

新型针状硬质合金-金刚石复合型钻头
格式:pdf
大小:731KB
页数:4P
人气 :84
 4.4
4.4
介绍了针状硬质合金-金刚石复合型钻头的设计与制造工艺以及在孕镶针状硬质合金钻头基础上复合金刚石的研究方法。对针状硬质合金规格、性能以及排列方式提出了有实用价值的设计,并对金刚石的品级、浓度、粒度及钻头的烧结工艺进行了较深入的试验研究。生产性试验表明,该类型钻头对于钻进硬而破碎地层、软硬夹层以及卵砾石地层均具有很好的使用效果。



 金刚石-硬质合金复合齿钻头在卵砾石地层中的应用
金刚石-硬质合金复合齿钻头在卵砾石地层中的应用 金刚石-硬质合金复合齿钻头在卵砾石地层中的应用
研制的人造金刚石单晶与wc-co硬质合金复合球齿钻头,具有高耐磨性、高硬度、高冲击韧性,其超硬复合部分在钻进大硬度的卵砾石地层时,能象孕镶金刚石钻头那样切削岩石。野外钻进试验表明,复合齿钻头和普通合金钻头相比,回次进尺提高1倍以上,小时效率提高1.5倍以上,平均寿命增加2.5倍以上,而每m进尺钻头成本降低了35%。
金刚石和硬质合金复合堆焊在钢齿钻头齿面强化中的应用 金刚石和硬质合金复合堆焊在钢齿钻头齿面强化中的应用
本文针对目前用于钢齿牙轮钻头齿面强化的国产硬质合金抗冲击能力差、耐磨性不足等问题,以钢齿牙轮钻头基体材料20ni4mo作为试验用材,选用具有良好耐磨性能的球形硬质合金和金刚石作为齿面强化材料,采用氧乙炔堆焊工艺完成了钻头基体材料的表面强化研究,从而提高钻头基体材料的表面耐磨性和抗冲击能力。通过模拟钢齿牙轮钻头工作环境,用冲击磨料磨损试验实现对基体材料表面堆焊层的耐磨性检验,为钢齿钻头齿面强化探索一条更为有效的新途径。
编辑推荐下载
钢结硬质合金型胎体性能及其热压金刚石钻头研究 钢结硬质合金型胎体性能及其热压金刚石钻头研究
格式:pdf
大小:387KB
页数:5P
4.5
针对在硬而致密岩石中钻进时效低的难题,本文分析了碳化钨基热压钻头的金刚石出刃与岩石研磨性等岩性之间的内在联系,认为钻头的胎体成分及其性能是关键,硬而带脆性的胎体性能有利于金刚石出刃,从而能提高钻进速度。因此,从热压金刚石钻头的胎体成分与性能研究入手,经过反复的试验研究,试制出了热压钢结硬质合金型孕镶金刚石钻头。在硬而致密岩层中钻进的野外试验表明:与普通的碳化钨基钻头相比,钻进时效由0.5m/h提高到1.18m/h,钻头工作寿命由10m/个提高到21.31m/个,基本解决了在硬而致密岩层中钻进难的问题。试验结果表明,钢结硬质合金型胎体是一种性能优良的金刚石钻头胎体材料,该类型胎体的热压金刚石钻头是一种具有广谱性的金刚石钻头。
金刚石增强型硬质合金复合齿钻头在卵砾石层中的应用 金刚石增强型硬质合金复合齿钻头在卵砾石层中的应用
格式:pdf
大小:281KB
页数:3P
4.4
针对卵砾石钻进的特殊情况,通过室内钻进试验检验金刚石增强型硬质合金复合齿的碎岩情况,说明适当配方的复合齿具有良好的抗冲击和研磨能力,同时通过野外实际钻进,进一步说明金刚石增强型硬质合金复合齿钻头在卵砾石地层钻进过程中,具有高时效的优点,克服了其它钻具钻进卵砾石层的缺陷,解决了卵砾石钻进的难题
新型针状硬质合金-金刚石复合型钻头热门文档
新型金刚石钻头的发展 新型金刚石钻头的发展
