

下支臂零件机械加工工艺过程卡片及工序卡
格式:pdf
大小:891KB
页数:14P
人气 :96
 4.8
4.8
12机自 FH1 机械加工工艺过程卡片 产品型号 零件图号 XZB-01 产品名称 零件名称 下支臂零件 共 2 页 第 1 页 材 料 牌 号 HT200 毛 坯 种 类 铸件 毛坯外形尺寸 170×171×312 每毛坯件数 1 每 台 件 数 1 备 注 工序号 工序 名称 工 序 内 容 车 间 工 段 设 备 工 艺 装 备 工 时 准终 单件 1 φ 24×4 下端面 加工 粗铣φ24×4 下端面 机加工 Chiron FZ 12KW 专用夹具,端铣刀,游标卡尺 1.37mi n 1.01mi n 2 φ 10×4 孔加工 钻,扩,铰φ10×4 孔 机加工 Chiron FZ 12KW 专用夹具,麻花钻,铰刀,游标卡尺 3 φ 24×4 上端面 加工 精铣 φ24×4 上端面 机加工 Chiron FZ 12KW 专用夹具,端铣刀,游标卡尺 1.37mi n 1.01



机械加工工艺过程卡片及工序卡片
职业技术师范学院机械加工工艺过程卡片 产品型号hk-kih201455零件图号4059资料编号227 产品名称分度齿盘零件名称分度齿盘座共1页第1页 材料牌号405514毛坯种类45钢毛坯外形尺寸φ250*60mm每毛坯件数1每台件数 工 序 号 工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1粗铣两端面1立式铣床立式铣床、专用夹具 2粗精铣顶面、底面、内阶梯面、外阶梯端面2数控铣床数控铣床、专用夹具 3粗镗内环6-φ35通孔、10-m6均布孔、6-m6-7h均布孔1坐标镗床卧式镗床、专用夹具 4钻顶面2-φ8锥销孔1摇臂钻床摇臂钻床、专用夹具 5攻内外阶梯面10-m6均布孔、6-m6-7h均布孔、4-m6-7h孔螺
机械加工工序卡片工艺过程卡片
.... 学习.参考 机械加工工序卡片 底图号 装订号 描校 描图 湖州师范 学院 机械加工工艺卡片 产品型号零部件图号 产品名称连接座零部件名称连接座共9页第1页 车间工序号工序名材料牌号 1粗铣端面ht200 毛坯种类 毛坯外 形尺寸 每毛坯可 制件数 每台件数 铸件11 设备名称设备型号设备编号同时加工件数 立式铣床xa50321 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时 准终单件 015s 工 步 号 工步内容工艺装备 主轴 速度 r/min 切削 速度 m/min 进给 量 mm/r 背吃 刀量 mm 进给 次数 工步工时 机动辅助 1 粗铣左端面 mmra6.3um 端铣刀 游标卡尺 10449.10.81.5115.6s2.34s 2 粗铣法兰
编辑推荐下载
机械加工工序卡片工艺过程卡片
格式:pdf
大小:347KB
页数:10P
4.5
______________________________________________________________________________________________________________ 精品资料 机械加工工序卡片 底图号 装订号 描校 描图 湖州师范 学院 机械加工工艺卡片 产品型号零部件图号 产品名称连接座零部件名称连接座共9页第1页 车间工序号工序名材料牌号 1粗铣端面ht200 毛坯种类 毛坯外 形尺寸 每毛坯可 制件数 每台件数 铸件11 设备名称设备型号设备编号同时加工件数 立式铣床xa50321 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时 准终单件 015s 工 步 号 工步内容工艺装备 主轴 速度 r/min 切削 速度 m/min 进给 量 m

机械加工工艺过程卡片..
