

印度东气西输工程直径1219mm管道焊接工艺
格式:pdf
大小:243KB
页数:4P
人气 :73
 4.3
4.3
印度东气西输天然气管道工程,管径1219mm(48in),管材钢级为API5LX70,工作压力10MPa。管道焊接技术规范是业主与美国环球咨询公司以API1104-2005标准为基础,参考ASTM、ASME等标准共同编制的。文章介绍了该管道工程焊接工艺评定的主要规定,以及自保护药芯焊丝半自动焊工艺、英国NOREAST内焊机根焊+国产PAW2000型外自动焊机填充盖面焊工艺、美国CRC内焊机根焊+CRCP260外自动焊机热焊+CRCP600双炬外焊机填充盖面焊工艺在管道施工中的应用。



 印度东气西输工程CRC自动焊设备及焊接工艺
印度东气西输工程CRC自动焊设备及焊接工艺 印度东气西输工程CRC自动焊设备及焊接工艺
印度\"东气西输管道工程\"全长1380km,全线采用api5lx70级高强度钢管,管径φ1219mm(48英寸),三种壁厚17.2mm、20.7mm和25.4mm,中国石油天然气管道局承揽了其中的6个标段,共计1071.5km。工程中首次引进了crc的全套自动焊设备,该设备性能稳定且填充盖面采用双焊炬,提高了焊接效率,保证了焊接施工进度。管道局研究院焊接中心依据api1104标准及业主规范针对该设备进行了焊接工艺评定工作,为印度工程提供了高效且切实可行的工艺方案。介绍了crc自动焊设备,并结合工程特点,阐述其焊接工艺及其应用情况。
印度“东气西输”工程管线施工自动焊焊接工艺
介绍了印度"东气西输"天然气管道工程焊接技术规范,针对管径1219mm、壁厚17.2mm的x70级管线,推行了noreast内焊机根焊+paw2000型外焊机填充盖面和crc内焊机根焊+crcp260焊机热焊+crcp600双焊炬填充盖面两种自动焊组合方案。实际施工应用表明,两种焊接组合焊接接头检验结果均满足相关规范要求,但各有其不同特点及适用性。
编辑推荐下载
探讨长输管道焊接工艺方法与实践研究 探讨长输管道焊接工艺方法与实践研究
格式:pdf
大小:97KB
页数:未知
4.7
随着油田输气工程战略的展开,对于大口径管道的焊接要求越来越高。本文以大口径管道焊接工艺进行研究,综述了现在大口径管道焊接工艺的方法,同时本文以某工程一段管道的焊接为例,对大口径管道焊接的难点以及应用情况进行说明。
关于长输管道焊接工艺研究分析 关于长输管道焊接工艺研究分析
格式:pdf
大小:48KB
页数:1P
4.6
石油、天然气需求的不断增长,提出了建设长输高压、厚壁、高钢级、大管径管道的要求,而这些管道建设中的传统焊接方法(焊条电弧焊)和焊接工作量的加大,直接影响了管道建设的速度和质量。长输管道焊接工艺,从手工上向焊,到手工下向焊;又从手工下向焊发展到目前普遍采用的手工半自动焊,经过了相当长的发展过程。虽然手工半自动焊焊接技术已经很成熟,但它仍不能满足当今管道事业发展的需要。如果我们仅依靠目前的施工装备和焊接技术,是难以适应市场竞争要求的。因此,尽快提高我们的管道自动焊接技术水平,就是摆在我们面前的新课题。
印度东气西输工程直径1219mm管道焊接工艺热门文档
关于长输管道焊接工艺研究分析 关于长输管道焊接工艺研究分析
格式:pdf
大小:54KB
页数:未知
4.5
近些年来,随着石油、天然气需求量的不断增长,贸易量也随之不断增大。因此对于长输管道的需求量越来越大,此类管道具有大管径、厚壁、高钢以及高压等特点。而以往在这些管道建设时都是传统的焊接方法即焊条电弧焊,现在所需要焊接的工作量大大增加,所以传统的焊接方式直接影响了管道施工过程的速度与质量。长输管道的焊接工艺也是不断发展的,从最初的手工上向焊,过渡到到手工下向焊;再到手工下向焊一直发展到目前采用较多的手工半自动焊法,这是一个漫长的发展历程。虽然目前普遍采用的手工半自动焊的技术已经渐趋成熟,但它的速度远远跟不上如今仍不能满足当今长输管道业的发展需求。以下是对目前长输管道焊接工艺的研究分析
工艺管道焊接工艺卡
格式:pdf
大小:111KB
页数:3P
4.3
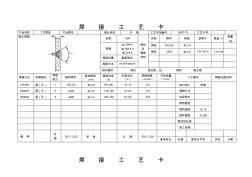
焊接工艺卡 产品名称工艺管线产品图号接头名称对接工艺评定编号qap-19工艺卡号1 接头简图: 材质20# 焊材 及 辅助 材料 名称牌号规格烘烤℃保温h用量 kg 规格 φ108*4 φ159*4.5 φ219*6 焊丝tig-50φ2.5 焊条j422φ2.5150~200℃1-2小时 焊接位置垂直固定 焊接方法gtaw+smaw 探伤要求探伤级合格,加探伤级合格 焊接方法电源极性 焊缝 层次 焊材牌号焊材直径 (mm) 焊接电流 (a) 电弧电压 (v) 焊接速度 (cm/min) 气体流量 (l/min) 工艺要求焊接过程说明 gtaw直(正)1tig-50φ2.595-10013-154-5坡口加工机械 smaw直(正)2j422φ3.2115-12021
工艺管道焊接工艺要求
格式:pdf
大小:335KB
页数:6P
4.6
5.6工艺管道焊接工艺要求 一、管道焊接施工要求 1、管道切口质量应符合下列规定: ⑴切口表面应平整、无裂纹、重皮、毛刺、凹凸、缩口、熔渣、氧化物、 铁屑等; ⑵切口端面倾斜偏差不应大于管子外径的1%,且不得超过3mm; ⑶有坡口加工要求的,坡口加工形式按焊接方案规定进行。 2、管道预制时应按单线图规定的数量、规格、材质等选配管道组成件,并 按单线图标明管道的系统号和按预制顺序标明各组成件的顺序号。 3、管道预制时,自由管段和封闭管段的选择应合理,封闭段必须按现场实 测尺寸加工,预制完毕应检查内部洁净度,封闭管口,并按顺序合理堆放。 4、管道对接焊缝位置应符合下列规定: ⑴管道位置距离弯管的弯曲起点不得小于管子外径或不小于100mm; ⑵管子两个对接焊缝间的距离不大于5mm. ⑶支吊架管部位置不得与管子对接焊缝重合,焊缝距离支吊架边缘不得小于 50mm; ⑷管子接口应避开
