

新石器GRC生产工艺流程及质量指标
格式:pdf
大小:6KB
页数:2P
人气 :83
 4.6
4.6
生产工艺流程及质量指标 产品执行标准: JC/T940 一、模具制作 :(模具班 ) 1、按设计图纸要求放样制作刮刀做模胎或泥稿。 2、复核模胎浇铸玻璃钢模具,出模、打磨抛光打腊。 3、检查模具,模具合及格后交生产班组生产。 二、 GRC 产品生产工艺 :(生产班 ) 1、模具喷脱模剂 (专用脱模剂 )。 2、制作钢筋、每个 GRC 产品水方向每隔 400mm 预埋 Ø6 ㎜安装焊接筋外接 L≥ 40mm.纵向预埋抗热涨冷缩焊接筋 Ø5—6mm。(如采用顶爆螺丝固定安装的构件 在相应的位置预留满足螺丝安装要求的螺丝孔) 3、调制表面砂浆、喷浆 (特殊配方配制 )、铺抗碱纤维、安放镀锌钢筋 (焊接筋除外 ), 喷(浇)注用低碱水泥、中细砂、配制骨料(大型构件用低碱水泥、中砂、瓜米石配制 C25 骨料、上振动台振动),收灰打平水、復膜保养,出成品、养护。 4、



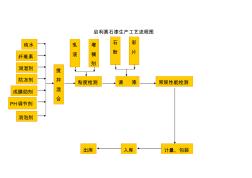
GRC生产工艺流程
精心整理 精心整理 9.3grc产品生产工艺方案 9.3.1产品制作程序 a、喷射设备: 主要机械设备是:空气压缩机组、砂浆搅拌机组、螺杆泵机组、玻纤切割喷射机、单臂回转喷 射吊架、运料小车、压辊、脱模剂喷枪、装饰层喷枪、装饰层料搅拌机。 b、喷射工艺: 喷射工艺克服了常规grc生产铺网和预搅两种工艺的不足之处,可以使玻纤按预定的长度和 含量,以两维方向较均匀地分散在水泥砂浆中。从而获得较好质量的grc。适宜制作薄形制品、 断面造形灵活性也大。 采用喷射成型grc技术的关键设备是grc喷枪。有双头喷枪,其特点是:砂浆流速和玻璃纤 维束在空中形成一个夹角,散射面积大、生产能力高、适合于较大面积作业。grc单头喷枪:砂 浆在纤维射流周围喷出。两部分的流束相重合使之grc质量均匀且更适合于制作形状复杂的异形 制品。 见下图一、喷射形式的示意 a为双枪、b为单枪 grc产品的喷射方向

GRC生产工艺标准
grc生产工艺标准 (2005年3月1日起执行) 1、生产工序流程: 配搅料——构件制作——开启组合模具— —养护 1、配搅料:淡水——水泥——搅拌——细 砂——短钎维——清料——清洗设备 标准: 1)、配比误差不得大于2%。 2)、搅好的浆料初凝后不得加水使用(2 0分钟初凝) 3)、短钎维长度16mm. 4)、细砂的含泥量不得大于0.5%,颗料小 于1mm。 5)、搅拌时间不低于5分钟。 1、构件制作:将搅好的浆料放入模具中 捣制,每铺一次网格布都要与浆料粘接妥 帖,最后达到规定厚. grc产品安装规范及标准 接驳缝安装标准: 1)当饰线、柱身、竖杆直线接驳时,其接驳缝宽度符合施工标准. 2)当饰线标角时,其标角位置的接驳缝宽度符合施工标准. 柱身、竖杆两旁批平坑的标准高度为5.5cm。 安装水平装饰线时,水平误差不超过1.5
编辑推荐下载

GRC艺术构件生产工艺流程
格式:pdf
大小:21KB
页数:3P
4.8
建筑艺术构件厂生产工艺流程及质量指标 一、模具制作:(模具班) 1、按设计图纸要求放样制作刮刀做模胎或泥稿。 2、复核模胎浇铸玻璃钢模具,出模、打磨抛光打腊。 3、检查模具,模具合及格后交生产班组生产。 二、grc产品生产工艺:(生产班) 1、模具喷脱模剂(专用脱模剂)。 2、制作钢筋、每个grc产品水方向每隔400mm预埋?6㎜安 装焊接筋外接l≥40mm.纵向预埋抗热涨冷缩焊接筋?5—6mm。(如 采用顶爆螺丝固定安装的构件在相应的位置预留满足螺丝安装要求 的螺丝孔) 3、调制表面砂浆、喷浆(特殊配方配制)、铺抗碱纤维、安放镀 锌钢筋(焊接筋除外),喷(浇)注用低碱水泥、中细砂、配制骨料(大 型构件用低碱水泥、中砂、瓜米石配制c25骨料、上振动台振动), 收灰打平水、復膜保养,出成品、养护。 4、产品质量指标: 4.1、强度:根据使用部位不

