 纵波探伤时定位比较简单,如探测100mm厚的工件,可把底面回波调在10格,则每 格代表工件中的声程(或垂直距离)为100/10=10(mm)。(因耦合层极薄,可忽略不计)。探伤 时,若在6格出现缺陷波,则缺陷离工件表面的距离为6×10=60mm。 横波探伤时的定位比较复杂(见图5 –7所示),与纵波探伤相比有三点区别: ①超声波射到底面时无底面回波 (故时间轴需在试块上预先调节); ②有机玻璃斜楔内一段声程 oo(称斜探头本体声程)在中薄板焊缝 探伤定位时不能忽略,必须加以考虑。 ③超声波的传播路线为
异径焊接接头超声波探伤缺陷定位热门文档
90°弯头对接焊缝超声波探伤及缺陷定位
格式:pdf
大小:1004KB
页数:4P
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
异径管对接焊缝超声波探伤缺陷定位计算 异径管对接焊缝超声波探伤缺陷定位计算
格式:pdf
大小:105KB
页数:2P
4.5
对于需要进行单面双侧探伤而两侧表面不平行的焊缝,讨论了超声波探伤时缺陷定位的计算问题,对于在电站安装或检修中异径管焊缝双侧探伤具有一定的参考价值。

对接焊接接头超声波检测工艺规程
格式:pdf
大小:524KB
页数:16P
4.3
对接焊接接头超声波检测工艺规程 1.0目的及适用范围 1.1目的 为保证钢接接头的超声波检测工作质量,提供准确可靠的检测数 据,特制定本规程。 1.2适用范围 1.2.1本规程规定了承压设备焊接接头的超声波检测和缺陷等级评 定; 1.2.2本规程适用于: a)母材厚度为6mm~400mm全熔化焊对接焊接接着的超声波检测; b)管座角焊缝的超声波检测; 1.2.3本规程不适用于: a)铸钢等粗晶材料对接接头的超声波检测; b)外径<φ159mm的焊接接头、内径≤φ200mm的管座角焊缝的 超声波检测; c)外径<φ250mm或内外径之比小于80%的纵向对接焊接接头的 超声波检测。 2.0编制依据 2.1本程序依据jb/t4730-2005.3《承压设备无损检测》编制; 2.2本程序参照gb11345-1989《钢焊缝手工超声波探伤方法和结果 分级》编制; 3.0检测设备和
噶米T型接头与管座角接头焊缝超声波探伤技术
格式:pdf
大小:280KB
页数:18P
4.3
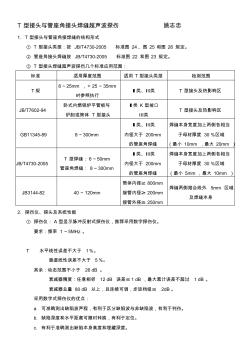
t型接头与管座角接头焊缝超声波探伤姚志忠 1.t型接头与管座角接焊缝的结构形式 ①t型接头类型:按jb/t4730-2005标准图24、图25和图26规定。 ②管座角接头焊缝按jb/t4730-2005标准图22和图23规定。 ③t型接头焊缝超声波探伤几个标准应用范围: 标准适用厚度范围适用t型接头类型检测范围 t规 8~25mm,>25~35mm 时参照执行 ⅰ类、ⅱ类t型接头及热影响区 jb/t7602-94 卧式内燃锅炉平管板与 炉胆或筒体t型接头 ⅰ类k型坡口 ⅲ类 t型接头及热影响区 gb11345-898~300mm ⅰ类、ⅱ类 内径大于200mm 的管座角焊缝 焊缝本身宽度加上两侧各相当 于母材厚度30%区域 (最小10mm,最大20mm) jb/t4730-2005 t型焊缝:6~
电站锅炉中大径厚壁管焊接接头超声波探伤方法的研究 电站锅炉中大径厚壁管焊接接头超声波探伤方法的研究
格式:pdf
大小:64KB
页数:3P
4.5
研究总结了电站锅炉中大径厚壁管焊接接头超声波探伤的规律,指出了应考虑材料声速变化带来的影响,并应对密集缺陷从严评判。
异径焊接接头超声波探伤缺陷定位精华文档
电站锅炉中大径厚壁管焊接接头超声波探伤方法的探讨 电站锅炉中大径厚壁管焊接接头超声波探伤方法的探讨
格式:pdf
大小:126KB
页数:1P
4.5
本文介绍采用超声波探伤检测的基本概念及测量仪器,以及探头的选择、测定和修磨等各种检测工作的准备,重点介绍了检测的具体过程,证明超声波探伤方法能够有效地检测出电站锅炉中大径厚壁管焊接接头中的各种缺陷.
