



编辑推荐下载

 氯化钾体系中电镀锌铁(钒)合金
氯化钾体系中电镀锌铁(钒)合金 氯化钾体系中电镀锌铁(钒)合金
格式:pdf
大小:1.0MB
页数:4P
 4.6
4.6
提出了一种基于氯化钾镀锌体系的锌铁(钒)合金电镀溶液,其组成及工艺条件为:氯化锌80g/l,氯化钾240g/l,硼酸30g/l,r·g–618光亮剂18ml/l,r·g–618配位剂60ml/l,温度15~35°c,ph4.5,阴极电流密度0.5~3.0a/dm2。简述了所用添加剂的主要成分及作用。采用扫描电镜和x射线衍射分析了镀层的形貌和织构。在质量分数为3%的nacl溶液的极化曲线测量和中性盐雾试验结果表明,锌铁(钒)合金镀层的耐蚀性比纯锌镀层更优异。
氯化钾镀锌故障排除一例 氯化钾镀锌故障排除一例
格式:pdf
大小:65KB
页数:1P
4.6
氯化钾镀锌彩色钝化(六价铬)后得到的是颜色鲜亮的彩虹色,但在生产中,零件钝化烘干后钝化膜表面有一层白雾状的物质,尤其在孔周围的位置这种现象更为明显,经过分析查找发现,原因是钝化溶液中带入的电镀溶液中的有机物(光亮剂)及其分解产物过多。
新型氯化钾镀锌工艺热门文档
氯化钾镀锌及三价铬钝化工艺的应用 氯化钾镀锌及三价铬钝化工艺的应用
格式:pdf
大小:433KB
页数:3P
4.6
提出了氯化钾镀锌和三价铬钝化工艺,能满足大多数镀锌件的装饰、防护和不含cr6+的要求。使用自行配制的添加剂能降低生产成本。并阐述了工艺中各组分及操作条件的影响和控制。认为溶液对钝化的影响较小,而操作条件的影响较显著。只要协调好ph、温度、时间三者关系,能稳定地获得蓝色均匀、符合要求的钝化膜。提出了钝化液中fe3+控制的措施和处理的方法。
氯化钾镀锌层三价铬黑色钝化工艺 氯化钾镀锌层三价铬黑色钝化工艺
格式:pdf
大小:405KB
页数:5P
4.7
通过单因素试验、正交试验优选出一种适合氯化钾镀锌层三价铬黑色钝化的工艺,研究了钝化液组分和钝化条件对钝化膜性能的影响。采用醋酸铅点滴试验、电化学测试、扫描电子显微镜对三价铬黑色钝化膜的耐蚀性及表面形貌进行了检测。结果表明:镀锌层经三价铬黑色钝化后再进行封闭处理,不仅外观乌黑油亮、膜层均匀,而且其耐蚀性也显著提高。
食用氯化钾生产工艺节能改造
格式:pdf
大小:198KB
页数:3P
4.8
在蒸发结晶法生产食用氯化钾工艺中,存在高能耗、高碳排放的问题。每生产1t食用氯化钾需消耗2t蒸汽,而80%的蒸汽消耗产生在氯化钾的结晶过程中。为了解决这个问题,利用dtb结晶器和mvr蒸汽压缩技术对结晶工艺进行了改造。结果表明:改造后工艺与原工艺相比,结晶工段蒸汽实现零消耗,总的蒸汽消耗降至0.4t,蒸汽消耗减少80%,每1t产品成本节约了280元,以年产1万t食用氯化钾计,生产系统可节约成本280万元;同时,二氧化碳的排放量也比过去减少80%以上,实现了节能减排的目的。
弱酸性氯化钾镀锌零件“变质”的综合控制 弱酸性氯化钾镀锌零件“变质”的综合控制
格式:pdf
大小:627KB
页数:5P
4.7
文章对氯化钾镀锌零件变质的原因作了探讨,针对生产中的各个环节,提出了工艺控制目标,并对电镀过程易发生的故障及解决方法作了重点介绍。
新型氯化钾镀锌工艺精华文档