格式:pdf
大小:771KB
页数:19P
4.5
机械加工工艺过程卡片 产品名称填料箱盖零(部)件名称填料箱盖共(1)页第(1)页 材料牌号ht200毛坯种类铸件毛坯外型尺寸每毛坯可制件数1每台件数1备注 工序号工序名称工序内容车间工段设备工艺装备 工步工时 备料锻造毛坯锻造 1车车削端面外圆金工c620-1车床车刀,游标卡尺,三爪卡盘 2车 粗车φ65,φ80,φ75,φ100外 圆以及槽和倒角 金工c620-1车床车刀,游标卡尺,三爪卡盘 3扩 钻扩φ32mm,以及φ47mm孔,z3025 摇臂钻床 金工 z3025摇臂 钻床 麻花钻,内径千分尺,专用卡具 4钻钻6-φ13.5,2-m10-6h,孔深24金工 z3025摇臂 钻床 麻花钻,内径千分尺,专用卡具 5车精车φ65的外圆及φ80相接的端面金工c620-1车床
下支臂零件机械加工工艺过程卡片及工序卡热门文档
机械加工工艺过程卡片(2)
格式:pdf
大小:758KB
页数:13P
4.5
欢迎共阅 机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称箱体共页第页 材料牌号毛坯种类毛坯外形尺寸250×150×160每毛坯件数1每台件数备注 工 序 号 工序 名称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1车端面(1)车左端面;(2)掉头车右端面车床三抓卡盘 2 车外圆、 倒角 (1)车左端外圆;(2)倒角;(3)车右端外圆;(4) 倒角 车床三抓卡盘 3钻孔钻孔车床三抓卡盘 4镗孔镗孔车床三抓卡盘 5铣边铣边铣床卡盘 6 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 欢迎共阅 机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称大齿轮共页第页 材料牌号毛坯种类毛坯外形尺寸φ
机械加工工艺过程卡片(连杆) (2)
格式:pdf
大小:58KB
页数:3P
4.3
重庆理工大学机械加工工艺过程卡片 产品型号4125a产品型号共3页 产品名称柴油发动机零件名称连杆第页 材料牌号45钢毛坯种类锻件毛坯外型尺寸每毛坯件数1每台件数4备注 工序 号 工序 名称工序内容车间工段设备工艺装备 工时 准终单件 05铣粗铣、精铣连杆大小头两端面机加四轴龙门铣床专用夹具 10铣铣连杆大头定位凸台和连杆小头凸台机加龙门铣床专用夹具 15切自连杆上切下连杆盖机加专用卧式铣床 20锪锪连杆盖上装螺母的凸台机加立式转床 25磨磨连杆大头部分剖分平面机加平面磨床 30扩粗扩、半精扩连杆大头孔φ89机加四轴式立式组合钻床 35 钻、扩、 铰 钻、扩、铰连杆两个螺栓孔机加十轴立式组合钻床 40锪、扩锪连杆装螺栓头部的凸台,扩连杆螺栓孔机加立式
机械加工工艺过程卡片..
