

我国细木工板的生产现状及工艺改革
格式:pdf
大小:211KB
页数:3P
人气 :99
 4.4
4.4
文章讨论了影响细木工板质量的主要因素,指出在提高表面平整度、尺寸稳定性和减小厚度偏差三个方面的工艺难度并介绍了相应的工艺改革措施。建议改进热压工艺来生产高质量的细木工板。



 我国细木工板生产的现状、问题与发展
我国细木工板生产的现状、问题与发展 我国细木工板生产的现状、问题与发展
总结和分析我国细木工板生产的现状、发展背景、市场需求以及产品质量差异,介绍近年来细木工板生产的工艺改革和设备开发以及研究项目和成果,并对有关问题提出看法和建议。
充分利用杉木资源 发展细木工板生产 充分利用杉木资源 发展细木工板生产
细木工板是具有实木板芯的胶合板。在南方,生产细木工板芯板的材料以杉木为主。特别是广西的细木工板芯板均是以杉木加工过程中的边皮板,造材中的梢头、木尾,间伐的小径材为原料,所生产的细木工板具有质量轻、不易反翘、不易虫蛀、不易开裂、并具有芳香气味、经久耐用的特点,广泛用于室内装修、家具和木门制作等。
编辑推荐下载
细木工板的介绍
格式:pdf
大小:539KB
页数:8P
4.8
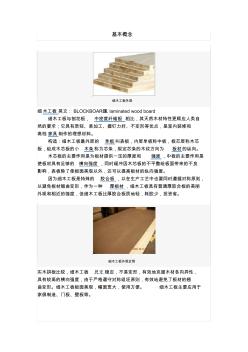
基本概念 细木工板外观 细木工板英文:blockboard或laminatedwoodboard 细木工板与刨花板,中密度纤维板相比,其天然木材特性更顺应人类自 然的要求;它具有质轻、易加工、握钉力好、不变形等优点,是室内装修和 高档家具制作的理想材料。 构造:细木工板最外层的单板叫表板,内层单板称中板,板芯层称木芯 板,组成木芯板的小木条称为芯条,规定芯条的木纹方向为板材的纵向。 木芯板的主要作用是为板材提供一定的厚度和强度,中板的主要作用是 使板材具有足够的横向强度,同时缓冲因木芯板的不平整给板面带来的不良 影响,表板除了使板面美观以外,还可以提高板材的纵向强度。 因为细木工板是特殊的胶合板,以在生产工艺中也要同时遵循对称原则, 以避免板材翘曲变形,作为一种厚板材,细木工板具有普通厚胶合板的美丽 外观和相近的强度,但细木工板比厚胶合板质地轻,耗胶

