

小直径钛合金螺纹盲孔的攻丝方法
格式:pdf
大小:230KB
页数:3P
人气 :98
 4.3
4.3
针对我厂生产的某产品钛合金材料小直径盲孔螺纹加工技术问题,通过对钛合金材料加工性能的分析,寻找到问题的症结。对螺纹底径、丝锥结构、丝锥中径尺寸进行反复调整,优化攻丝工艺步骤,形成独有小直径盲孔螺纹攻丝工艺技术。



 钛合金材料小直径螺纹盲孔攻丝技术
钛合金材料小直径螺纹盲孔攻丝技术 钛合金材料小直径螺纹盲孔攻丝技术
某产品管壳零件结构如图1所示,零件局部壁厚不足1.5mm,属典型的薄壁壳体类零件。它用直径φ110mm、长95mm、重4.098kg钛合金棒料,采取消除应力、稳定处理等措施,经30多道工序加工而成,最后一道工序为小直径盲孔攻螺纹(6-m3-6h),螺纹
钛合金球面上盲孔小直径攻螺纹工艺 钛合金球面上盲孔小直径攻螺纹工艺
钛合金属于难加工材料,对于钛合金球面上盲孔小直径攻螺纹更是实际生产中棘手的问题,也是工艺方面的瓶颈。本文通过典型壳体球面上盲孔小直径攻螺纹总结一套有效加工方法,通过实际证明该方法有效地解决了此类结构零件的攻螺纹问题。
编辑推荐下载
螺纹攻丝前钻底孔直径(企业标准)
格式:pdf
大小:160KB
页数:4P
4.6
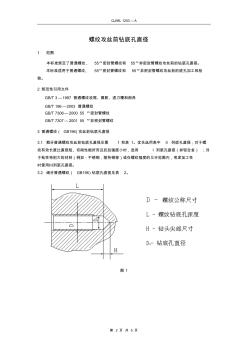
qj/ml1203—a 第2页共5页 螺纹攻丝前钻底孔直径 1范围 本标准规定了普通螺纹、55°密封管螺纹和55°非密封管螺纹攻丝前的钻底孔直径。 本标准适用于普通螺纹、55°密封管螺纹和55°非密封管螺纹攻丝前的底孔加工和检 验。 2规范性引用文件 gb/t3—1997普通螺纹收尾、肩距、退刀槽和倒角 gb/t196—2003普通螺纹 gb/t7306—200055°密封管螺纹 gb/t7307—200155°非密封管螺纹 3普通螺纹(gb196)攻丝前钻底孔直径 3.1粗牙普通螺纹攻丝前钻底孔直径见图1和表1。优先选用表中ii列底孔直径;对于螺 纹有效长度比直径短、切削性能好而且抗拉强度小时,选用i列底孔直径(如轻合金);对 于粘性特别大的材料(例如:不锈钢,耐热钢等)或在螺纹强度的允许范围内,考虑加工性
不锈钢和钛合金攻丝方法研究 不锈钢和钛合金攻丝方法研究
格式:pdf
大小:324KB
页数:2P
4.7
针对不锈钢和钛合金材料在攻丝时的难题,如何在实际加工中选取合理的攻丝条件。我们首先分析两种材料的加工特性,又从丝锥材料、切削速度、切削液三方面说明了对不锈钢和钛合金材料攻丝加工时的影响和选取方法。
小直径钛合金螺纹盲孔攻丝方法热门文档
钛合金材料小螺孔攻丝的工艺分析及应用 钛合金材料小螺孔攻丝的工艺分析及应用
格式:pdf
大小:142KB
页数:2P
4.3
针对产品加工需求,叙述了钛合金的性能特点,同时分析了影响钛合金小螺孔攻丝加工的主要因素,并提出改进钛合金攻丝加工的工艺参数和相应措施。
螺纹攻丝底孔对照表
格式:pdf
大小:14KB
页数:1P
4.7
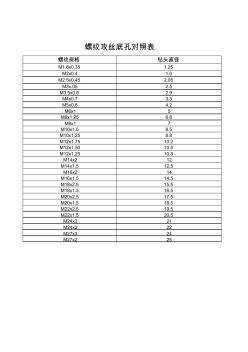
螺纹规格钻头直径 m1.6x0.351.25 m2x0.41.6 m2.5x0.452.05 m3x.052.5 m3.5x0.62.9 m4x0.73.3 m5x0.84.2 m6x15 m8x1.256.8 m8x17 m10x1.58.5 m10x1.258.8 m12x1.7510.2 m12x1.5010.5 m12x1.2510.8 m14x212 m14x1.512.5 m16x214 m16x1.514.5 m18x2.515.5 m18x1.516.5 m20x2.517.5 m20x1.518.5 m22x2.519.5 m22x1.520.5 m24x321 m24x222 m27x324 m27x225 螺纹攻丝底孔对照表