格式:pdf
大小:767KB
页数:18P
4.4
机械加工工艺过程卡片 产品名称填料箱盖零(部)件名称填料箱盖共(1)页第(1)页 材料牌号ht200毛坯种类铸件毛坯外型尺寸每毛坯可制件数1每台件数1备注 工序号工序名称工序内容车间工段设备工艺装备 工步工时 备料锻造毛坯锻造 1车车削端面外圆金工c620-1车床车刀,游标卡尺,三爪卡盘 2车 粗车φ65,φ80,φ75,φ100外 圆以及槽和倒角 金工c620-1车床车刀,游标卡尺,三爪卡盘 3扩 钻扩φ32mm,以及φ47mm孔,z3025 摇臂钻床 金工 z3025摇臂 钻床 麻花钻,内径千分尺,专用卡具 4钻钻6-φ13.5,2-m10-6h,孔深24金工 z3025摇臂 钻床 麻花钻,内径千分尺,专用卡具 5车精车φ65的外圆及φ80相接的端面金工c620-1车床
机械加工工艺过程卡片
格式:pdf
大小:408KB
页数:13P
4.7
机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称箱体共页第页 材料牌号毛坯种类毛坯外形尺寸250×150×160每毛坯件数1每台件数备注 工 序 号 工序 名称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1车端面(1)车左端面;(2)掉头车右端面车床三抓卡盘 2 车外圆、 倒角 (1)车左端外圆;(2)倒角;(3)车右端外圆;(4)倒 角 车床三抓卡盘 3钻孔钻孔车床三抓卡盘 4镗孔镗孔车床三抓卡盘 5铣边铣边铣床卡盘 6 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称大齿轮共页第页 材料牌号毛坯种类毛坯外形尺寸φ115×40每毛坯件数每

机械加工工艺过程卡片(连杆) (3)
格式:pdf
大小:58KB
页数:3P
4.4
重庆理工大学机械加工工艺过程卡片 产品型号4125a产品型号共3页 产品名称柴油发动机零件名称连杆第页 材料牌号45钢毛坯种类锻件毛坯外型尺寸每毛坯件数1每台件数4备注 工序 号 工序 名称工序内容车间工段设备工艺装备 工时 准终单件 05铣粗铣、精铣连杆大小头两端面机加四轴龙门铣床专用夹具 10铣铣连杆大头定位凸台和连杆小头凸台机加龙门铣床专用夹具 15切自连杆上切下连杆盖机加专用卧式铣床 20锪锪连杆盖上装螺母的凸台机加立式转床 25磨磨连杆大头部分剖分平面机加平面磨床 30扩粗扩、半精扩连杆大头孔φ89机加四轴式立式组合钻床 35 钻、扩、 铰 钻、扩、铰连杆两个螺栓孔机加十轴立式组合钻床 40锪、扩锪连杆装螺栓头部的凸台,扩连杆螺栓孔机加立式
下支臂零件机械加工工艺过程卡片及工序卡精华文档
机械加工工艺过程卡片(3)
格式:pdf
大小:758KB
页数:13P
4.5
欢迎共阅 机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称箱体共页第页 材料牌号毛坯种类毛坯外形尺寸250×150×160每毛坯件数1每台件数备注 工 序 号 工序 名称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1车端面(1)车左端面;(2)掉头车右端面车床三抓卡盘 2 车外圆、 倒角 (1)车左端外圆;(2)倒角;(3)车右端外圆;(4) 倒角 车床三抓卡盘 3钻孔钻孔车床三抓卡盘 4镗孔镗孔车床三抓卡盘 5铣边铣边铣床卡盘 6 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 欢迎共阅 机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称大齿轮共页第页 材料牌号毛坯种类毛坯外形尺寸φ
