




 推广水泥绿色包装 消除白色污染
推广水泥绿色包装 消除白色污染 推广水泥绿色包装 消除白色污染
推广水泥绿色包装是水泥包装业消除白色污染的必经之路。本文就目前部份省市在水泥包装上大量用塑料编织袋类所产生的环境污染问题展开讨论,提出了水泥绿色包装的发展前景。
重庆银粉漆的喷涂工艺
重庆银粉漆的喷涂工艺 科漆士建议采用空气喷涂方式施工; 特点:首先喷一遍,让其与中涂漆能够充分结合后,再用正常的方式 喷涂金属漆,最后则是修补银粉漆喷涂过程中出现的问题及缺陷。 注意:罩光清漆第一遍最好薄喷,而第二道罩光清漆则是起到装饰作 用,所以可根据具体需求确定喷涂厚度。 包装方式:20kg/桶装,200kg/桶装; 保质期:6个月; 一、重庆银粉漆喷涂分三遍喷涂: 第一遍喷涂时只需如薄雾般的薄喷涂即可,目的是使涂料能与中 涂涂膜结合,从而能够确认是否有鱼眼等喷涂缺陷的发生,若在这时 候发现有鱼眼缺陷,便需要稍微提高些空气压力,然后通过施工人员 的喷涂技巧从而将鱼眼的缺陷填平。 第二遍喷涂则是为了遮盖中涂漆,然后显出面漆的颜色。所以基 本都使用单程喷涂方式喷涂,当然在此要注意在施工途中尽可能不要 产生银粉色漆的色斑缺陷,喷枪的喷涂速度稍快即可。 第三
编辑推荐下载
环氧底漆喷涂工艺规程
格式:pdf
大小:15KB
页数:2P
 4.6
4.6
环氧底漆喷涂工艺规程第1页共2页 环氧底漆喷涂工艺规程 1.1本规程所指环氧底漆为上海阿克苏诺贝尔国际涂料有限公 司生产的ega088/ega089型环氧红色保护底漆。 1.2该底漆为双组份固化型。ega088为环氧树脂漆料,ega089为 脂肪族固化剂。专用稀释剂为gta220。 2、工件漆前处理工艺 2.1采用喷砂方法,将工件表面的锈迹、氧化皮等附着物清理干 净,使工件表面呈现原金属色。 2.2经喷砂处理后的工件必须在8小时内喷涂环氧底漆,并要保 证不受湿气或雨水侵蚀。所有待涂覆的表面均应清洁、干燥无污 染。 2.3喷漆前要用干燥的压缩空气吹净工件表面和内腔中的灰尘及 砂子等物。如有油污,必须用汽油或稀料清洗干净。 2.4如工件在喷砂后,需要补修、整形处理,则要在喷砂后8小 时内完成。否则要重新进行喷砂处理。 3、环氧底漆喷涂工艺 3.1
连续热镀锌板的表面色差及消除办法
格式:pdf
大小:24KB
页数:4P
4.7
连续热镀锌板的表面色差及消除办法 [摘要]:本文阐述了连续热镀锌板的表面色差产生的原因及消 除办法 [关键词]:连续热镀锌表面色差锌花光整 中图分类号:s781.61文献标识码:s 文章编号:1009-914x(2012)26-0629-01 一、色差的表现 1、大锌花 连续热镀锌板是大锌花时表现为锌花不均匀。一个锌花是由一 个结晶中心长大而成,在单位面积上结晶中心越多则锌花越小,结 晶中心越少则锌花越大。生成锌花的结晶中心可以是锌液中的异相 元素,例如:锑、铅、锡,这些元素在锌液中分布的不均匀性可影 响锌花分布的不均性;可以是空气中的灰尘,一个灰尘颗粒落在未 凝结的镀层表面,可以成为一个结晶中心发展成一个锌花,不密封 的厂房,特别是北方的沙尘爆袭来时,会直接影响锌花的均匀性, 就是在锌锅周围扫地,荡起的灰尘也能增加
优化喷涂工艺消除钛白色漆色差热门文档
不锈钢薄板色差产生原因与消除方法探讨 不锈钢薄板色差产生原因与消除方法探讨
格式:pdf
大小:276KB
页数:4P
4.8