简易攻丝圈内螺纹装置 简易攻丝圈内螺纹装置
格式:pdf
大小:199KB
页数:1P
4.3
丝圈外螺纹加工完后,当攻内螺纹时,由于丝圈壁厚较薄,装夹时,丝圈容易变形,导致丝锥无法攻内螺纹,严重的甚至造成丝圈报废,因此,设计了攻丝圈内螺纹装置,如图1所示。本装置由上、下铁板组成,通过4个螺栓固定夹紧,把要加工内螺纹的丝圈拧入上板,丝圈靠在下板上,用丝锥攻丝圈内螺纹。上板螺纹尺
小直径钛合金螺纹盲孔攻丝方法精华文档
攻螺纹前底孔直径
格式:pdf
大小:47KB
页数:2P
4.5
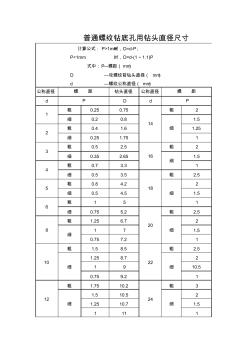
公称直径钻头直径公称直径 ddd 粗0.250.75粗2 细0.20.81.5 粗0.41.61.25 细0.251.751 粗0.52.5粗2 细0.352.651.5 粗0.73.31 细0.53.5粗2.5 粗0.84.22 细0.54.51.5 粗151 细0.755.2粗2.5 粗1.256.72 171.5 0.757.21 粗1.58.5粗2.5 1.258.72 1910.5 0.759.21 粗1.7510.2粗3 1.510.52 1.2510.71.5 1111 普通螺纹钻底孔用钻头直径尺寸 式中:p—螺距(mm) 计算公式:p>1mm时,d=d-p
粗牙螺纹螺钉的拧入深度攻丝深度和钻孔深度(钢和青铜)
格式:pdf
大小:51KB
页数:3P
4.7
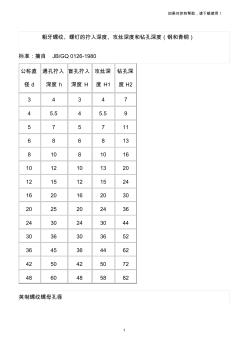
如果对你有帮助,请下载使用! 1 粗牙螺纹、螺钉的拧入深度、攻丝深度和钻孔深度(钢和青铜) 标准:摘自jb/gq0126-1980 公称直 径d 通孔拧入 深度h 盲孔拧入 深度h 攻丝深 度h1 钻孔深 度h2 34347 45.545.59 575711 686813 81081016 1012101320 1215121524 1620162030 2025202436 2430243044 3036303652 3645364462 4250425072 4860485882 英制螺纹螺母孔径 如果对你有帮助,请下载使用! 2 英制螺 纹 圆拄管 螺纹 螺纹直径 (英寸) 每英寸牙 数 钻头直径(毫

粗牙螺纹、螺钉的拧入深度、攻丝深度和钻孔深度(钢和青铜)
格式:pdf
大小:142KB
页数:3P
4.4
http://www.***.***海鑫工业设备(中国)有限公司 http://www.***.***海鑫工业设备(中国)有限公司 1 粗牙螺纹、螺钉的拧入深度、攻丝深度和钻孔深度(钢和青铜) 标准:摘自jb/gq0126-1980 公称直 径d 通孔拧入 深度h 盲孔拧入 深度h 攻丝深 度h1 钻孔深 度h2 34347 45.545.59 575711 686813 81081016 1012101320 1215121524 1620162030 2025202436 2430243044 http://www.***.***海鑫工业设备(中国)有限公司 http://www.hichinegro
航空领域钛合金内螺纹用丝锥的设计 航空领域钛合金内螺纹用丝锥的设计
格式:pdf
大小:921KB
页数:3P
4.8
钛合金已成为航空工业最重要的工程材料之一,获得了越来越广泛的应用。但是,钛合金又是一种典型的难加工材料,切削性能比较差,而在钛合金材料上,用丝锥攻制内螺纹尤其困难,需要进行优化设计。
较大直径内螺纹孔的加工方法探讨 较大直径内螺纹孔的加工方法探讨
格式:pdf
大小:42KB
页数:1P
4.8