机械加工工艺过程卡片(连杆)
格式:pdf
大小:58KB
页数:3P
4.7
重庆理工大学机械加工工艺过程卡片 产品型号4125a产品型号共3页 产品名称柴油发动机零件名称连杆第页 材料牌号45钢毛坯种类锻件毛坯外型尺寸每毛坯件数1每台件数4备注 工序 号 工序 名称工序内容车间工段设备工艺装备 工时 准终单件 05铣粗铣、精铣连杆大小头两端面机加四轴龙门铣床专用夹具 10铣铣连杆大头定位凸台和连杆小头凸台机加龙门铣床专用夹具 15切自连杆上切下连杆盖机加专用卧式铣床 20锪锪连杆盖上装螺母的凸台机加立式转床 25磨磨连杆大头部分剖分平面机加平面磨床 30扩粗扩、半精扩连杆大头孔φ89机加四轴式立式组合钻床 35 钻、扩、 铰 钻、扩、铰连杆两个螺栓孔机加十轴立式组合钻床 40锪、扩锪连杆装螺栓头部的凸台,扩连杆螺栓孔机加立式
机械加工工艺过程卡片
格式:pdf
大小:68KB
页数:4P
4.4
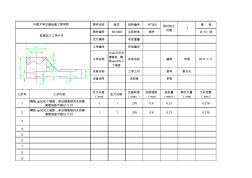
机械加工工艺过程卡片 产品型号零件图号 产品名称旋耕机零件名称犁刀变速齿轮箱体共2页第1页 材料牌号ht200毛坯种类铸件毛坯外形尺寸177×168×150每毛坯件数1每台件数1备注 工 序 号 工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 铸造铸 时效热 涂底漆表 10铣粗铣n面金工x52k专用铣夹具 20钻钻扩较孔2—?10f9至2-?9f9,孔口倒角1×45 °, 钻孔4—?13金工z3025专用钻夹具51.30.9 30铣粗铣r面及q面金工组合机床专用铣夹具 40铣铣凸台面金工x52k专用铣夹具 50镗粗镗孔2—?80,孔口倒角1×45 ° 金工组合机床专用镗夹具 60铣精铣
机械加工工艺卡片
格式:pdf
大小:60KB
页数:3P
4.6
机械加工工艺过程卡片 产品型号零件图号 产品名称蜗轮滚刀零件名称共1页第1页 材料牌号毛坯种类锻件毛坯外形尺寸165×35毛坯件数1每台件数1备注 工 序 号 工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 0锻锻造 锻 造 锻床 10车车端面,打中心孔,粗车外圆直径φ18 机 加 ca6140通用车床夹具,端面外圆车刀,0.05/150 游标卡尺 20车 车端面到尺寸160,打中心孔,粗车外圆直径φ31,粗车外 圆直径φ14.5 机 加 ca6140通用车床夹具,端面外圆车刀,0.05/150 游标卡尺 30车 精车直径φ14、精车锥度7:24、精车外圆锥度40°、切槽, 精车刀轴直径至φ30.5 机 加 ca6140 车床专用夹具,外圆车刀,切槽
机械加工工艺规程卡片
格式:pdf
大小:616KB
页数:9P
4.5
机械加工工艺过程卡片 机械加工工艺过程卡片 产品型号零件图号 产品名称犁刀变速齿轮箱体零件名称共1页第1页 材料牌号ht200毛坯种类铸件毛坯外型尺寸177mm×168mm×150mm每毛坯可制作件数1每台件数1备注 工序号工序名称工序内容车间工段设备工艺装备 工时 准终单件 1铸造铸 2人工时效热 3涂底漆表 4粗铣n面金工th5650专用铣夹具 5钻4-φ13mm底孔钻扩铰2-φ10f9孔至2-φ9f9,孔口倒角1×45°金工th5650专用钻模板 6粗铣r面及q面金工th5650专用铣夹具 7粗镗2-φ80mm孔,孔口倒角1×45°金工t4680专用镗模 8铣凸台面金工th5650专用铣夹具 9打φ20底孔,扩铰s-φ30h9孔,钻m-6螺纹孔
下支臂零件机械加工工艺过程卡片及工序卡最新文档
机械加工工序卡片
格式:pdf
大小:657KB
页数:14P
4.8
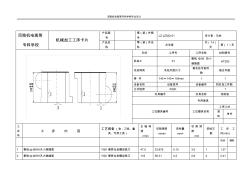