介绍了不锈钢薄板轧制过程中轧制工艺参数和轧制油对板面质量的影响,分析了西南某不锈钢厂偏8辊轧机生产过程中板面出现色差的原因及解决办法,对比了两种轧制油的使用效果。新开发的轧制油轧制不锈钢薄板时不会出现色差等表面质量缺陷,而且轧制的带钢更薄,提高了生产效率,降低了生产成本。

水性丙烯酸白色喷涂清漆
格式:pdf
大小:76KB
页数:2P
4.6
http://www.***.*** 水性丙烯酸白色喷涂清漆 简介:水性丙烯酸白色喷涂清漆属于水性气干型清面漆,是一种水性涂料。 涂料配方:水性丙烯酸白色喷涂清漆的涂料配方见表1。 表1水性丙烯酸白色喷涂清漆的涂料配方 组分名称规格型号质量份 丙烯酸 乳液neocryla-625666.91 分散剂tamol16510.75 润湿剂tritoncf-101.41 消泡剂nopconxz1.52 二氧化 钛zopaquercl-9200.20 水去离子2.40 2-丁氧 基乙醇50.69 助剂dc-145.53 消泡剂foamasterns-10.94 分散剂byk3012.25 苯甲酸 铵10%17.38 合计959.98 (本文涂料配方仅供参考) 生产工艺: 将总量5%的去离子水、总量23%的丙烯酸乳液
博德水性漆喷涂工艺,水性漆施工工艺
格式:pdf
大小:13KB
页数:1P
4.6
[博德水性漆品牌]水性漆喷涂工艺,水性漆施工工艺 一、选择合适的涂装工具 俗话说:“工欲善其事,必先利其器”。除了选择水性木器漆这种环保涂料之外,选择合 适的涂装工具也是关键。首先,让我们来分析一下儿童房的木器构件,主要包括:门、窗、 地板、床、学习桌椅等等。对于门、地板等面积较大的,建议使用喷涂的方法,因为使用喷 涂可以大面积均匀的进行木器涂装,可以达到快干,同时不轻易产生刷痕,可以节省打磨 的时间。而对于窗、床、学习桌椅等木器构件较复杂的,建议使用羊毛刷进行涂装,这样可 以保证每个木器接口都可以涂刷到位,避免产生涂装“死角”。 二、选择正确的施工工艺 选择正确的施工工艺,可以使得装修达到“事半功倍”的效果。以前我们已经介绍了很 多种类型的水性木器漆的施工工艺。由于儿童房的家具是以实木作为原材料,博德水性聚酯 实色漆施工工艺为全遮盖效果,可依个人对色彩的理解与
实木类木制品UV油漆喷涂工艺
格式:pdf
大小:20KB
页数:3P
4.7
实木类木制品uv油漆喷涂工艺 家具、橱柜、木制工艺品生产企业表面油漆涂装工艺以喷涂为 主,所使用油漆通常是nc、pu、pe。随着油漆涂装工艺的发展及消 费者环保意识的增强,一种新型的油漆—uv油漆随之产生。uv油漆 以其良好的环保性、耐化学性、耐物理损伤性,高硬度及快速干燥的 特点被广大木制品生产企业所采用。 nc、pu、pe、uv油漆漆膜之比较见下表: 油漆名称固含量干燥时间硬度 nc25%-40%0.5时1h pu40%-60%4-6时2h pe90%2时3h uv100%3-5秒4h-5h 一、1.实木类或复合实木类木制品uv油漆喷涂工艺主要应用行 业: 此类工艺主要应用于木门、家具、楼梯、橱柜、工艺品等实木 或复合实木类木制品生产企业。 2.复合实木类木制品uv油漆喷涂工艺的涂装工艺及要求: a)做本色板料的喷涂工艺: 喷涂
优化喷涂工艺消除钛白色漆色差精华文档
宽带粗轧机电流偏差的消除 宽带粗轧机电流偏差的消除
格式:pdf
大小:246KB
页数:2P
4.5
针对莱钢1500mm宽带粗轧机上下辊电机电流偏差大的现象,优化雪橇轧制与负荷平衡控制,消除负荷不平衡造成的电流偏差。
室内乳胶漆喷涂工艺
格式:pdf
大小:396KB
