




焊接目视检验
code:法规procedure:工艺 standard:标准criteria:准则 specification:技术规范 program:规程 焊接外观检验工作手册 焊接外观检验工作手册简介 概述: 检验往往被认为是生产过程后的活动。例如机械零件加工成型至最终尺寸后,检验是否符 合所应用的图纸和技术要求。同样,衣服经过裁剪,缝制,上钮扣等一系列工作成型后再进行 检验。通过这些类似的例子可以看出,外观检验工作是在生产活动结束后再进行的。 经验告诉我们,对于焊接件来说焊接后检验,以及进一步的无损检测,也无法保证满足使 用工况的要求。然而,经过长时间运作取得的稳定结果表明:预先设定一系列的外观检验程序 是非常有效的,即在焊接件生产的具体阶段执行这些预设的外观检验程序,甚至在没有无损检 验的条件下,也可以在较高程度上保证达到预期的质量要求。 至于焊
焊接目视检验大纲
阶段a------初审 1.评审采购合同,所有有关法规、标准和图. 2.编制检验计划; 3.检查焊接工艺规程,焊工资格状态; 4.建立检验文件化系统; 5.建立不一致项产品标识系统; 6.建立纠正措施程序。 阶段b------焊接前检验 1.检查焊接设备状况及其适宜性; 2.检查母材和焊接材料的一致性; 3.检查焊接接头的定位; 4.检查焊接接头准备和装配; 5.检查焊接接头对齐公差; 6.检查预热温度。 阶段c------过程中检验 1.查与焊接工艺规程参数的符合性; 2.检查主要焊缝的各焊道的排布及其质量; 3.检查焊道顺序及排布; 4.检查层间温度和层间清理; 5.检查背后清根; 6.监视任何过程中无损检测。 阶段d------过程中检验 1.焊缝外观检查; 2.焊缝尺寸检查; 3.焊接件尺寸检查; 4.执行或
编辑推荐下载
现场焊接目视检验
格式:pdf
大小:35KB
页数:7P
 4.4
4.4
工程建设施工现场焊接目视检验规范cecs71∶94 长江委信息研究中心馆藏1 中国工程建设标准化协会标准 工程建设施工现场焊接 目视检验规范 cecs71∶94 主编单位:中国工程建设标准化协会 结构焊接委员会 批准部门:中国工程建设标准化协会 批准日期:1994年12月26日 前言 由中国工程建设标准化协会结构焊接委员会主编的“建筑安装工程 金属熔化焊焊缝射线照相检测标准”及“工程建设施工现场焊接目视检 验规范”两项标准,经广泛征求有关单位意见,并经有关专家审查通过。现 批准“建筑安装工程金属熔化焊焊缝射线照相检测标准”(cecs70∶94) 及“工程建设施工现场焊接目视检验规范”(cecs71∶94)为中国工程建 设标准化协会标准。 该两项标准在执行过程中,希望各单位认真总结经验,注意积累资料, 如发现有需要修改或补充之处,请将意见寄交中国工程建设标
有关焊缝目视检验内容汇集热门文档
焊接目视检验规范
格式:pdf
大小:15KB
页数:10P
4.8
中国工程建设标准化协会标准 工程建设施工现场焊接目视检验规范 cecs71:94 主编单位:中国工程建设标准化协会 结构焊接委员会 批准部门:中国工程建设标准化协会 批准日期:1994年12月26日 目次 1总则 2准备工作 2.1检查员 2.2表面目视检验的条件 2.3检验工具 2.4检验规程和项目清单 2.5技术文件的检查 3焊前检验 3.1预制构件的检查 3.2构件组对的检查 3.3焊接材料的检查 3.4预热的检查 4焊接中间的检查 5焊接后检查 6返修的检查 附加说明 附:条文说明 1总则 1.o.1为了保证工程建设施工现场焊接工程质量,特制定本规范。本规范规定 了现场焊接目视检验的要求。 1.0.2本规范适用于工程