河南机电高等专科学校毕业设计 河南机电高等 专科学校 机械加工工序卡片 产品型 号 零(部)件图 号 lz-jz032-01设计者:马帅 产品名 称 零(部)件名 称 左支座 共(14) 页 第(1)页 车间工序号工序名称材料牌号 机加工01 粗铣φ80的小 端端面 ht200 毛坯种类毛坯外型尺寸 每毛坯可制件 数 每台件数 铸件140×140×104mm11 设备名称设备型号设备编号同时加工件数 立式铣床x52k1 夹具编号夹具名称切削液 专用家具 工位器具编号工位器具名称 工序工时 准 终 单件 工 步 号 工步内容 工艺装备(含:刀具、量 具、专用工具) 主轴转 速 r/min 切削速度 m/min 进给量 mm/r 切削深 度 mm 进给次 数 工步工 时(min) 机动辅助 1粗铣ф80h9
机械加工工序卡片 (2)
格式:pdf
大小:243KB
页数:7P
4.4
机械加工工序卡片 产品型号零件图号 产品名称联轴器零件名称联轴器共7页第1页 车间工序号工序名材料牌号 金工3车ht200 毛坯种类毛坯外形尺寸每坯可制件数每台件数 铸造11 设备名称设备型号设备编号同时加工件数 卧式车床ca61401 夹具编号夹具名称切削液 专用夹具 工位器具编号工位器具名称 工序工时 准终单件 工 步 号 工步内容工艺装备 主轴 转速 r/min 切削 速度 m/min 进给量 mm/r 背吃 刀量 mm 进给 次数 工步工时 描图机动辅助 1以?55mm处外圆及其端面定位,粗车 半精车外圆?110mm及端面 专用夹具,高速钢刀具,游 标卡尺 220243151 描校 底图号 装订号 设计 (日期) 审核 (日期) 标准化 (日期) 会
机械加工工序卡片-6
格式:pdf
大小:41KB
页数:2P
4.4
零件名称拨叉材料编号ht200第张 零件编号831008毛坯种类铸件共10张 生产编号毛坯重量 工序编号夹具编号 工序名称 以φ20孔为 精基准,精 铣φ50孔上 下端面 夹具名称编制刘煜2011-1-11 设备名称工序工时指导黄长礼 设备型号冷却液审核 工步号工步内容 走刀长度 (mm) 走刀次数 主轴转速 (r/min) 切削速度 (m/s) 进给量 (mm/r) 背吃刀量 (mm) 工时定额 (min) 1精铣φ50孔下端面,保证端面相对孔的垂 直度误差不超过0.07 112350.60.210.216 2 精铣φ50孔上端面,保证端面相对孔的垂 直度误差不超过0.07112350.60.210.216 3 4 5 6 7 8 9 中南大学交通运输工程学院同时加工 件数 1 机械加工工序卡片 零件名称

油阀座机械加工工艺过程卡片
格式:pdf
大小:502KB
页数:10P
4.7
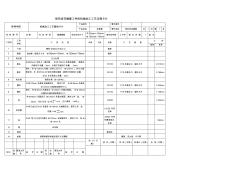
中北大学机械加工工艺过程卡片 产品型号零件图号 产品名称油阀座零件名称油阀座共10页第1页 材料牌号zg45毛坯种类铸铁毛坯外形尺寸每毛坯件数1每台件数备注 工 序 号 工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 01铸造 10车粗车右端面,半精车右端面。粗车及半精车外圆φ63ca6140三爪自定心卡盘 20车粗车,半精车左端面,倒角ca6140三爪自定心卡盘 30钻钻φ22孔,倒角、攻螺纹ca6140三爪自定心卡盘 40镗扩孔φ24.5,粗镗退刀槽,精镗孔φ24.5ca6140三爪自定心卡盘 50钻钻φ3,φ5,φ2孔z5125夹具1钻模 60铣粗铣,半精铣上表面yb-211夹具2 70钻钻φ10.5孔,扩φ16孔,
矩形齿花键套机械加工工艺过程卡片
格式:pdf
大小:1.2MB
页数:10P
4.3