针对f泵机架上的大直径内螺纹孔加工中存在的问题,分析原因,结合公司现有的设备,采用了内容屑丝锥以及新的丝锥卡头。新丝锥以及丝锥卡头经过现场验证完全可以达到使用要求,并提高了加工质量和效率。
小直径钛合金螺纹盲孔攻丝方法最新文档
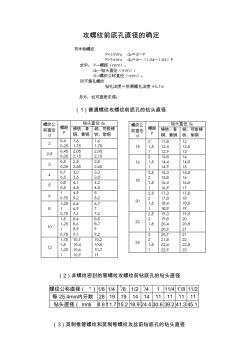
攻螺纹前底孔直径的确定
格式:pdf
大小:117KB
页数:2P
4.5
攻螺纹前底孔直径的确定 (1)普通螺纹攻螺纹前底孔的钻头直径 (2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径 螺纹公称直径(")1/81/43/81/23/4111/413/811/2 每25.4mm内牙数281919141411111111 钻头直径(mm)8.811.715.218.924.430.639.241.345.1 (3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径 英制锥管螺纹英制锥螺纹 公称直径 (") 每25.4mm 内牙数 钻头直径 (mm) 公称直径 (") 每25.4mm 内牙数 钻头直径 (mm) 1/8288.41/8278.6 1/41911.21/41811.1 3/81914.73/81814.5 1/21418.31/21417.

攻螺纹前底孔直径的确定 (2)
格式:pdf
大小:121KB
页数:2P
4.6
攻螺纹前底孔直径的确定 (1)普通螺纹攻螺纹前底孔的钻头直径 (2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径 螺纹公称直径(")1/81/43/81/23/4111/413/811/2 每25.4mm内牙数281919141411111111 钻头直径(mm)8.811.715.218.924.430.639.241.345.1 (3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径 英制锥管螺纹英制锥螺纹 公称直径 (") 每25.4mm 内牙数 钻头直径 (mm) 公称直径 (") 每25.4mm 内牙数 钻头直径 (mm) 1/8288.41/8278.6 1/41911.21/41811.1 3/81914.73/81814.5 1/21418.31/21417
普通丝锥攻螺纹的方法及问题处理 普通丝锥攻螺纹的方法及问题处理
格式:pdf
大小:87KB
页数:2P
4.7
螺纹是机械零件上最常见的结构,用丝锥攻螺纹也是使用比较普遍的加工方法。在机电类专业的学生实训中,用普遍丝锥攻螺纹是实训项目之一。就实训中用普通丝锥攻螺纹的方法及出现的问题进行探讨。
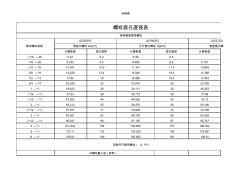
螺纹底孔直径表
格式:pdf
大小:95KB
页数:8P
4.7
连接板 计算数值底孔直径计算数值底孔直径计算数值 1/16‐286.236.26.496.5- 1/8‐288.2358.28.4958.58.191 1/4‐1910.94110.911.34111.410.945 3/8‐1914.42814.414.84614.914.388 1/2‐1417.951818.48918.517.943 3/4‐1423.3492323.9752423.305 1‐1119.4232930.1113029.353 11/4‐1137.943838.7723937.89 11/2‐1143.8334444.5654543.72 2‐1155.4125556.4765655.406 21/2‐1170.7017172

螺纹底孔直径
格式:pdf
大小:841KB
页数:10P