格式:pdf
大小:571KB
页数:5P
4.7
介绍国内目前最先进的几种新型地质、石油金刚石钻头。对新型金刚石钻头的设计理念、制造工艺及特征进行简述,为金刚石钻头设计制造提供参考。
硬质合金微型钻头金刚石涂层预处理工艺对其断裂强度的影响 硬质合金微型钻头金刚石涂层预处理工艺对其断裂强度的影响
格式:pdf
大小:1.5MB
页数:6P
4.5
系统研究了直径为0.5mm的细晶粒微型钻头金刚石涂层前预处理工艺对其断裂强度的影响,并尝试使用线形同轴耦合式微波等离子体cvd方法对预处理后的微型钻头进行了金刚石涂层。其中,预处理采用murakami溶液(10gkoh+10gk3[fe(cn)6]+100gh2o)对微型钻头进行表面侵蚀,使其表面适当粗化;其后采用硫酸-双氧水溶液(10ml98wt%h2so4+100ml38%m/vh2o2)对微型钻头表面进行侵蚀,以去除其表面的co。实验表明,被广泛采用的上述两步法表面预处理技术对尺寸较小的硬质合金微型钻头的断裂强度会造成显著的影响。即使是很短时间的预处理,也会对硬质合金表面造成显著的损伤,引起微型钻头断裂强度的大幅度下降。其中,酸处理过程由于会引起表层组织疏松,其造成的断裂强度的下降更为严重。这表明,两步法预处理方法并不适用于尺寸较小的硬质合金工具。针对小截面硬质合金工具金刚石涂层的需求,需要发展更为适用的表面预处理方法。
浅析针状硬质合金钻头
格式:pdf
大小:198KB
页数:4P
4.7
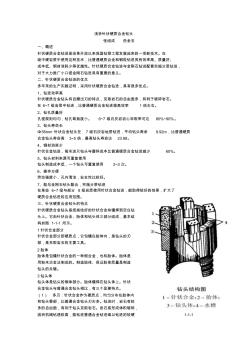
浅析针状硬质合金钻头 张绍成岳金石 一、概述 针状硬质合金钻进是改革开放以来我国钻探工程发展起来的一项新技术。在 级中硬岩层中使用这种技术,比普通硬质合金和钢粒钻进具有效率高、质量好、 成本低、钢材消耗少等优越性。针状硬质合金钻进与金刚石钻进配套实施分层钻进, 对于大力推广小口径金刚石钻进具有重要的意义。 二、针状硬质合金钻进的优点 多年来的生产实践证明,采用针状硬质合金钻进,具有很多优点。 1、钻进效率高 针状硬质合金钻头有自磨出刃的特点,克取岩石的自由面多,有利于破碎岩石。 在6~7级岩层中钻进,比普通硬质合金钻进提高效率1倍左右。 2、钻孔质量好 孔径规则均匀,钻孔弯曲度小。6~7级石灰岩岩心采取率可达80%~90%。 3、钻头寿命长 φ56mm针状合金钻头在7级石灰岩地层钻进,平均钻头寿命9.92m,比普通硬质 合金钻头寿命高3~5倍,最高钻头寿命达2
新型硬质合金钻头及钻削技术 新型硬质合金钻头及钻削技术
格式:pdf
大小:468KB
页数:3P
4.4
1.新型s—cut钻头s—cut切削刃采用一片整体硬质合金而不是分开的两片合金,改善了切削刃的强度和可靠性,可以实现精确钻孔。对50钢用s—cut钻头钻孔(φ10mm,中短型),其公差带如图1所示,即使进给速度增加,孔径尺寸公差仍保持在0.2mm以内。
新型针状硬质合金-金刚石复合型钻头精华文档
 微型硬质合金钻头上金刚石涂层研究
微型硬质合金钻头上金刚石涂层研究 微型硬质合金钻头上金刚石涂层研究
格式:pdf
大小:861KB
页数:5P
4.5