![AWS焊接目视检验[1]](https://files.zjtcn.com/group1/M00/2C/0F/CgoBZ2AcWOiAQ0XnAAAuooPPmR4954.jpg)
现场焊接目视检验规范
格式:pdf
大小:14KB
页数:9P
4.5
中国工程建设标准化协会标准 工程建设施工现场焊接目视检验规范 cecs71:94 主编单位:中国工程建设标准化协会 结构焊接委员会 批准部门:中国工程建设标准化协会 批准日期:1994年12月26日 目次 1总则 2准备工作 2.1检查员 2.2表面目视检验的条件 2.3检验工具 2.4检验规程和项目清单 2.5技术文件的检查 3焊前检验 3.1预制构件的检查 3.2构件组对的检查 3.3焊接材料的检查 3.4预热的检查 4焊接中间的检查 5焊接后检查 6返修的检查 附加说明 附:条文说明 1总则 1.o.1为了保证工程建设施工现场焊接工程质量,特制定本规范。本规范规定 了现场焊接目视检验的要求。 1.0.2本规范适用于工程
钢结构焊接焊缝有关基础知识
格式:pdf
大小:279KB
页数:8P
4.5
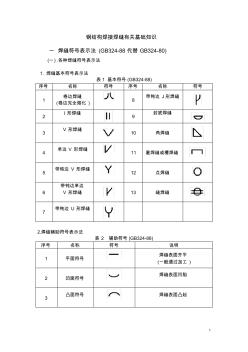
1 钢结构焊接焊缝有关基础知识 一焊缝符号表示法(gb324-88代替gb324-80) (一).各种焊缝符号表示法 1.焊缝基本符号表示法 表1基本符号(gb324-88) 序号名称符号序号名称符号 1 卷边焊缝 (卷边完全熔化)8 带钝边j形焊缝 2 i形焊缝 9 封底焊缝 3 v形焊缝 10角焊缝 4 单边v形焊缝 11塞焊缝或槽焊缝 5 带钝边v形焊缝 12点焊缝 6 带钝边单边 v形焊缝13缝焊缝 7 带钝边u形焊缝 2.焊缝辅助符号表示法 表2辅助符号(gb324-88) 序号名称符号说明 1平面符号 焊缝表面齐平 (一般通过加工) 2凹面符号 焊缝表面凹陷 3 凸面符号焊缝表面凸起 2 3.焊缝补充符号表示法 表3补充符号(gb324-88) 序号名称
有关焊缝目视检验内容汇集精华文档
钢筋焊接目视检验规程
格式:pdf
大小:11KB
页数:6P
4.6
1 中国工程建设标准化协会标准 工程建设施工现场焊接 目视检验规范 cecs71∶94 主编单位:中国工程建设标准化协会 结构焊接委员会 批准部门:中国工程建设标准化协会 批准日期:1994年12月26日 前言 由中国工程建设标准化协会结构焊接委员会主编的“建筑安装工程金属熔化焊焊缝射线 照相检测标准”及“工程建设施工现场焊接目视检验规范”两项标准,经广泛征求有关单位意 见,并经有关专家审查通过。现批准“建筑安装工程金属熔化焊焊缝射线照相检测标准” (cecs70∶94)及“工程建设施工现场焊接目视检验规范”(cecs71∶94)为中国工程建设标准 化协会标准。 该两项标准在执行过程中,希望各单位认真总结经验,注意积累资料,如发现有需要修改或补 充之处,请将意见寄交中国工程建设标准化协会结构焊接委员会(地址:河北省石家庄市化工 部管理干部学院,邮政编
施工现场焊接目视检验规范
格式:pdf
大小:8KB
页数:3P
4.8