4.7
螺纹底孔直径 一、螺纹底孔直径计算式 螺纹底孔直径可参照表1、表2的公式计算,也可查表3至表 11。 表1加工米制普通螺纹底孔钻头直径d的计算公式 适用范围 1 d=d–t 式中d:螺纹的公称直径 t:螺距 (1)螺距t<1; (2)工件材料塑性较大; (3)孔扩张量适中。 2d=d–(1.04~1.08)t (1)螺距t<1; (2)工件材料塑性较小; (3)孔扩张量较小。 表2加工英制螺纹底孔钻头直径的计算公式 (mm) 螺纹公称直径 (英寸) 铸铁与青铜钢与黄铜 3/16"~5/8"d=25.4·(d-1/n)d=25.4·(d-1/n)+0.1 3/4"~11/2"d=25.4·(d-1/n)d=25.4·(d-1/n)+0.2 注:n—
盲孔内螺纹攻丝防断装置 盲孔内螺纹攻丝防断装置
格式:pdf
大小:102KB
页数:未知
4.5
常见的内螺纹攻丝通常都是通孔,但也有相当数量的内螺纹工件是盲孔形式,因此在攻制内螺纹是盲孔的时候螺纹深度是很难控制的。攻浅了螺纹的深度没有达到要求的基本尺寸,满足不了工件的实际使用功能;当攻深丝锥到达孔底时,由于轴向阻力的增加,易造成丝锥打牙甚至折断现象,故盲孔的攻丝要比通孔攻丝难度大的多。笔者曾经在《紧固件技术》2005年第一期上介绍了两种丝锥保护装置“摩擦式丝锥保护装置”和“弹性环式保护装置”。
简易仪表车床套螺纹攻丝机构 简易仪表车床套螺纹攻丝机构
格式:pdf
大小:160KB
页数:未知
4.7
无丝杠传动式仪表车床加工螺纹,一般采用铰板、丝锥(手持或固定)来进行,无法控制长度尺寸及加工精度.我们根据多年仪表车床加工经验,设计了一套简易机构.
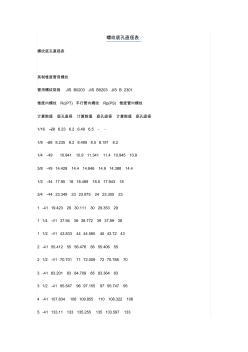
螺纹底孔直径标准
格式:pdf
大小:38KB
页数:4P
4.4
螺纹底孔直径表 螺纹底孔直径表 英制锥度管用螺纹 管用螺纹规格jisb0203jisb0203jisb2301 锥度内螺纹rc(pt)平行管内螺纹rp(ps)锥度管内螺纹 计算数值底孔直径计算数值底孔直径计算数值底孔直径 1/16‐286.236.26.496.5-- 1/8‐288.2358.28.4958.58.1918.2 1/4‐1910.94110.911.34111.410.94510.9 3/8‐1914.42814.414.84614.914.38814.4 1/2‐1417.951818.48918.517.94318 3/4‐1423.3492323.9752423.30523 1‐1119.4232930.1113029.353
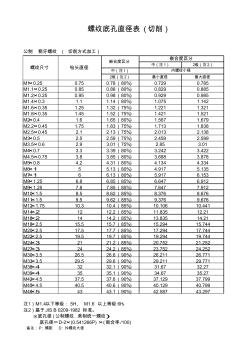
螺纹底孔直径表
格式:pdf
大小:26KB
页数:2P
4.6
公制粗牙螺纹(切削方式加工) 中(注1)2级(注2) 中(注1) 2级(注2)最小直径最大直径 m1×0.250.750.78(80%)0.7290.785 m1.1×0.250.850.88(80%)0.8290.885 m1.2×0.250.950.98(80%)0.9290.985 m1.4×0.31.11.14(80%)1.0751.142 m1.6×0.351.251.32(75%)1.2211.321 m1.8×0.351.451.52(75%)1.4211.521 m2×0.41.61.65(80%)1.5671.679 m2.2×0.451.751.83(75%)1.7131.838 m2.5×0.452.12.13(75%)2.0132.138 m3×0.52.52.
小直径钛合金螺纹盲孔攻丝方法相关
文辑推荐
知识推荐
百科推荐


职位:造价部长
擅长专业:土建 安装 装饰 市政 园林