酒钢生产工艺流程 (2)
格式:pdf
大小:8KB
页数:3P
4.6
判断题: 1.(√)镜铁山矿位于祁连山腹地,甘肃省肃南裕固族自治县祁丰区境内。 2.(√)铁矿石主要由镜铁矿、菱铁矿和褐铁矿组成。 3.(×)酒钢选矿厂采用的焙烧矿磁选属于强磁选。 4.(×)co2是可燃成分且有毒。 5.(×)酒钢烧结厂生产烧结矿用的原料有含铁原料、燃料和膨润土。 6.(√)原料一次筛分采用tlzs型1800×3600自定中心振动筛。 7.(√)酒钢1#高炉有效容积1800m3,2#高炉有效容积450m3. 8.(√)球团是造球机在加水的条件下受到滚动而造成一定尺寸的生球。 9.(√)酒钢中板厂生产的板材尺寸为厚度6-40mm,宽度1500-2700mm,长度2-15m。 10.(×)高炉煤气主要供炼铁厂使用以及民用。 (√)镜铁山的两个矿区采用都地下开采,西沟矿区采用露天开采。 (×)高炉煤气可以通过净化处理后可以作为民用煤气。 (×)桦树沟
新石器GRC生产工艺流程及质量指标热门文档
灯杆生产工艺流程
格式:pdf
大小:11KB
页数:7P
4.8
投货物工艺、性能、技术、结构和质量水平 的描述灯杆生产工艺流程 一、灯杆材质为上海宝钢ss400钢板。 二、加工工艺 (一)、灯杆生产工艺流程: (1)下料→折弯→(3)焊接→(4)修补打磨→(5)整形→(6) 齐头→(7)装底板→(8)焊底板→(9)开门→(10)焊门条、电 器条、锁座→(11)弯叉→(12)镀锌→(13)喷塑→(14)总检→ (15)发货 (二)、各工序要求: 1、下料剪切 1.1剪切前首先调整好裁条机的斜度与所需纵剪尺寸相符。 1.2定好钢板摆放位置,保证余料的最大尺寸,使余料能利用。 1.3长度尺寸由开平时保证,宽度尺寸要求≤±2mm高杆下料尺寸公 差每节杆大头取正公差:一般:0-2mm。小头取负公差,-2-0mm尺寸 调整好以后,由裁条机,自动切割完成。 1.4设备方面:开料前应检查滚剪设备的运行情况,清除轨道上的 杂物,保持设

HDPE纹管生产工艺流程
格式:pdf
大小:8KB
页数:3P
4.3
hdpe波纹管生产工艺流程 原料计量-混料机混合-上料机上料到挤出机料斗-挤出机挤出- 成型机成型-经冷却牵引-按规定尺寸切割-成品堆放。 工艺操作规程 -:配料工序: 1:检查原料是否符合工艺要求,有差异不能使用。 2:检查计量器是否灵敏准确。 3:配料要按技术配方准确计量。 4:料配好后进入混合机。 5:经过混合由上料机上到挤出机料斗。 二:挤出工序: 1:开机前必须认真检查各油箱、油路系统,冷却水循环系统,气动 系统是否正常,管接头处是否松动有无泄漏现象。 2:按工艺要求分别对外壁主机和内壁主机的料筒,机头进行加温。 3:主机升温分三步进行: (1):第一步将温度设定为120℃,当达到设定温度后,应保温6 0-90分钟。 (2):在第一步基础上,将温度升到150℃,当达到设定温度后保温 60-90分钟。 (3):在第二步基础上可将温度设定为生产时工艺要求值,温度保温 3