小径管焊接接头超声波检测分析 小径管焊接接头超声波检测分析
格式:pdf
大小:750KB
页数:4P
4.7
介绍了单晶片、大折射角度、短前沿超声波探头在小直径薄壁(4~8mm)管子焊缝探伤应用过程中存在的缺陷定位不准、定性困难和缺陷分辨率低等问题,对存在的问题进行分析、探讨并制订了相应措施,使小直径薄壁管焊缝探伤方法更加精准,避免了漏检、误判,实际应用效果明显。
大电流导电铜管对接接头超声波探伤实践 大电流导电铜管对接接头超声波探伤实践
格式:pdf
大小:143KB
页数:2P
4.3
介绍了对大电流导电铜管的对接接头采用纵波斜探头进行超声波探伤的方法。并指出选择合适的纵波斜探头折射角度和检测灵敏度是提高铜管焊缝检测可靠性的关键。

异径焊接接头超声波探伤缺陷定位最新文档
超声波探伤技术在钢结构焊接中的实际应用
格式:pdf
大小:98KB
页数:2P
4.5
现阶段,我国的工业技术取得了突破性的成就,钢结构逐渐应用在我国的工业中,我国的钢结构焊接技术虽然应用广泛,但是在焊接过程中仍然存在很多的问题,需要进一步解决。超声波探伤技术作为检测钢结构焊接质量的重要手段,人们应该给予充分的重视。本文对我国钢结构焊接中出现的问题,以及超声波探伤的主要要求进行初步探讨,并对超声波探伤技术在钢结构焊接中的应用做简要分析。
超声波探伤技术在钢结构焊接中的实际应用 超声波探伤技术在钢结构焊接中的实际应用
格式:pdf
大小:194KB
页数:2P
4.3
随着当今社会工业水平的提升,钢结构在工业生产中占有的比重持续增高.为保证钢结构工程的质量,超声波探伤这种有效的探伤技术应运而生.本文从超声波探伤技术和钢结构焊接两方面就焊接规范等方面浅谈其在实际生产中的应用.
焊缝超声波探伤缺陷分析
格式:pdf
大小:31KB
页数:5P
4.4
焊缝超声波探伤缺陷分析 摘要:焊缝的缺陷一般是由冶金和焊接技术两种原因产生。焊接过程实际上 是一个冶炼和浇铸,过程首先利用电能或其他形式的能产生高温使金属熔化,形 成熔池,熔融金属在熔池中经过冶金反应冷却,将两个母材牢固结合在一起。此 过程产生的各种缺陷,包括裂纹,气孔,夹渣等,都必须引起足够重视,要认真 分析评估,本文重点讨论了超声波探伤过程中的缺陷分析。 关键词:超声波缺陷焊缝 anlysisofdefectsonweldingseambyultrasonictest wangjiayi (1,shanghaijiaotonguniversity2,siemensvaimetaltechnology) abstract:normally,thedefectsoccuriedintheweldingseambymeta
焊缝超声波探伤缺陷性质的判断
格式:pdf
大小:333KB
页数:4P
4.6
焊缝超声波探伤缺陷性质的判断 姚志忠 (大震锅炉工业(昆山)有限公司,江苏昆山 215300) 摘 要:阐述了采用a型脉冲反射法超声波探测焊缝时,对缺陷进行性质判断的程序和方法。 关键词:焊缝;超声波探伤;缺陷定性 中图分类号:tg115.28+5 文献标识码:a 文章编号:167124423(2004)01225204 1 缺陷性质判断的适用范围 本方法适用于a型脉冲反射法对焊缝进行超 声检测缺陷定性。对余高磨平的焊缝,焊缝区域内的 各种缺陷均可用本方法进行定性,对有余高的焊缝, 只能对不包括余高的焊缝区域内的各种缺陷定性。 对缺陷定性用探头应与规定的检测探头相同。 2 缺陷性质判断依据 焊缝超声检测对缺陷定性依据为: (1)工件结构与坡口形式; (2)母材与焊材; (3)焊接方法和焊接工艺; (4)缺陷
e7化焊缝超声波探伤中缺陷的定位分析
格式:pdf
大小:955KB
页数:4P
4.4
