

氩弧焊在减温水管及油管道焊接中的应用
格式:pdf
大小:74KB
页数:2P
人气 :53
 3
3
氩弧焊在减温水管及油管道焊接中的应用——在发电厂安装及检修工作中经常会遇到减温器及小管径油管道的焊接工作,如果采用氩弧焊的焊接工艺,可以得到优质的焊接接头,并且谊工艺造价低、易掌握、速度快、质量好。



 石油管道焊接及质量控制
石油管道焊接及质量控制 石油管道焊接及质量控制
石油管道焊接及质量控制——管道输送特点 2.1运输量大; 2.2管道大部分埋设于地下,占地少,受地形地物的限制少,可以缩短运输距离; 2.3密闭安全,能够长期连续稳定运行。输送受恶劣气候的影响小,无噪音,油气损耗小,对环境污染少; 2.4便...

氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用——采用手工钨极氩孤焊填充不镑钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氢气及充氩保护辅助工具,成本低,功效高,具有显著的...
编辑推荐下载
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用 氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
格式:pdf
大小:81KB
页数:2P
4.7
采用手工钨极氩弧焊填充不锈钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氩气及充氩保护辅助工具,成本低,功效高,具有显著的优越性,值得安装单位推广应用。
氩弧焊在安装锅炉承压管道焊接中的应用
格式:pdf
大小:307KB
页数:4P
3
氩弧焊在安装锅炉承压管道焊接中的应用——针对中小型热电站锅炉承压管道施工中存在的焊接质量问题.提出应用全手工钨极氩弧焊焊接工艺可有效地防范和确保承压管道的焊接质量。介绍了焊接工艺和操作等方面的控制措 施,以及注意事项。
氩弧焊在减温水管及油管道焊接中的应用热门文档
管道焊接
格式:pdf
大小:56KB
页数:3P
4.4
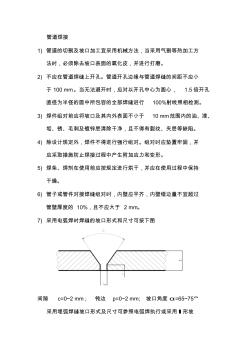
管道焊接 1)管道的切割及坡口加工宜采用机械方法,当采用气割等热加工方 法时,必须除去坡口表面的氧化皮,并进行打磨。 2)不应在管道焊缝上开孔。管道开孔边缘与管道焊缝的间距不应小 于100mm。当无法避开时,应对以开孔中心为圆心,1.5倍开孔 直径为半径的圆中所包容的全部焊缝进行100%射线照相检测。 3)焊件组对前应将坡口及其内外表面不小于10mm范围内的油、漆、 垢、锈、毛刺及镀锌层清除干净,且不得有裂纹、夹层等缺陷。 4)除设计规定外,焊件不得进行强行组对。组对时应垫置牢固,并 应采取措施防止焊接过程中产生附加应力和变形。 5)焊条、焊剂在使用前应按规定进行烘干,并应在使用过程中保持 干燥。 6)管子或管件对接焊缝组对时,内壁应平齐,内壁错边量不宜超过 管壁厚度的10%,且不应大于2mm。 7)采用电弧焊时焊缝的坡口形式和尺寸可按下图 间隙c=0~2
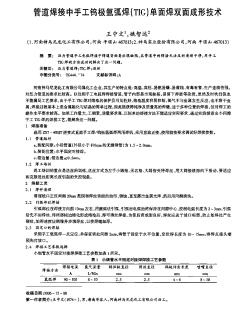
管道焊接中手工钨极氩弧焊(TIG)单面焊双面成形技术
格式:pdf
大小:101KB
页数:2P
3
管道焊接中手工钨极氩弧焊(tig)单面焊双面成形技术——压力管道手工电弧焊接中焊道背面易出现缺陷,且管道中的焊渣无法及时清理干净,用手工 tig焊的方法成功的解决了这一问题。
![管道保温论文管道焊接论文[1]](https://files.zjtcn.com/group1/M00/64/6B/CgoBZ2A5lUeAJfzXAAA-acZyZ1E419.jpg)
管道保温论文管道焊接论文[1]
格式:pdf
大小:494KB
页数:4P
4.6
管道保温论文管道焊接论文 蒸汽直埋保温管道在设计制造施工与运行时应注意的问题 摘要:蒸汽除采暖外,还可以供工业生产、制冷、供应生活热水等,现对其进行 简要论述。 abstract:steamcouldservetheindustrialproduction,chilling, supplyingofdailylifehotwaterbesidesthewarmingfunction.thepaper developsadiscussiononit. 关键词:蒸汽;设计;制造;施工 keywords:steam;design;production;construction 中图分类号:tu81文献标识码:a文章编号:1006-4311(2010)18-0049-01 0引言 随着集中供热的逐步普及与迅速发展
氩弧焊在减温水管及油管道焊接中的应用精华文档