岩棉生产工艺流程
格式:pdf
大小:105KB
页数:12P
4.3
岩棉板的生产工艺流程图 原材堆场焦炭堆场 称量 循环冷却水 提升机 冲天炉 树脂供应喷嘴流量计高压风 润滑脂四辊离心机 抽风机集棉机 纤维形成室 熔体流槽 打摺机 热风炉热风循环固化炉 纵切切片 贴面机 冷却 横切 包装 →入库→ 岩棉板的生产操作规程 1、冲天炉 1)原料配方 料方:玄武岩:白云石:矿渣:焦炭=60:20:20:23原料消耗按3t/h计 每小时消耗量每小时加料批次批料量 玄武岩1.8t300kg 白云石0.6t100kg 矿渣0.6t100kg 焦炭0.69t115kg 总计3.69t 按6批计算批料量 615kg 备注:料仓1为单独加焦炭时使用,前五批料每批增加50kg焦炭 2)冲天炉炉底准备及加料操作 关闭冲天炉底门。 -打开冲天炉上的人孔。 -使用陶瓷纤维和耐火砂浆密封底部周围和门缝。 -关
新石器GRC生产工艺流程及质量指标精华文档

果汁生产工艺流程1图
格式:pdf
大小:1.2MB
页数:3P
4.5
果汁生产工艺流程1 果汁生产工艺流程2 果汁生产线工艺流程 果蔬饮料生产线工艺流程图 纯净水生产线工艺流程图 调配果汁生产工艺流程图 果蔬综合利用工艺流程示意图

焦化厂生产工艺流程
格式:pdf
大小:31KB
页数:13P
4.4
焦化厂主要生产车间:备煤车间、炼焦车间、煤气净化车间及其公辅设施等,各车间主要生 产设施如下表所示: 序 号 系统名称主要生产设施 1备煤车间煤仓、配煤室、粉碎机室、皮带机运输系统、煤制样室 2炼焦车间 煤塔、焦炉、装煤设施、推焦设施、拦焦设施、熄焦塔、筛 运焦工段(包括焦台、筛焦楼) 3 煤气净化 车间 冷鼓工段(包括风机房、初冷器、电捕焦油器等设施);脱氨 工段(包括洗氨塔、蒸氨塔、氨分解炉等设施);粗苯工段(包括终 冷器、洗苯塔、脱苯塔等设施) 4公辅设施 废水处理站、供配电系统、给排水系统、综合水泵房、备煤 除尘系统、筛运焦除尘系统、化验室等设施、制冷站等 3、炼焦的重要意义 由高温炼焦得到的焦炭可供高炉冶炼、铸造、气化和化工等工业部门作为燃料和原料; 炼焦过程中得到的干馏煤气经回收、精制可得到各种芳香烃和杂环混合物,供合成纤维、医 药、染


PC构件生产工艺流程
格式:pdf
大小:149KB
页数:10P
4.4
《pc构件生产工艺流程》 一、目的 为建立、健全生产工艺管理,明确生产责任,规范工艺流程,保证工艺流程处于受控状态,以实现优质、高效、低 耗、安全的目的。 二、使用范围 适用于pc构件生产工艺流程的管理与规定。 三、流程图 3.1工艺流程图使用之符号 3.1.1“”:表示工序传递(从一个工序移至另一工序)。 3.1.2振捣工序为特殊过程,用“”表示。 3.1.3预养工序和养护工序为关键工序,用“”表示。 四、描述与要求 4.1模具模台清理◎ 工序 人 数 时 间 's 过程描述要求 工艺、质量特性 检查方法文件/表单 清理部位清洁程度 模 具 模 台 清 理 模 具 清 理 清理模具 四面附着 混凝土 轻敲、铲除非配合面/手摸无灰尘 《随工单》 《作业指导书》 《***操作规程》 磨净配合面/目测光亮无异物 模 台 清 理 铲除大块 磨除粘点 光
新石器GRC生产工艺流程及质量指标最新文档
乳粉生产工艺流程
格式:pdf
大小:13KB
页数:3P
4.7
乳粉生产工艺流程 ⒈乳粉的一般生产工艺流程如下: 原料验收→预处理与标准化→浓缩→喷雾干燥→冷却储存→包装→成品 ⒉原料乳的验收及预处理 ⒊配料 乳粉生产过程中,除了少数几个品种(如全脂乳粉、脱脂乳粉)外,都要经过配料工序,其配料比例按产 品要求而定。配料时所用的设备主要有配料缸、水粉混合器和加热器。 ⒋均质 生产全脂乳粉、全脂甜乳粉以及脱脂乳粉时一般不必经过均质操作,但若乳粉的配料中加入丁植物油 或其他不易混匀的物料时,就需要进行均质操作.均质时的压力一般控制在14~21mpa,温度控制在60℃ 为宜。均质后脂肪球变小,从而可以有效地防止脂肪上浮,并易于消化吸收。 ⒌杀菌 牛乳常用的杀菌方法见图1。具体应用时,不同的产品可根据本身的特性选择合适的杀菌方法。日前最 常见的是采用高温短时灭菌法,因为使用该方法牛乳的营养成分损失较小,乳粉的理化特性较好。 ⒍真空浓缩
PC构件生产工艺流程
格式:pdf
大小:380KB
页数:22P
4.8
《pc构件生产工艺流程》 一、目的 为建立、健全生产工艺管理,明确生产责任,规范工艺流程,保证工艺流程处于受 控状态,以实现优质、高效、低耗、安全的目的。 二、使用范围 适用于pc构件生产工艺流程的管理与规定。 三、流程图 3.1工艺流程图使用之符号 3.1.1“”:表示工序传递(从一个工序移至另一工序)。 3.1.2振捣工序为特殊过程,用“”表示。 3.1.3预养工序和养护工序为关键工序,用“”表示。 四、描述与要求 4.1模具模台清理◎ 工序人时过程描要求工艺、质量特性检查方法文件/表单 安装钢布置预检混凝土 养预养 布置 提 二次 检自脱模、翻赶 检 检 检 露骨入 数间 's 述 清理部 位 清洁 程度 模 具 模 台 清 理 模 具 清 理 清理模 具四面 附着混 凝土 轻敲、 铲除 非配合 面 /手摸无灰尘 《随工单》 《