钢管螺旋埋弧熔化焊缝超声波探伤中缺陷的定位分析 作者:强会明 作者单位:宝鸡石油钢管有限责任公司陕西宝鸡721008 相似文献(3条) 1.会议论文李丽红s355jr焊接裂纹的原因探讨2002 本文介绍了采用埋弧自动焊焊接大管径筒体时产生裂纹的情况,并针对裂纹的特征,探讨了产生裂纹的原因,给出了防止裂纹的措施. 2.期刊论文颜飞埋弧自动焊在p5管线焊接中的应用-建筑机械2001,""(10) p5无缝钢管是美国材料与试验学会标准astma335中的材料,相当于我国的1gr5mo耐热钢无缝钢管.在华南某地的催化重整装置中选用了大量规格为φ480×19和φ530×21的p5无 缝钢管,焊接难度和工作量很大.为提高焊接一次合格率和劳动生产率,减轻劳动强度,加快工程进度,我们选用了手工钨极氩弧焊和手工电弧焊焊接第一和第二层,其余全部使用埋弧 自
小径管对接焊接接头超声波探伤探讨 小径管对接焊接接头超声波探伤探讨
格式:pdf
大小:97KB
页数:未知
4.8
一、概述管子和压力管道其主要作用是输送介质,除常见的石油、天燃气外,还有工业用气体,如氧气、二氧化碳等、乙烯、液氨、矿浆、煤浆等介质。与其他特种设备相比,主要由以下几方面的特点:1.管道与输送介质相对流动,所以管道内要减小阻力,保证光洁;还要对介质有所考虑,腐蚀性强的在设计上要增加相应的裕量。2.管道是相应固定的。一般埋于地下,不发生位移。3.输送的连续性。一般情况下应连续运行。4.在役运行的管道对地面建筑或区域构成威胁,尤其是易燃气
薄壁小径管焊接接头超声波探伤 薄壁小径管焊接接头超声波探伤
格式:pdf
大小:544KB
页数:未知
4.7
为进一步提高薄壁小口径管焊缝的超声波检验准确度,以《管道焊接接头超声波检验技术规程》(dl/t820—2002)标准为检验依据,介绍了薄壁小径管焊缝超声波探伤的常规方法,重点探讨了常规探伤方法在实际探伤中缺陷定位方面遇到的一些问题,提出了解决问题的方案。
超声波探伤理论基础
格式:pdf
大小:98KB
页数:8P
4.7
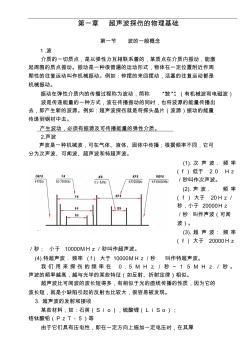
第一章超声波探伤的物理基础 第一节波的一般概念 1.波 介质的一切质点,是以弹性力互相联系着的,某质点在介质内振动,能激 起周围的质点振动。振动是一种很普遍的运动形式,物体在一定位置附近作周 期性的往复运动叫作机械振动。例如:钟摆的来回摆动,活塞的往复运动都是 机械振动。 振动在弹性介质内的传播过程称为波动,简称“波”。(有机械波和电磁波) 波是传递能量的一种方式,波在传播振动的同时,也将波源的能量传播出 去,即产生新的波源。例如:超声波探伤就是将探头晶片(波源)振动的能量 传递到钢材中去。 产生波动,必须有振源及可传播能量的弹性介质。 2.声波 声波是一种机械波,可在气体、液体、固体中传播;根据频率不同,它可 分为次声波、可闻波、超声波和特超声波。 (1).次声波.频率 (f)低于20hz /秒叫作次声波。 (2).声波.频率 (f)大于2
管材超声波探伤
格式:pdf
大小:2.5MB
页数:19P
4.7
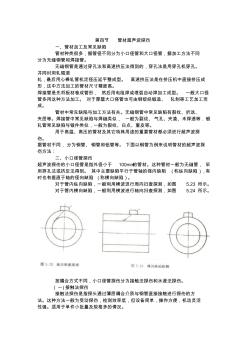
第四节管材超声波探伤 一、管材加工及常见缺陷 管材种类很多,据管径不同分为小口径管和大口径管,据加工方法不同 分为无缝钢管和焊接管。 无缝钢管是通过穿孔法和高速挤压法得到的,穿孔法是用穿孔机穿孔。 并同时用轧辊滚 轧,最后用心棒轧管机定径压延平整成型。高速挤压法是在挤压机中直接挤压成 形,这中方法加工的管材尺寸精度高。 焊接管是先将板材卷成管形,然后用电阻焊或埋弧自动焊加工成型。一般大口径 管多用这种方法加工。对于厚壁大口径管也可由钢锭经锻造、轧制等工艺加工而 成。 管材中常见缺陷与加工方法有关。无缝钢管中常见缺陷有裂纹、折迭、 夹层等。焊接管中常见缺陷与焊缝类似,一般为裂纹、气孔、夹渣、未焊透等.锻 轧管常见缺陷与锻件类似,一般为裂纹、白点、重皮等。 用于高温、高压的管材及其它特殊用途的重要管材都必须进行超声波探 伤。 据管材不同,分为钢管、铜管和铝管等。下面以钢管为例来
异径焊接接头超声波探伤缺陷定位相关
文辑推荐
知识推荐
百科推荐

职位:消防工程预算员
擅长专业:土建 安装 装饰 市政 园林