wc-co硬质合金钻头经过短时间酸腐蚀和微波等离子体硼氮化处理后,利用热丝cvd方法生长金刚石薄膜,并在电路板和玻璃板上进行了附着力测试。研究表明:钻头垂直于热丝放置,钻头端部为最高硬度的(111)面,有利于改善钻头切削加工性能;短时间酸腐蚀只去掉了钻头表面的钴,不降低表面硬度。同时酸腐蚀手段提高了表面粗糙度,避免了在随后的硼氮化处理时在wc表层形成低附着力的硼化物层,提高了金刚石薄膜附着力。在电路板及玻璃板上钻孔的测试结果表明,金刚石薄膜涂层钻头具有更高的寿命。
孕镶金刚石-针状合金复合式取心钻头的应用研究 孕镶金刚石-针状合金复合式取心钻头的应用研究
格式:pdf
大小:1.1MB
页数:5P
4.8
采用普通硬质合金钻头、pdc钻头或普通孕镶金刚石钻头钻进卵砾石层,钻头磨损特别快,使用寿命短,时效低,钻探成本高。本文介绍的孕镶金刚石-针状合金复合式取心钻头综合了普通孕镶金刚石钻头与自磨式硬质合金钻头的特点,胎体具有较高的耐磨性和抗冲击韧性。钻头胎体中孕镶的针状合金除了增韧外,还起硬支点的作用。该钻头与普通硬质合金钻头、pdc钻头、普通孕镶金刚石钻头相比,具有较好的钻进性能,使用寿命长,在卵砾石层钻进能保持较高的机械钻速和回次进尺长度。
新型针状硬质合金-金刚石复合型钻头最新文档
硬质合金取心钻头
格式:pdf
大小:2.4MB
页数:4P
4.6
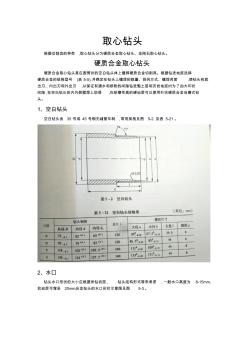
取心钻头 根据切削齿的种类,取心钻头分为硬质合金取心钻头、金刚石取心钻头。 硬质合金取心钻头 硬质合金取心钻头是在圆筒状的空白钻头体上镶焊硬质合金切削具。根据钻进地层选择 硬质合金的规格型号(表5-5),并确定在钻头上镶焊的数量、排列方式、镶焊角度,使钻头有底 出刃、内出刃和外出刃,以保证有通水和排粉的间隙钻进黏土层和页岩地层时为了加大环状 间隙,在空白钻头的内外侧壁焊上肋骨,在研磨性高的硬地层可以使用针状硬质合金自磨式钻 头。 1、空白钻头 空白钻头由35号或45号钢无缝管车制,常用规格见图5-2及表5-21。 2、水囗 钻头水口形状的大小应根据所钻岩层、钻头结构形式等来考虑,一般水口高度为8-15mm, 软岩层可增至20mm,合金钻头的水口形状示意图见图5-3。 3、硬质合金的排列和出刃 硬质台金切削具在钻头底唇面的排列形式基本有三种,见图
复合胎体金刚石钻头试验研究 复合胎体金刚石钻头试验研究
格式:pdf
大小:406KB
页数:2P
4.5
为解决坚硬岩层钻进效率低下,研究设计一种复合胎体金刚石钻头,在软岩层进尺快,在硬岩层亦能获得相对较高的钻进速度,突破了单靠降低胎体硬度的传统设计理念,获得了满意钻进效率。
凸包型仿生耦合金刚石钻头模拟分析 凸包型仿生耦合金刚石钻头模拟分析
格式:pdf
大小:1.8MB
页数:4P
4.3
研究发现仿生耦合钻头较普通钻头钻进时效提高很多。仿生耦合钻头一方面能使钻头唇面有较高的比压;另一方面能使钻头具有很好的冷却效果,因此在钻探工程中有很好的应用前景。应用数值模拟软件ansys,模拟分析了凸包型非光滑表面对金刚石钻头性能的影响。对比分析了4种不同非光滑度状况下,钻头在一定的钻压作用下在岩石表面产生滑动摩擦的过程。主要分析了该过程中岩层的等效应力、钻头底唇面的接触摩擦应力和接触压力的变化规律。研究发现,凸包型非光滑表面在一定程度上可以提高钻头的使用寿命和钻进效率。