管道焊接工艺卡 (2)
格式:pdf
大小:553KB
页数:18P
4.6
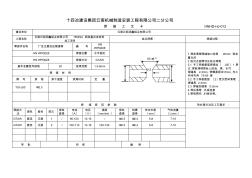
十四冶建设集团云南机械制造安装工程有限公司二分公司 焊接工艺卡hnhd-hj-012 建设单位云南云铝润鑫铝业有限公司 工程名称 云南云铝润鑫铝业有限公司150kt/a铝钛基合金材料 加工项目 结点简图:焊接过程: 零部件名称厂区主要空压管道等编号 hn wpq028 60±5° 2-3 1焊前清理焊缝坡口各侧20mm致金 属光泽 2组对点固焊详见结点简图 3.1手工钨极氩弧焊焊丝〔j50〕1层 次,焊前清理焊丝上的油、锈、水汽, 焊缝高2-3mm,喷嘴直径ф8mm,与工 件间夹角75-85度 3.2手工钨极氩弧〔2〕层次层间清理, 焊缝高2-3mm 3.3焊缝加强高0-2mm 4.焊后清理,外观检查 5.射线探伤,ⅱ级合格。 hnwpq028焊接位置水平固定 hnwpq028焊接方法gtaw
管道焊接工艺卡
格式:pdf
大小:563KB
页数:22P
4.7
江苏华能建设工程集团有限公司 焊接工艺卡hnhd-hj-012 建设单位红豆集团南国企业有限公司 工程名称红豆集团南国企业有限公司热电技改工程结点简图:焊接过程: 零部件名称四大管道、中低压管道等编号 hn wpq028 60±5° 2-3 1焊前清理焊缝坡口各侧20mm致金 属光泽 2组对点固焊详见结点简图 3.1手工钨极氩弧焊焊丝〔j50〕1层 次,焊前清理焊丝上的油、锈、水汽, 焊缝高2-3mm,喷嘴直径ф8mm,与工 件间夹角75-85度 3.2手工钨极氩弧〔2〕层次层间清理, 焊缝高2-3mm 3.3焊缝加强高0-2mm 4.焊后清理,外观检查 5.射线探伤,ⅱ级合格。 hnwpq028焊接位置水平固定 hnwpq028焊接方法gtaw 基本金属型号规格20适用范围1.5-8
印度东气西输工程直径1219mm管道焊接工艺精华文档
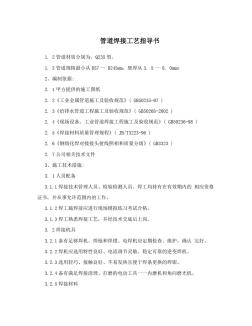
管道焊接工艺指导书
格式:pdf
大小:8KB
页数:3P
4.3
管道焊接工艺指导书 1.2管道材质分别为、q235型。 1.3管道规格最小从d57一d245mm,壁厚从3.5一8.ommo 2、编制依据: 2.1甲方提供的施工图纸 2.2《工业金属管道施工及验收规范》(gb50235-97) 2.3《给排水管道工程施工及验收规范》(gb50268-2002) 2.4《现场设备、工业管道焊接工程施工及验收规范》(gb50236-98) 2.5《焊接材料质量管理规程》(jb/t3223-96) 2.6《钢熔化焊对接接头射线照相和质量分级》(gb3323) 2.7公司相关技术文件 3、施工技术措施: 3.1人员配备 3.1.1焊接技术管理人员、检验检测人员、焊工均持有在有效期内的 相应资格证书,并从事允许范围内的工作。 3.1.2焊工施焊前应进行现场模拟练习考试合格
管道焊接工艺评定报告
格式:pdf
大小:26KB
页数:1P
4.7
焊接工艺评定报告 工程名称:鲁北高新区综合污水厂配套管网工程 施工单位:滨州市宏达建筑安装工程有限公司 焊接部位:钢管排污管道slw1---slw2焊接方法:电弧焊 焊接接头:管状坡口对接焊缝(水平固定)详图: 坡口形式:v型 衬垫:无 母材: 标准号gb/t13401-2005 牌号20 类、组别号p1-1与类、组别号p1-1相焊 厚度8.0mm 直径φ529 其它/ 焊后热处理: 温度/ 保温时间/ 保护气体:ar 尾部保护气ar流量自动缓减(8~10l/min) 背面保护气/流量/ 焊接材料: 焊条牌号/ 焊条直径φ3.2mm 熔敷金属厚度8.0mm 电特性: 电流种类直流 极性正极 焊接电流(a)85~100 电压(v)11~13 钨极尺寸φ2.5
管道焊接工艺规程表格
格式:pdf
大小:33KB
页数:2P
4.6
管道焊接工艺规程№:ygd3-29-1 焊接工艺规程编号页数 工程名称工程编号 产品名称(施焊部位) 产品编号(设备编号、管线号或焊缝编号) 焊接工艺评定报告(pqr)编号焊接施工执行标准 焊接方法操作类型(手工,自动,半自动) 焊接接头: 坡口形式衬垫(材料及规格) 简图(接头型式、坡口形式和尺寸、焊层/焊道布置及顺序示意图) 接头制备要求: 母材: 材料标准号型号或牌号与 材料标准号型号或牌号相焊 厚度范围:坡口焊角焊 管道直径范围:坡口焊角焊 其他 填充金属 焊接材料标准号 型号 牌号 尺寸 烘干温度/时间 焊缝熔敷金属厚度 其他 焊接位置: 坡口对接焊缝位置 角焊缝位置 焊接方向(向上、向下) 其他 预热: 预热温度 层间温度 后热温度和时间 加热方式及其他 和后热处理: 温度 时间 升温速率 降温速率 其他 气体: 种类(成分)混合配
压力管道焊接工艺规程
格式:pdf
大小:83KB
页数:5P
4.5
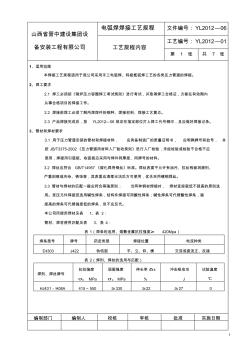
1 山西省晋中建设集团设 备安装工程有限公司 电弧焊焊接工艺规程文件编号:yl2012—06 工艺规程内容 工艺编号:yl2012—01 第1张共7张 1、适用范围 本焊接工艺规程适用于我公司采用手工电弧焊、钨极氩弧焊工艺的各类压力管道的焊接。 2、焊工要求 2.1焊工必须按《锅炉压力容器焊工考试规则》进行考试,并取得焊工合格证,方能在有效期内 从事合格项目的焊接工作。 2.2焊接前焊工必须了解所焊焊件的钢种、焊接材料、焊接工艺要点。 2.3产品焊接完成后,按yl2012—06规定在指定部位打上焊工代号钢印,且应做好焊接记录。 3、管材和焊材要求 3.1用于压力管道安装的管材和焊接材料,应具备制造厂的质量证明书,应明确牌号和批号,并 按jb/t3375-2002《压力管道用材料入厂验收规则》进行入厂检验,未经检验或检验不合格不应 使用,焊接用引弧板、收
印度东气西输工程直径1219mm管道焊接工艺最新文档