1 工程建设施工现场焊接目视检验规范cecs71∶94 主编单位:中国工程建设标准化协会结构焊接委员会 批准部门:中国工程建设标准化协会 批准日期:1994年12月26日 前言 由中国工程建设标准化协会结构焊接委员会主编的“建筑安装工程金属熔化焊焊缝射线照相检测标准”及“工程 建设施工现场焊接目视检验规范”两项标准,经广泛征求有关单位意见,并经有关专家审查通过。现批准“建筑安装 工程金属熔化焊焊缝射线照相检测标准” (cecs71:94)及“工程建设施工现场焊接目视检验规范”(cecs71:94)为中国工程建设标准化协会标准。该两项标准在执行 过程中,希望各单位认真总结经验,注意积累资料,如发现有需要修改或补充之处,请将意见寄交中国工程建设标准 化协会结构焊接委员会(地址:河北省石家庄市化工部管理干部学院,邮政编码:050031。 中国工程建设标准化协会 1994年

涡壳目视检验报告
格式:pdf
大小:41KB
页数:1P
4.3
编号number:yj3-2 页码page:1 目视检测报告visualinspectionreport 合同号p.o 订货单位 buyer 图号 drawingno. p722705 p722706 p722707 零件名称description:水泥涡壳预制件零件状态condition已浇筑 零件材料material:钢筋混凝土 检验照明条件 lightingcondition 自然光 使用设备 equipment 检验方法method肉眼目测 编号no. 位置 position 评定结果 evaluation 处理意见 disposable consideration 1内流道合格 位置图示position:内流道 判定标准 acceptance criterion gb50204-2002结论resul

焊接检验员目视检验培训试题答案
格式:pdf
大小:217KB
页数:8P
4.3
2013焊接检验员vt检验培训试题(a 卷) 事业管理部姓名工号得分 一.是非题:共10题,每题1分,共10分(在括弧内正确打钩,错误打叉) 1.目视检验可以观察到被检部件的表面状况,例如整洁程度和腐蚀情况 (√) 2.目视检测法可以探查被检物体的任何缺陷 (ⅹ) 3.目视检测法可以检查表面可见缺陷 (√) 4.目视检验可发现一些明显的表面开裂
工程建设施工现场焊接目视检验规范
格式:pdf
大小:7KB
页数:2P
4.6
工程建设施工现场焊接目视检验规范 一、检查员 1、本规范规定的目视检验工作应由焊接质量检查员承担。 2、焊接质量检查员应具备技工学校(含高中)以上学历,并有5年以上焊接工作的经验,或中 专以上学历并有3年以上焊接工作经验。 3、事目视检验的人员每年应检查一次视力,其近距离视力(裸视力或校正视力)不得低于1.0。 二、表面目视检验的条件 1、直接目视检验时,眼睛与被检表面的距离不得大于610mm,视线与被检表面所成的视角不小于 300。 2、被检表面应有足够的照明,一般检验时光照度不得低于160lx;对细小缺陷进行鉴别时,光照 度不得低于540lx。 3、可以使用2~5倍的放大镜对细小缺陷进行鉴别。 三、检验工具 1、检验用的焊接检验尺、量具和仪器必须经计量检定部门检验合格。 2、几何外形尺寸测量用的样板应符合有关工程技术标准的规定。
有关焊缝目视检验内容汇集最新文档

焊缝外观检验规范
格式:pdf
大小:5KB
页数:2P
4.5
zj/4004-2004 焊接件外观检验指导书 一、所有关键焊缝100%进行外观检查,检查内容如下: (一)、对接焊缝的外观要求 1、焊缝表面必须无裂纹、未熔合、气孔; 2、所有弧坑必须填焊至焊缝横截面饱满; 3、焊缝表面必须与母材表面平齐,焊缝必须与母材平顺的熔合为一体,焊缝余高严 禁超过3㎜。 4、焊缝表面允许有局部咬边但咬边深度不大于1㎜,在100㎜范围内,咬边的总累 积长度不允许超过6㎜; (二)、角接焊缝的外观要求 1、焊缝表面必须无裂纹、未融合、气孔; 2、所有弧坑必须填焊至焊缝横截面饱满; 3、焊缝表面允许有局部咬边但咬边深度不大于1㎜,在100㎜范围内,咬边的总累 积长度不允许超过6㎜; 4、角焊缝的凸度严禁超过3㎜; 5、多层焊缝表面的焊道应平顺的熔合为一体; 6、焊缝的焊接角高不低于焊接工艺规程的要求: 焊角高度h≤10㎜,允差为+1mm;