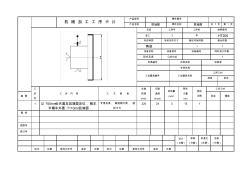
矩形齿花键套工件的机械加工工艺过程卡片 蚌埠学院机械加工工艺路线卡片 产品型号零件图号1 产品名称变速箱零件名称矩形齿花键套共1页第1页 材料牌号45钢毛坯种类普通模锻毛坯外形尺寸 φ5059mmmm φ12518mmmm 每毛坯件数2万件每台件数1备注 工序号 工名 序称 工序内容车间工段设备工艺装备 工时 准终单件 1下料棒料φ80mm×90mm锯床 2锻造自由锻,锻造尺寸为φ5061mmmm、φ12518mmmm锻床 3热处理正火处理 4粗车 夹φ45mm毛坯上一端外圆,车φ120mm外圆及端面,直径方 向留加工余量3mm,长度方向留加工余量3mm。 c6132p10外圆车刀、游标卡尺2.013min 5粗车 倒头,夹φ120m
![左支座机械加工工序卡片[14张]](https://files.zjtcn.com/group1/M00/44/F2/CgoBZ2AfMj-ABhhLAAAhDyMs-MU621.jpg)
左支座机械加工工序卡片[14张]
格式:pdf
大小:656KB
页数:14P
4.5
辽宁工程技术大学课程设计 辽宁工程技术 大学 机械加工工序卡片 产品型 号 零(部)件图 号 lz-jz032-01设计者:贾文博 产品名 称 零(部)件名 称 左支座 共(14) 页 第(1)页 车间工序号工序名称材料牌号 机加工01 粗铣φ80的小 端端面 ht200 毛坯种类毛坯外型尺寸 每毛坯可制件 数 每台件数 铸件140×140×104mm11 设备名称设备型号设备编号同时加工件数 立式铣床x52k1 夹具编号夹具名称切削液 专用家具 工位器具编号工位器具名称 工序工时 准 终 单件 工 步 号 工步内容 工艺装备(含:刀具、量 具、专用工具) 主轴转 速 r/min 切削速度 m/min 进给量 mm/r 切削深 度 mm 进给次 数 工步工 时(min) 机动辅助 1粗铣ф80h9孔小端
截止阀产品零件加工工艺过程卡片
格式:pdf
大小:217KB
页数:8P
4.8
毛坯种类 件数 金工车工 金工车工 金工焊工 金工车工 装配钳工 装配钳工 金工辅助工 金工辅助工 金工辅助工 年月日年月日 毛坯种类 产品零件加工工艺过程卡片 审 核 批 准 更改 记录 工序 编号 工序名称及内容 设备名称 及型号 材 料 材 料 产品零件加工工艺过程卡片 校 对 编 制 零 件 车间 江苏理想阀门有限公司 产 品 产 品 编号第1页 200j41h-16c共1页 名称:截止阀名称:阀盖铸钢名称牌号:wcb下料规格: 年月日年月日年月日 会 签 90清除各处毛刺、涂油清洗入库 80打磨通道打磨头 70研磨密封面手轮钻研磨头砂布 60打一二头法兰孔12-φ23均布至图视要 求 钻床钻模钻头卡尺 50打中头法兰孔φ17.7

 机械加工工艺对零件加工精度的影响分析
机械加工工艺对零件加工精度的影响分析 机械加工工艺对零件加工精度的影响分析
格式:pdf
大小:2.2MB
页数:1P
4.7
随着现代工业技术的发展,我国的机械制造行业面临着新的挑战和机遇.零件加工的精度对机械整体性能有着重要的影响,机械加工工艺中的零件加工是一项精细工作,在加工过程中对整体工艺造成重要的影响,本文就零件加工工艺对零件加工精度造成的影响进行探讨.
机械加工工艺对零件加工精度的影响分析 机械加工工艺对零件加工精度的影响分析
格式:pdf
大小:1.1MB
页数:1P
4.6
文章主要基于社会逐渐趋向现代化发展的当前背景下,就机械加工工艺对零件加工精度的影响进行相关论述,旨在切实提升机械加工精度,以期为相关工作人员提供帮助。
下支臂零件机械加工工艺过程卡片及工序卡相关
文辑推荐
知识推荐
百科推荐


职位:总工程师
擅长专业:土建 安装 装饰 市政 园林