压力管道焊接工艺卡
格式:pdf
大小:44KB
页数:2P
4.5
压力管道焊接工艺卡 产品名称制造编号管道类别焊接工艺评定编号焊缝编号第1页 西美中压 管道 gb1hp-1共1页 材料编号20# 材料规格159×4.5 焊接方法gtaw/smaw 焊接 电源 种类直流 极性正接 接头与坡口 型式 对接、双边v型 焊缝位置立焊焊前 预热 加热方式——层间温度—— 温度范围——测温方法—— 焊后 热处 理 种类——保温时间—— 加热方式——冷却方式—— 温度范围——测温方法—— 焊接工艺参数 焊层 焊材 牌号 焊材 直径 (mm) 焊接 电流 (a) 电弧 电压 (v) 焊接速度 (cm/min) 保护气体 流量 (l/min) 1 h08mn 2sia φ2.01101548 2j422φ3.2110217—— 压力管道焊接工艺卡 产品名称
国内外长输管道焊接标准对焊接工艺评定分析初探 国内外长输管道焊接标准对焊接工艺评定分析初探
格式:pdf
大小:95KB
页数:未知
4.4
一、概述目前我国长输管道的焊接标准主要执行sy/t4103-2005,该标准是改进采用的美国石油学会的标准api-1104(1999)版。api-1104标准目前已经更新到2010年版,但对其中主要的部分,即本文所讨论的焊接工艺评定的方法和标准都未做修改。笔者查阅和对比了几个西方工业大国的长输管道焊接标准中关于焊接工艺评定的相关规定,其中