镀锌工艺
格式:pdf
大小:21KB
页数:2P
4.5
钢铁热镀锌基本生产工艺规格及检测标准 前提 待镀件表面必须无杂质,如油漆、油腻、焊渣等都无法酸洗,去除之物,如有发现,应 在酸洗之前去除。 酸洗 (1)待镀件在酸洗液中浸泡数水时之后,待表面无氧化层之后,从酸洗液中取出。酸液的浓度 和酸洗的时间由责任人控制。 (2)待镀件从酸液中取出后,再在清水中浸泡2-3分钟,进行清洗处理,使待镀件表面无初酸 洗液,无任何杂质粘附手上,经责任人认定后发往涂溶剂池,如发现有氧化层还没酸洗掉,应立 即返酸。 涂溶剂 (1)涂溶剂为氧化锌--氯化铵合液,待镀件经酸洗、清洗后,经有关责任人认定合格,再在涂 溶剂中浸泡2-3分钟(如涂溶剂池小,使待镀件无法浸泡的,可采用泼浇处理,但必须细致)。 (2)涂溶剂必须每个班次进行检测,经有关责任人认定后,方可使用。 烘干: (1)烘台上每个班下班之前必须进行清理,每个班的烘缸人员在对待镀件上进行烘干操作前,
新型碱性锌酸盐镀锌工艺对锌阳极板的要求 新型碱性锌酸盐镀锌工艺对锌阳极板的要求
格式:pdf
大小:471KB
页数:3P
4.5
针对高分散性能的新型碱性锌酸盐镀锌工艺中形状复杂零件朝上的内腔和低电流密度区镀层严重粗糙、发黑的现象,通过分析故障现象、阳极产物属性、来源、产生机理,确定阳极上的黑色产物为fe,源于zn锭在普通碳钢锌锅中熔铸时因高温扩散,因此确定采用低碳痕si型钢板制作锌锅、控制熔锌温度至450~460℃,用耐强碱滤布包覆阳极等方式进行电镀,从而保证了新工艺的正常运转。
新型氯化钾镀锌工艺最新文档
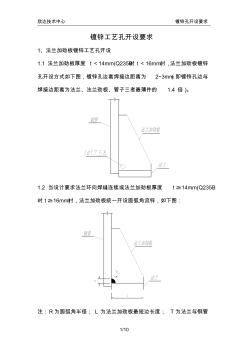
镀锌工艺孔开设要求
格式:pdf
大小:586KB
页数:10P
4.3
欣达技术中心镀锌孔开设要求 1/10 镀锌工艺孔开设要求 1、法兰加劲板镀锌工艺孔开设 1.1法兰加劲板厚度t<14mm(q235b时t<16mm)时,法兰加劲板镀锌 孔开设方式如下图,镀锌孔边离焊接边距离为2~3mm(即镀锌孔边与 焊接边距离为法兰、法兰劲板、管子三者最薄件的1.4倍)。 1.2当设计要求法兰环向焊缝连续或法兰加劲板厚度t≥14mm(q235b 时t≥16mm)时,法兰加劲板统一开设圆弧角流锌,如下图: 注:r为圆弧角半径;l为法兰加劲板最短边长度;t为法兰与钢管 欣达技术中心镀锌孔开设要求 2/10 的焊缝高度;t为法兰加劲板厚度;h为当管壁与法兰板两者薄件厚 度。 当管壁与法兰板两者薄件厚度h<14mm(q235b时h<16mm)时, r=25mm,其中当r大于l/3时,r的取值范围为(t+8)≤r≤l/3。 当


浅析反浮选—冷结晶氯化钾生产中的改造
格式:pdf
大小:2.5MB
页数:2P
4.6
本文针对我国主要生产钾肥生产基地—青海盐湖工业股份有限公司的生产现状,对反浮选—冷结晶氯化钾生产中工艺、设备改造事宜进行了浅显的解析,研究了钾肥生产中废弃物资源化利用的几个案例,对于节约资源,保护环境,降低生产成本,提高收益具有重要意义.
浮选氯化钾精矿泡沫洗涤技术改造
格式:pdf
大小:190KB
页数:3P
4.4
中农矿产老挝10万t钾肥生产装置使用井下开采的固体钾盐矿为原料,采用半自磨—冷结晶—正浮选工艺生产kcl。为了解决kcl精矿泡沫在传统洗涤过程中存在的nacl脱除率低、产品质量不稳定及系统饱和母液量不断膨胀的问题,对传统洗涤方式进行了技术改造。技改后的洗涤方式使用预挂式真空过滤机,将泡沫中的母液预先脱除,使洗涤淡水用量由15~26m3/h下降至8~12m3/h,稳定了选矿回水的饱和度,使产品不合格率由5%下降至0。
CT—2型氯化钾(钠)微酸性光亮镀锌工艺通过技术鉴定 CT—2型氯化钾(钠)微酸性光亮镀锌工艺通过技术鉴定
格式:pdf
大小:156KB
页数:未知
4.4
1984年10月22~24日,机械工业部委托四川省机械厅组织有关厂、校、所共30个单位的39名代表在四川简阳四川拖拉机厂对"ct-2型氯化钾(钠)微酸性光亮镀锌"工艺进行了技术鉴定.到会代表认真审查了全部技术资料,并对主要技术指标进行了现场复测,表明该工艺允许使用温度范围、沉积速度、镀层光亮阴极电流密度范围等主要指标优于国内其它无氰镀锌工艺及国内同类型配方,镀层高温除氢后能保持色泽并易于钝化.鉴定结论认为:工艺是成功的,在我国具有一定的独创性,处于国内领先水平.主要技术指标接近国外同类工艺,允许使用最高温度优于后者,具有工业推广应用价值.该厂可提供ct-2型添加剂给有关工厂试验或生产使用.
测定氯化钾镀锌溶液中氯化锌的新方法 测定氯化钾镀锌溶液中氯化锌的新方法
格式:pdf
大小:139KB
页数:2P
4.3
制定了分析氯化钾镀锌溶液中氯化锌的新方法。用氨配合锌离子,加二甲基二硫代氨基甲酸钠沉淀铜杂质,用三乙醇胺掩蔽铁和铝。在ph=10的条件下,以铬黑t作指示剂,用edta标准溶液滴定氯化锌。测定结果的相对平均偏差为0.11%,回收率为99.80%~100.16%。
氯化钾镀锌溶液中锌的快速分析方法 氯化钾镀锌溶液中锌的快速分析方法
格式:pdf
大小:183KB
页数:3P
4.6
提出了一个用火焰原子吸收法测定氯化钾镀锌溶液中锌含量的新方法。实验结果表明,在波长307.6nm下测定锌,镀液无需任何处理可直接测定,方法十分简便快捷,能满足电镀工业园区中大批量样品快速分析之需要,且方法的准确度和精密度均能满足生产要求。采用设置不同质量浓度的标准溶液,使分析工作及时、快捷,结果准确,较好地指导生产。
新型氯化钾镀锌工艺相关
文辑推荐
知识推荐
百科推荐


职位:精装修施工员
擅长专业:土建 安装 装饰 市政 园林