糖果生产工艺流程
格式:pdf
大小:656KB
页数:46P
4.5
1 糖果生产工艺流程 糖果生产工艺流程: 领料——化糖——过滤——真空熬制——冷却——加辅料——调和——成型——筛选—— 内包——成品检验——外包——入库 1领料: ①由专人到原料库领取销售部下达的生产通知单 ②按单确定所需的原料及计算其数量,领后置于车间相应位置并摆放整齐 注意点:⑴核对原材料品种及数量 ⑵拉条时,应检查拉车安全等情况,同时应特别小心原材料掉落造成浪费 2化糖 加入固形物30%的水,倒入称量好的白糖,打开蒸汽进行化糖,待白糖全部化开并煮沸, 气压控制在0.38-0.42mpa。温度控制在105℃—110℃。 注意点:温度的控制 3过滤 ①过滤网为300目。 ②过滤网丝常检查,使用后及时清洗。 注意点:过滤网干净完好。 4真空熬制 ①真空浓缩熔好的糖稀,气压控制在0.7-0.8mpa。温度控制在145℃ ②每锅糖膏30kg±1kg
烧结砖生产工艺流程
格式:pdf
大小:8KB
页数:4P
4.3
1 烧结砖生产工艺流程 煤矸石、页岩、粘土、粉煤灰、江河淤泥、工业尾矿等 新型制砖原料经汽车运输至原料场防雨堆存,根据原料的软 硬程度及含水率不同,将以上制砖原料公为软质原料和硬质 原料。为使生产工艺科学合理。不同制砖原料采用不同的原 料破碎处理工艺,以达到最佳的破碎效果。 软质原料由装载机送入箱式给(ji)料机均匀定量配比, 经皮带输送机送入齿辊或对辊机粗碎,然后进入对辊机主 碎,最后进入细碎对辊机细碎,以达到制砖原料工艺要求。 软质原料因质地软、塑性好、含水率偏高,通常采用三道对 辊破碎的处理工艺,该破碎方式适用于粘土、软质页岩及泥 质煤矸石等原料处理。硬质原料由装载机经颚式破碎机粗 碎,进入链板式给料机均匀定量配比,由皮带输送机送入锤 式破碎机进行细碎,再进入圆滚筛或振动筛进行筛选,筛下 料直接进入下道工序,未达到工艺要求的筛上料再返回锤式 破碎机破碎。硬质原料通常采用破碎机加筛
酒钢生产工艺流程
格式:pdf
大小:8KB
页数:3P
4.4
判断题: 1.(√)镜铁山矿位于祁连山腹地,甘肃省肃南裕固族自治县祁丰区境内。 2.(√)铁矿石主要由镜铁矿、菱铁矿和褐铁矿组成。 3.(×)酒钢选矿厂采用的焙烧矿磁选属于强磁选。 4.(×)co2是可燃成分且有毒。 5.(×)酒钢烧结厂生产烧结矿用的原料有含铁原料、燃料和膨润土。 6.(√)原料一次筛分采用tlzs型1800×3600自定中心振动筛。 7.(√)酒钢1#高炉有效容积1800m3,2#高炉有效容积450m3. 8.(√)球团是造球机在加水的条件下受到滚动而造成一定尺寸的生球。 9.(√)酒钢中板厂生产的板材尺寸为厚度6-40mm,宽度1500-2700mm,长度2-15m。 10.(×)高炉煤气主要供炼铁厂使用以及民用。 (√)镜铁山的两个矿区采用都地下开采,西沟矿区采用露天开采。 (×)高炉煤气可以通过净化处理后可以作为民用煤气。 (×)桦树沟
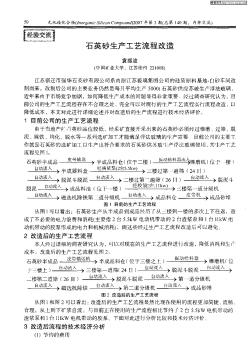
石英砂生产工艺流程改造
格式:pdf
大小:108KB
页数:2P
4.7
江苏宿迁市强华石英砂有限公司系由原江苏玻璃集团公司的硅质原料基地-白砂车间改制而来。改制后公司的主要业务仍然是每月平均生产5000t石英砂供应苏玻生产浮法玻璃,近年来由于市场竞争加剧,如何降低生产成本的问题显得非常重要。经过调查研究认为,目前公司的生产工艺流程存在不合理之处,完全可以对现行的生产工艺流程实行流程改造,以降低成本,本文对此进行详细论述并对改造后的生产流程进行技术经济评价。