压力管道焊接工艺卡
格式:pdf
大小:378KB
页数:6P
4.6
焊接工艺卡 焊接工艺评定编号pqr-wd-015 焊接部件zq、zd 母材类别ⅲ-2 坡口形式:焊接方法gtaw/smaw 焊接位置管状水平固定(5g) 厚度(mm)δ=9、10、11、13 外径(mm)φ=194、219、273、325 焊条r307 焊丝tig-r30 焊前准备 清除坡口两侧20mm范围内所有油漆、铁 锈等杂质,检查坡口形式及对口情况。 预热层间 温度 (℃) 焊后热处理 加热 方法 加热温度 (℃) 加热 方法 升温速率 (℃/h) 加热温度 (℃) 恒温时间(h) 降温速率 (℃/h) 电加热200-300≯400电加热≯300670-700 δ=9、10、11时0.5h δ=13时0.5h ≯300 保护气体氩气,纯度为99.95%以上,流量为8~9l/min。

管道焊接工艺卡2
格式:pdf
大小:64KB
页数:3P
4.5
江苏鹏华建设工程有限公司 焊接工艺卡 建设单位山东联盟化工股份有限公司 工程名称 山东联盟化工股份有限公司提温换热器改造工程程氨 合成系统 结点简图:焊接过程: 零部件名称提温换热器改造工程编号 60±5° 2-3 技术说明: 1、焊前应将坡口内外两侧20mm范围 内的水、铁锈、油污、积渣和其它有 害杂质清理干净。 2、焊接时应采用氩弧焊打底,电弧焊 填充盖面。 3、在室外焊接风速超过2m/s应设防 风棚,且管子内部一头堵死,防止穿 堂风。 4、引弧时应在坡口内,收弧时弧坑要 填满,多层焊层间接头要错开,操作 时应用短弧焊,每道焊缝应尽量一次 完成。 5、焊缝要与母材圆滑过渡,余高为 0-3mm,每侧增宽1-2mm,且无飞溅、 气孔。 6、每道焊缝施焊完毕后,将焊缝表面 焊渣、飞溅等影响表面质量的清理干 净,并进行外观自检合格。 焊接