输油管道焊接施工方案
格式:pdf
大小:102KB
页数:12P
4.5
乌鲁木齐机场油库扩建工程技术标 1 一、概述 1工程概况 库内管径dn<400的管线选用20#无缝钢管,库内大口径钢管选用l245直 缝电阻焊钢管或螺旋焊缝钢管。 20#无缝钢管执行国家标准《输送流体用无缝钢管》(gb/t8163-2008), l245直缝电阻焊钢管或螺旋焊缝钢管执行石油行业标准《石油天然气工业输送 钢管交货技术条件第1部分:a级钢管》(gb/t9711.1-1997)。 承建本项目安装工程的施工单位应具有设备、管道安装工程相应的资质。焊 接压力管道的焊工,应按《锅炉压力容器压力管道焊工考试与管理规则》进行考 试,取得焊工合格证。无损检测人员应按《锅炉压力容器无损检测人员资格考核 规则》进行考核,取得相应的资格证。 供油工程施工应按工程设计文件及工艺设备的产品使用说明书进行,如需修 改设计或材料代用,应经设计单位同意后进行修改。 供

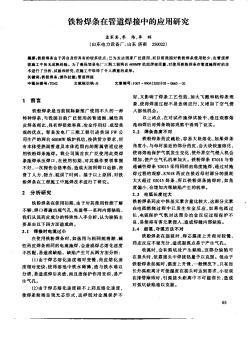
铁粉焊条在管道焊接中的应用研究
格式:pdf
大小:112KB
页数:2P
3
铁粉焊条在管道焊接中的应用研究——铁粉焊条由于其自身所具有的较多优点,已为发达国家广泛使用,而目前我国对铁粉焊条使用较少,在管道焊接施工中尚无成熟经验。为了确保邹县电厂三期工程两台600mw机组焊接质量,对使用铁粉焊条在管道施焊时的技术进行了分析...
 浅谈激光焊技术在管道焊接中的应用
浅谈激光焊技术在管道焊接中的应用 浅谈激光焊技术在管道焊接中的应用
格式:pdf
大小:40KB
页数:2P
4.3
为了解决激光焊技术在较厚大口径管道上的不足,将其与电弧焊技术融合,形成激光-电弧焊技术,在国外,这种技术已经被使用在管道制造与轨道车辆等领域,我国也对这种技术进行了理论与工艺探索,但实际应用方面尚有欠缺。
氩弧焊在减温水管及油管道焊接中的应用最新文档
埋弧自动焊在奥氏体不锈钢管道焊接中的应用要点 埋弧自动焊在奥氏体不锈钢管道焊接中的应用要点
格式:pdf
大小:1.8MB
页数:4P
4.4
采用工厂化加工、自动化焊接进行高压管道的预制,是体现施工单位管道预制能力、提高高压管道施工效率和降低高压管道施工成本的一个重要举措。我公司在石家庄炼化260万吨/年柴油加氢工程施工中采用管道埋弧自动焊预制奥氏体不锈钢高压管道,在其施工质量、进度、成本等方面都取得了良好的效果。本文主要介绍不锈钢埋弧自动焊工艺及应用注意事项。
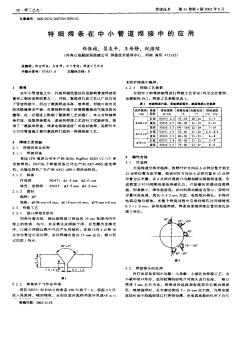
碳钢管道焊接时氩弧焊丝的选用 (2)
格式:pdf
大小:27KB
页数:4P
4.6
碳钢管道焊接时氩弧焊丝的选用 摘要:采用氩弧焊来代替火焰加热,利用氩弧加热比火焰焊接热量集中的特 点,取消火焰加预热,同时填加铜丝或钎料,不用蘸水石棉绳冷却,避免线圈进水,提 高生产效率,节约成本。 关键词:阻尼环;氩弧焊;钎料 引言 同步机阻尼环焊接,以往采用火焰加热,为保护磁极线圈绝缘,需用蘸水石棉 绳保护周围线圈,线圈进水后,影响绝缘性能,使烘干时间加长,生产效率低,为提高 焊接效率公司原计划准备购买进口中频焊机,其成本过高,若利用氩弧加热比火焰 焊接热量集中的特点,采用氩弧加热代替火焰加热,取消火焰加预热,同时填加铜 丝或钎料,不用蘸水石棉绳冷却,避免线圈进水,即提高生产效率,又节约成本。 二.氩弧焊的分类和优点 1.非熔化极。氩弧焊按照电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两 种。工作原理及特点:非熔化极氩弧焊是电弧在非熔化极(