焊缝检验规程
格式:pdf
大小:201KB
页数:4P
4.4
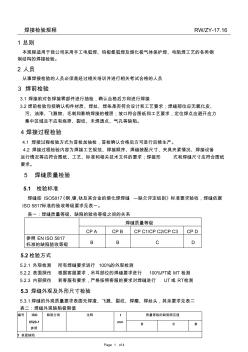
焊接检验规程rw/zy-17.16 page1of4 1总则 本规程适用于我公司采用手工电弧焊、钨极氩弧焊及熔化极气体保护焊、电阻焊工艺的各类钢 制结构的焊接检验。 2人员 从事焊接检验的人员必须是经过相关培训并进行相关考试合格的人员 3焊前检验 3.1焊接前对各焊接零部件进行抽检,确认合格后方和进行焊接 3.2焊前检验包括确认构件材质、焊丝、焊条是否符合设计和工艺要求;焊缝部位应无氧化皮、 污、油漆、飞溅物、毛刺和影响焊接的镀层;坡口符合图纸和工艺要求,定位焊点应避开应力 集中区域且不应有烧穿、裂纹、未焊透点、气孔等缺陷。 4焊接过程检验 4.1焊接过程检验方式为首检加抽检,首检确认合格后方可进行后续生产。 4.2焊接过程检验内容为焊接工艺规范、焊接顺序、焊缝装配尺寸、夹具夹紧情况、焊接设备 运行情况等应符合图纸、工艺、标准和相关技术文件的要求;焊接形式和焊缝尺
 球节点钢网架球/管焊缝超声探伤及有关问题的实验研究
球节点钢网架球/管焊缝超声探伤及有关问题的实验研究 球节点钢网架球/管焊缝超声探伤及有关问题的实验研究
格式:pdf
大小:1.2MB
页数:6P
4.6
描述了球节点钢网架球/管焊缝超声探伤方法、设备和工艺。还对探伤检验时遇到的问题和特殊现象进行了实验研究,用试块重现了这些现象,并加以解释。最后对钢网架球/管焊缝的超声探伤提出了几点建议。

2010焊接检验员目视检验培训试题(试卷) (2)
格式:pdf
大小:42KB
页数:5P
4.5
manipulatorisnowusedasaindustrialrobotsinuse,thecontrolobjectivesoftenappearofteninindustrialautomation.industrialautomationtechnologyhasgraduallymatured,asmatureatechnologylinehasbeenrapiddevelopmentinindustrialautomationasaseparatesubject.manipulatorapplicationbegantofilterintowelding,logistics,mechanicalprocessing,

2010焊接检验员目视检验培训试题(试卷)
格式:pdf
大小:33KB
页数:5P
4.4
1 焊接检验员目视检验培训试题 姓名:得分: 共100道题,满分120分。 一.是非题:共25题,每题1分,共25分(在括弧内正确打钩,错误打叉) 1.目视检验可以观察到被检部件的表面状况,例如整洁程度和腐蚀情况() 2.目视检测法可以探查被检物体的任何缺陷() 3.目视检测法可以检查表面可见缺陷() 4.目视检验可发现一些明显的表面开裂和腐蚀坑等缺陷() 5.目视检验可以检验观察材料或部件的狭窄,弯曲孔道等部位内表面质量情况() 6.目视检验无法检验观察材料或部件的狭窄,弯曲孔道等部位内表面质量情况() 7.光是一种辐射能() 8.发光强度就是照度() 9.直接目视检验可以观察确定被检部件的表面粗糙度() 10.大部分目