管道焊接工艺要求
格式:pdf
大小:2.3MB
页数:12P
4.4
一.钢材及焊接材料 1.焊接前必须查明所焊材料的钢号,以便正确地选用相应的焊接材料和 确定合适的焊接工艺和热处理工艺。 2.钢材必须符合国家标准(或部颁标准、专业技术标准)、进口钢材符 合该国国家标准或合同规定的技术标准。 3.焊接材[焊条、焊丝、钨棒、氩气、氧气、乙炔气(电石)和焊剂]的 质量符合国家标准(或相关标准)。 4.钢材、焊条、焊丝等均应有制造厂的质量合格证。凡无质量合格证或 对其质量有怀疑时,应按批号抽查试验。合格后方可使用。 5.焊条、焊丝的选用,应根据母材的化学成分、机械性能和焊接接头的 抗裂性、碳扩散、焊前预热、焊后热处理以及使用条件综合考虑。 5.1同种钢材焊接时,焊条(焊丝)的选用,一般符合下列要求: 5.1.焊缝金属性能和化学成分与母材相当。 5.2.工艺性能良好。 5.2异种钢材焊接时,焊条(焊丝)的选用,一般符合下列要求: (1)两侧之

PP管道焊接工艺 (2)
格式:pdf
大小:283KB
页数:11P
4.6
周杰\apl酸洗段\kch\field-joint-instruction_pp.doc editor:pat date:03.07.01processinginstruction release:pat dr.troschitz replacesedition dated:-processingoffieldjointsforkeraverinpipelines -pipetypeb(duallaminate)pp/frp- page1of7 内容的桌子 1请求的范围 2定义 3材料和工具 4的制作碾压接缝为了管和适合的有热塑性的班机(焊接) 4.1原野接缝的准备 4.2焊接工作 4.3碾压接缝的 4.3.1树脂的准备 4.3.2碾压建筑 4.3.3技巧 4.3.3.1原野接缝在管和适合的

PP管道焊接工艺 (3)
格式:pdf
大小:275KB
页数:11P
4.5
d:\iknow\docshare\data\cur_work\132424026.doc editor:pat date:03.07.01processinginstruction release:pat dr.troschitz replacesedition dated:-processingoffieldjointsforkeraverinpipelines-pipetypeb(duallaminate)pp/frp- page1of7 内容的桌子 1请求的范围 2定义 3材料和工具 4的制作碾压接缝为了管和适合的有热塑性的班机(焊接) 4.1原野接缝的准备 4.2焊接工作 4.3碾压接缝的 4.3.1树脂的准备 4.3.2碾压建筑 4.3.3技巧 4.3.3.1原野接缝在管和适合的 4.

PP管道焊接工艺
格式:pdf
大小:58KB
页数:10P
4.6
内容的桌子 1请求的范围 2定义 3材料和工具 4的制作碾压接缝为了管和适合的有热塑性的班机(焊接) 4.1原野接缝的准备 4.2焊接工作 4.3碾压接缝的 4.3.1树脂的准备 4.3.2碾压建筑 4.3.3技巧 4.3.3.1原野接缝在管和适合的 4.3.3.2枝 4.3.3.3碾压程序 75工具的清洁的 8 6货架期和贮藏 安全指示 1范围 .这些指示是可适用为了管道类型的过程原野接缝b. 2定义 碾压接缝是碾压治愈在不饱和的聚酯树脂的周围的温度已制成的(向上)或乙烯基酯树脂(ve)和纤 维增援材料为了制造原野接缝和枝在管道类型b之后焊接热塑性的班机的. 3材料和工具 材料为了原野接缝到是使用是表明在有关的包装列表. 4的制作碾压接缝为了管和适合的有热塑性的班机(焊接) ?4.1原野接缝的准备 ?原

压力管道焊接工艺卡1
格式:pdf
大小:69KB
页数:3P
4.4
压力管道焊接工艺卡 (ylgd-101) 工程名称单元名称工艺管道安装 材质tp321规格φ114*16保护气体ar 预热温度/层间温度∠100°c后热温度850-900 热处理温度及时间 焊道/ 焊层 焊接 方法 填充金属焊接电源电弧电压 (v) 焊接速度 (cm/min) 线能量 (kj/cm)牌号直径极性电流(a) 1gtawer321φ2.5正90-11015-175-8/ 2-7smawa132φ3.2正90-13021-246-14/ 焊条(焊剂)烘干参数 焊条(焊剂)牌号烘干温度(°c)烘干时间(h)恒温温度(°c) a1322001100 焊接工艺评定编号: 简图及说明: 65±5 2-3 项目质量保证师:
印度东气西输工程直径1219mm管道焊接工艺相关
文辑推荐
知识推荐
百科推荐

职位:化工工程师助理
擅长专业:土建 安装 装饰 市政 园林