铁基针状硬质合金块钻头制作与使用 铁基针状硬质合金块钻头制作与使用
格式:pdf
大小:259KB
页数:5P
4.5
为了配合人造金刚石钻头的使用,我们于一九七三年开展了铁基针状硬质合金块自磨钻头的研制工作。山西省第一煤田地质勘探队,广东省一二六煤田地质勘探队、江苏省勘探团四营等单位,用我们生产的铁基针状硬质合金制成的铁基针状合金块,在ⅵ—ⅷ级岩石中进
金刚石与硬质合金钎焊接头应力场分析 金刚石与硬质合金钎焊接头应力场分析
格式:pdf
大小:706KB
页数:5P
4.5
采用ansys有限元数值模拟软件,运用瞬态非线性分析的方法,模拟出以ag-cu-ti为钎料的金刚石与硬质合金钎焊接头的焊后应力场,并预报出钎缝厚度对钎焊接头应力大小和分布的影响,从而分别得出焊后金刚石层、钎料层与硬质合金区域的应力场分布,通过对应力场彩云图以及数据组的综合分析,找到焊后应力集中的危险区域;在数控真空钎焊炉中进行钎焊试验,由于施加压力的不同,得出钎缝厚度不同的焊接试件。而后进行抗剪强度试验,得出了钎料层厚度并不是越厚越好,而是存在一个最佳值的规律,计算所得规律与试验结果基本吻合。
金刚石-立方氮化硼-硬质合金复合柱齿的研究 金刚石-立方氮化硼-硬质合金复合柱齿的研究
格式:pdf
大小:197KB
页数:3P
4.3
采用添加ni-p活化烧结wc-co硬质合金的特殊工艺,用热压法成功地烧结出了新型的金刚石-立方氮化硼-硬质合金复合柱齿.研究分析了热压烧结工艺(烧结温度、烧结压力和保温保压时间)对新型金刚石-立方氮化硼-硬质合金复合柱齿性能的影响.
新型硬质合金钻头的重磨方法 新型硬质合金钻头的重磨方法
格式:pdf
大小:334KB
页数:未知
4.7
1、刃尖形状日本戴捷脱公司研制成的新型硬质合金钻头(以下简称新型钻头)~#的刃尖形状,根据使用目的有图1示的二种,通常的钻孔加工采用s型刃尖,钻头的圆周面为单平面;精度较高的钻孔加工采用f型刃尖,钻头的圆周面由于切削刃与圆周的转角处被磨成三角形负倒棱而变成多平面。
两种新型硬质合金钻头 两种新型硬质合金钻头
格式:pdf
大小:89KB
页数:未知
4.8
美国kennametal公司推出一种直槽整体硬质合金钻头,钻尖角为135°,取名为g-d钻头。该钻头采用优质细颗粒硬质合金材料制成,尺寸范围广(标准尺寸从3~16mm)。钻削时无需对中心,在钻削转角或难切削材料表面时,无需停刀而继续改变方向钻削,是一种高效率的新型整体硬质合
两种新结构硬质合金钻头 两种新结构硬质合金钻头
格式:pdf
大小:190KB
页数:1P
4.7
市场对高性能钻削的需要不断增长,下面介绍两种最新产品。kennametal公司开发了顶角为135°的整体硬质合金直槽麻花钻系列产品。g型钻头用细颗粒硬质合金制成,使用时可不预钻中心孔,其尺寸和形状有多种,标准直径范围为3~16mm,钻削斜面或难加工表面时的抗偏滑性能好。g-7型钻头具有两条铰削的切削刃,可免去后续的铰削加工。非标准直径,焊聚晶金刚石刀片
新型针状硬质合金-金刚石复合型钻头相关
文辑推荐
知识推荐
百科推荐


职位:暖通技工
擅长专业:土建 安装 装饰 市政 园林