页数:19P
4.3
______________________________________________________________________________________________________________ -可编辑修改- 墙面喷涂乳胶漆施工工艺 一、基层处理 (1)顶棚基层处理 由于本工程混凝土达到清水结构面的平整度,故结构面不抹砂浆灰,仅 采用粉刷石膏打底,薄薄满刮5mm厚,操作要点如下: 1、搭脚手架:铺好脚手板后,约距顶板高1.8m左右。2、基层处理:将表面 尘土、污垢清扫干净。 3、弹线、套方、找规矩:根据50cm水平线找出靠近顶板四周的水平线,作为 顶板抹灰水平控制线。 4、刮涂:在顶板混凝土湿润的情况下,采用粉刷石膏打底,厚度约为3mm,操 作时需用力压,以便底灰与混凝土面抓牢并挤入顶板细小孔隙中;最后用软刮尺 刮抹顺平,用铁抹子或塑料
氟碳漆喷涂工艺2018.10
格式:pdf
大小:19KB
页数:3P
4.6
水性环保氟碳漆 (tf/zb-lm(2)) 产品简介及操作要点 组成:以氟碳单体、有机硅预聚体、(甲基)丙烯酸酯单体和特殊功 能单体合成的水性氟碳树脂,配以水性活性颜填料、助剂等调制而成。 一、产品适用范围 该产品可适用于各种铝材、钢材的涂装。 二、产品的主要特点 1、该产品以自来水作为稀释剂,无毒、无味、无污染、无三废、 不燃烧、使用贮存运输方便,消防安全,有利于施工者的身 心健康和环境保护。 2、该产品漆膜耐候性强,指标可以达到铝型材国家标准gb 5237.5的2倍多。 3、该产品漆膜附着力强,有很强的亲和力,配套使用不受限制。 4、该产品漆膜具有优良的阻燃耐高温性能。在280℃下,漆膜 无老化、脆裂现象。 5、该产品利用率为高。在产品有效期内,不论容器打开多少次, 本产品均不会结皮、沉淀、变质;每公斤涂刷面积可达5m2-7m2 左右(干膜厚度25-30
带肋钢筋尺寸超差原因及其消除 带肋钢筋尺寸超差原因及其消除
格式:pdf
大小:73KB
页数:3P
4.8
分析带肋钢筋肋间距超偏差、内径尺寸超负偏差、横肋高度尺寸超负偏差、横肋高度尺寸超正偏差、无纵肋、纵肋尺寸超正偏差、单线轧制时纵肋局部超正偏差、切分轧制时中两条纵肋大小不均、飞边等尺寸超差的原因,总结消除办法,提出持续改进措施。
优化喷涂工艺消除钛白色漆色差最新文档

喷涂工艺规程范本
格式:pdf
大小:51KB
页数:3P
4.5
四川xxxx有限公司油漆喷涂工艺规程 文件编号js—05—0 产品名称管件 产品图号 序 号 工序操作工艺要求工艺参数材料 工作条件 (设备、设施、工具) 检验方法 1工件准备工件表面应经抛丸处理,表面保持清洁干燥q376抛丸机 2工具准备 清洁专用喷枪,不得有污染、渣滓等脏物; 喷底漆和面漆的喷枪和盛装容器不得混用; 喷枪空气压力>0.3mpa/只 带空气调整旋钮、涂料调整旋 钮、喷幅调整旋钮的喷枪; v-0.6/8空气压缩机 3底漆调配 按底漆与固化剂配制比例要求混合搅匀质量比10:1ha-190灰色双组份环氧富锌底 漆;ha-190环氧固化剂; ha-190环氧稀释剂 电子称 配制好的漆应静置5~10分钟后 使用,并在3~4小时内用完必要时加稀释剂量(按油漆比例)30%~50% 4底
干法喷涂工艺
格式:pdf
大小:2.5MB
页数:8P
4.4
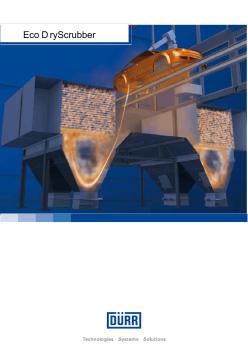