电石法PVC生产工艺流程
格式:pdf
大小:11KB
页数:1P
4.5
工业、生产 30 2017年第7期 1?聚氯乙烯(?pvc)及电石法概述 pvc是一种以偶氮化合物、过氧化物为引发剂,按照 聚合反应聚合而成的聚合物。在工业发展的过程中,pvc 作为氯碱工业中主要的耗氯产品,成为五大通用塑料之 一,在我国的发展时间也比较长。pvc的物理性质主要 是白色粉末、无定形结构,相对密度在1.4左右,支化度 较小,玻璃化温度在77~90℃,温度达到170℃时即可分 解,如果光热条件一定,其稳定性较差;经长时间的暴晒 或特定温度,即可分解,出现变色现象,如果反应剧烈, 其物理机械性能会受到严重影响。 电石法生产工艺中,就是利用电石(碳化钙)与水 反应生成乙炔,然后再利用乙炔和氯化氢反应,合成生 成氯乙烯单体,再经聚合反应生成pvc的过程。与石油 法比,电石法的成本更低,所以应用较多。但是,该方 法在合成聚乙烯单体方面,质量相对较差,并且生产过程
真石漆生产工艺流程图
格式:pdf
大小:22KB
页数:1P
4.4
启利真石漆生产工艺流程图 纯水 纤维素 润湿剂 防冻剂 成膜助剂 ph调节剂 消泡剂 搅 拌 混 合 粘度检测调漆常规性能检测 石 粉 彩 片 计量、包装入库出库 乳 液 增 稠 剂
镀锌管的分类及生产工艺流程
格式:pdf
大小:69KB
页数:4P
4.7
镀锌管的分类及生产工艺流程 一、镀锌管概述 为提高钢管的耐腐蚀性能,对一般钢管进行镀锌。镀锌管(镀锌 钢管)分热镀锌和冷镀锌两种,热镀锌镀锌层厚,具有镀层均匀,附 着力强,使用寿命长等优点。冷镀锌管成本低,表面不是很光滑,其 本身的耐腐蚀性比热镀锌管相差很多,已被逐渐淘汰使用。 我国旧的房屋建筑中大部分用的都是镀锌管,现在煤气、暖气常 用的铁管也是镀锌管。镀锌管作为水管,随着使用年限的累积,管内 产生大量锈垢,这不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌, 更为严重的是锈蚀造成水中重金属含量过高,严重危害人体的健康。 上世纪六七十年代,一些发达国家开始开发新型管材,并陆续禁用镀 锌管。中国建设部等四部委也明文规定从2000年起禁用镀锌管,目 前新建小区的冷水管已经很少使用镀锌管了,有些小区的热水管使用 的是镀锌管。 二、镀锌管的分类及特点 镀锌管分热镀锌钢管和冷镀锌钢
新石器GRC生产工艺流程及质量指标相关
文辑推荐
知识推荐
百科推荐


职位:建筑结构师
擅长专业:土建 安装 装饰 市政 园林