焊缝外观检验标准1
格式:pdf
大小:10KB
页数:1P
4.6
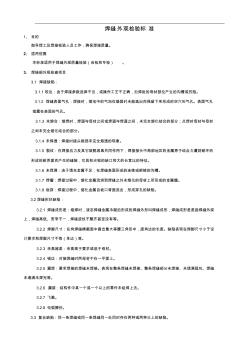
焊缝外观检验标准 1、目的 指导焊工及焊接检验人员工作,确保焊接质量。 2、适用范围 本标准适用于焊缝外观质量检验(自检和专检)。 3、焊接部外观检查项目 3.1焊接缺陷: 3.1.1咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。 3.1.2焊缝表面气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。表面气孔 指露在表面的气孔。 3.1.3未熔合:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分;点焊时母材与母材 之间未完全熔化结合的部分。 3.1.4未焊透:焊接时接头根部未完全熔透的现象。 3.1.5裂纹:在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而 形成的新界面而产生的缝隙,它具有尖锐的缺口和大的长宽比的特征。 3.1.6未焊满:由于填充金属不足,在焊缝表面形成的
焊缝质量检验_检查标准
格式:pdf
大小:230KB
页数:10P
4.7
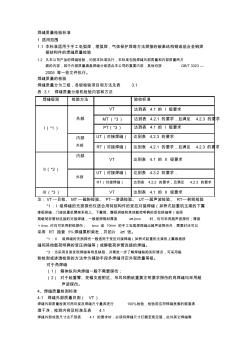
焊缝质量检验标准 1适用范围 1.1本标准适用于手工电弧焊,埋弧焊,气体保护焊等方法焊接的碳素结构钢或低合金钢焊 接结构件的焊缝质量检验 1.2凡本公司产品的焊缝检验,均按本标准执行,本标准包括焊缝外部质量和内部质量两方 面的内容,其中内部质量涵盖焊缝分级适合本公司的重要内容,其他均按gb/t3323— 2005等一些文件执行。 焊缝质量的检验 焊缝质量分为三级,各级检验项目和方法见表3.1 表3.1焊缝质量分级机检验内容和方法 焊缝级别 i(*1) 检验方法 外部 vt mt(*3) pt(*3) 验收标准 达到表4.1的i级要求 达到表4.2.1的要求,且满足4.2.3的要求 达到表4.1的i级要求 ii(*2) iii(*3) 内部 外部 内部 外部 ut(对接焊缝)达到表4.2.3的要求 rt(对接焊缝)达到表4.2.

CECS71∶94工程建设施工现场焊接目视检验规范
格式:pdf
大小:32KB
页数:5P
4.6
精品文档你我共享 aaaaaa 工程建设施工现场焊接目视检验规范cecs71∶94 主编单位:中国工程建设标准化协会结构焊接委员会 批准部门:中国工程建设标准化协会 批准日期:1994年12月26日 前言 由中国工程建设标准化协会结构焊接委员会主编的“建筑安装工程金属熔化焊焊缝射线照相检测标准”及“工程 建设施工现场焊接目视检验规范”两项标准,经广泛征求有关单位意见,并经有关专家审查通过。现批准“建筑安装 工程金属熔化焊焊缝射线照相检测标准” (cecs71:94)及“工程建设施工现场焊接目视检验规范”(cecs71:94)为中国工程建设标准化协会标准。该两项标准在执行 过程中,希望各单位认真总结经验,注意积累资料,如发现有需要修改或补充之处,请将意见寄交中国工程建设标准 化协会结构焊接委员会(地址:河北省石家庄市化工部管理干部学院,邮政编码:050031。 中国工程
有关焊缝目视检验内容汇集相关
文辑推荐
知识推荐
百科推荐


职位:资深消防设计师
擅长专业:土建 安装 装饰 市政 园林