ecodryscrubber 2 astepclosertoagreen paintingprocess oversprayseparationisnowdryand environmentallyfriendly lessenergyandresourcerequirementswithreduced co2ecodryscrubber standsfor.thisinnovativeoversprayseparationtechnology providessubstantialenergysavingsintheareathatisthe % %.ecodryscrubberachievesthis thepaintapplicationprocessinconnectionwiththere- a
铝板喷涂工艺
格式:pdf
大小:12KB
页数:2P
4.3
铝板喷涂工艺 铝合金型材喷涂前酸蚀脱脂工艺结构工程 喷涂铝合金型材具有优良的耐蚀性和耐候性,坚固耐用,外观装饰好,生产工艺比 阳极氧化简单,环保安全等特点,在建筑、装潢、运输等行业得到广泛应用。铝合金型 材在喷涂前处理中必须进行化学清洗和浸蚀,清除其表面粘附的油脂、自然氧化膜和灰 尘等污染物,使铝合金基体裸露出来,形成均匀的活化表面,这是保证铬酸盐转化膜质 量和喷涂质量的关键。 酸蚀脱脂工艺将传统工艺的脱脂、碱蚀、除污出光三道工序合为一道工序,降 低成本和节省能源,经处理后的铝合金表面平滑光洁,保持铝合金原有的光泽,铝材溶 解损耗量和槽液沉淀少,与铬酸盐转化处理配套性能好,特别适用于铝合金型材喷涂前 的表面处理。 一、铝合金型材喷涂前处理工艺工艺流程: 工件装挂→酸蚀脱脂→水洗→水洗→铬酸盐转化处理→水洗→纯水洗→沥水→烘干 →喷涂→固化。铝型材喷涂前处理生产线分为全自动喷淋立式
AD-2型消色差延迟器的优化设计 AD-2型消色差延迟器的优化设计
格式:pdf
大小:173KB
页数:3P
4.7
为了提高ad-2型λ/4延迟器的消色差性能,通过分析相位延迟δ与全内反射角θ的关系,得出了对应于同一折射率n0一般有两个全内反射角。分别按两个全内反射角对器件进行设计,得出了较大的全内反射角的选择有利于改善延迟器的消色差性能。
金属漆静电喷涂与空气喷涂产生色差的原因及改善方法 金属漆静电喷涂与空气喷涂产生色差的原因及改善方法
格式:pdf
大小:161KB
页数:1P
4.5
随着汽车市场竞争的日益激烈,车身涂装质量在一定程度上影响着消费者的选择。在销售市场中,时常有用户抱怨油漆表面局部颜色与整车颜色不一致,最终可能导致订单丢失。色差是涂装生产过程中经常遇到的问题。它的影响因素众多,与油漆颜色、喷涂方法、喷涂设备等因素密切相关。本文
消除预涂底漆CO_2立向下焊气孔的工艺 消除预涂底漆CO_2立向下焊气孔的工艺
格式:pdf
大小:166KB
页数:3P
4.7
钢材经抛丸除锈—喷涂防锈底漆—零件加工—组对焊接的这种钢板预处理和预涂底漆工艺后,使钢板和型钢具有优良的表面预处理,适合流水作业的要求,提高劳动生产率和产品的表面质量,降低工人的劳动强度。然而预涂底漆也给焊接生产带来了许多不利影响,其中气孔的产生就是最严重的问题之一。在生产实际中发现,在各种焊接方法中,co_2立向下焊的气孔倾向最大,在焊缝表面存在许多气孔。气孔的存在,不仅削弱了焊缝的有效工作断
优化喷涂工艺消除钛白色漆色差相关
文辑推荐
知识推荐
百科推荐


职位:施工项目经理
擅长专业:土建 安装 装饰 市政 园林