氩弧焊焊接技巧
格式:pdf
大小:11KB
页数:2P
4.5
氩弧焊焊接技巧在哪里? 浏览:32次作者:企业库时间:2010-7-94:14:08 钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材 本身(在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝 区域,受氩气流的保护而不被大气污染。 氩弧焊时,焊炬、填充金属及焊件的相对位置如下图: 弧长一般取1-1.5倍钨电极直径。 停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保 护下,以防止其氧化。 1.焊枪(焊炬) 钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。大电流焊枪长时间焊 接还需使用水冷焊枪。因此,焊枪的正确使用及保护是相当重要的。 钨电极负载电流能力(a) 钨电极直径(mm)纯钨钍钨铈钨 φ1.020-601
 低碳钢管道焊接用TIG—LD氩弧焊焊丝研制
低碳钢管道焊接用TIG—LD氩弧焊焊丝研制 低碳钢管道焊接用TIG—LD氩弧焊焊丝研制
格式:pdf
大小:106KB
页数:未知
4.5
研制的低碳钢管道焊接用tig—ld氩弧焊焊丝的化学成分为:005%~010%c、09%~18%mn、05%~12%si、0025%~004%p(s)以及总量小于05%的微量元素ti、al、re等,焊丝用钢采用中频感应电炉氧化法冶炼,先热轧后冷拔工艺成型。焊丝的焊接工艺试验表明,熔池无飞溅,焊丝熔化均匀连续,焊缝金属致密且与母材熔合良好。焊缝金属和焊接接头的性能测试表明,熔敷金属的化学成分、机械性能和耐腐蚀性能等综合性能指标达到了国外同类产品水平,是国内用于低碳钢管道焊接最理想的焊丝。
双面氩弧焊在焊接不锈钢中的应用 双面氩弧焊在焊接不锈钢中的应用
格式:pdf
大小:121KB
页数:未知
4.4
我厂不锈钢产品多为薄壁容器,且直径较大。原焊接方法为焊条电弧焊或埋弧焊,均为双面焊,背侧需碳弧气刨清根,合格率不高,不但生产效率低,而且焊接变形难以控制。改用双面氩弧焊方法后,生产效率得以提高,改善焊缝一次探伤合格率。双面氩弧焊一次焊接成形,剩余部分采用埋弧焊或焊条电弧焊。1.工艺特点双面氩弧焊由两人操作,两人分布在焊道两端,
浅谈激光焊技术在管道焊接中的应用 浅谈激光焊技术在管道焊接中的应用
格式:pdf
大小:40KB
页数:未知
4.5
为了解决激光焊技术在较厚大口径管道上的不足,将其与电弧焊技术融合,形成激光-电弧焊技术,在国外,这种技术已经被使用在管道制造与轨道车辆等领域,我国也对这种技术进行了理论与工艺探索,但实际应用方面尚有欠缺。
氩弧焊在减温水管及油管道焊接中的应用相关
文辑推荐
知识推荐
百科推荐


职位:项目安全总监
擅长专业:土建 安装 装饰 市政 园林