图解细木工板(图)
格式:pdf
大小:611KB
页数:2P
4.5
图解细木工板(图) 细木工板,行内称大芯板,南通人直接称它为木工板。它是由两片夹板中间粘压拼接木块而成。是目前南通 家装板材消费最多的品种,木工板按厚度分有12mm,15mm,18mm几种(行业俗称1.2,1.5,.1.8)。门套、 窗套多用12mm,家具用18mm的。 按内部木板材质质量由高到低分有柳桉芯、杉木芯、杨木芯。柳桉材质硬,不易变形,另一个实例是铺地 板的龙骨最好的材质也是柳桉,有时连地板钉都不易敲进去,只是落叶松只是价廉物美,所以选的人较多 木工板按加工方式分机拼与手拼,由于两者在生产工艺上有较大区别,所以前者各项性能指标要高于后者, 区别方法就是看内部每块芯材的宽度是否一致,如果是,就说明是机拼板, 按内部木块拼接方式分平口与企口,企口板加工工艺高,内部无空心。 杉木企口机拼木工板 鉴别木工板质量有以下几种方法: 1.看厚度(此方法同样可用于其他木质板材),
细木工板生产现状及工艺改革热门文档
细木工板知识学习
格式:pdf
大小:601KB
页数:7P
4.6
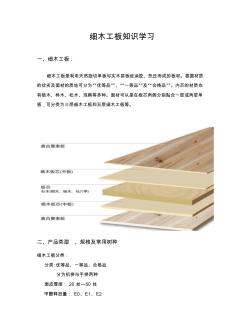
细木工板知识学习 一、细木工板: 细木工板是利用天然旋切单板与实木拼板经涂胶、热压而成的板材。根据材质 的优劣及面材的质地可分为“优等品”、“一等品”及“合格品”。内芯的材质也 有杨木、桦木、松木、泡桐等多种。面材可以是在板芯两侧分别贴合一层或两层单 板,可分类为三层细木工板和五层细木工板等。 二、产品类型、规格及常用树种 细木工板分类: 分类:优等品、一等品、合格品 分为机拼与手拼两种 面皮厚度:20丝---50丝 甲醛释放量:e0、e1、e2 细木工板规格尺寸: 长度2440mm、宽度1220mm 细木工板的厚度通常为:15mm、16mm、17mm、18mm 细木工板常用树种: 芯板:采用优质南方杉木、杨木、桐木等制作 中板:桉木、杨木 面底板:采用奥古曼贴面 细木工板用途: 家具、门窗及套、隔断、假墙、暖气罩、窗帘盒等。 三、细木工板的生产流程图: 四、
细木工板介绍
格式:pdf
大小:8KB
页数:4P
4.5
细木工板介绍 细木工板又称大芯板,是以原木为芯,外贴面材加工而成的木材 型材,细木工板具有规格统一、加工性强、不易变形、可粘贴其他材 料等特点,是家庭装修中墙体、顶部装修和细木装修必不可少的木材 制品。因此,它很受装饰用户的喜爱,被广泛应用。 细木工板从加工工艺上可分为两类。 一类是手工板,是用人工将木条镶入夹层之中,这种板持钉力差、 缝隙大,不宜锯切加工,一般只能整张使用于家庭装修的部分子项目 中,如做实木地板的垫层毛板等。 另一类是机制板,质量优于手工板,但内嵌材料的树种、加工的精 细程度、面层的树种等区别仍然很大。一些大企业生产的板材,质地 密实,夹层树种持钉力强,可用做各种家具、门窗扇框等细木装修时使 用。很多小企业生产的机制板板内空洞多,粘结不牢固,质量很差,一 般不宜用在细木工制作施工中。 细木工板的质量鉴定及价格分析 细木工板的质量差
细木工板的施工工艺介绍
格式:pdf
大小:9KB
页数:2P
4.7
细木工板的施工工艺介绍 木工板施工首先熟识图纸,测量实际尺寸与图纸中尺寸是否相符,如出 入太大,需经设计师修改设计后,方能施工。同时对新、老图纸应分开, 无另外通知均以新图为准。板材十大品牌愿景居带你细细解读木工板 的施工流程。 木工板施工流程 a.作水平线 b.用电锤打眼不小于是10mm,深度不小于50mm.间距不大于 350mm。 c.用烘干木楔硬胀钉入眼中(木楔头带建筑胶),高出墙面处用刨刀 切平。 d.细木工板钉门框架(顶板压两侧板),咬口钉结(规格按设计要求) 安装合颌边不少于二层细木工板。 e.门框架嵌入原门洞内,用铁钉或木镙钉横平竖直固定于木楔上, 不平处用木条或合板填平(木条的厚度不超过10mm),如原门洞过于不 垂直,用水泥沙浆或石膏粉找垂直。 f.门挡口用九厘板或九厘密度板,带胶钉在大芯板上.(严禁用小木 条直接做门档)。 g
细木工板生产现状及工艺改革精华文档

细木工板入厂检验规范及标准
格式:pdf
大小:46KB
页数:3P
4.4
上海********* 有限公司 细木工板入厂检验 规范及标准 编号:wi-07.1 日期:20121224 一、目的: 1.1为确保细木工板材料符合本公司标准要求及环境管制物质标准要求。 二、适用范围: 2.1适用于凡本公司直接与产品质量有关的细木工板。 三、准备: 3.1凭订购单和送货单了解到货状况. 3.2明确原辅材料检验标准和方法. 3.3检查检验用量具是否处于完好状态. 四、检验用具: 4.1目测 4.2通用量具 五、职责: 5.1物控部:由仓库现场检验人员负责对细木工板的入厂检验。 六、检验标准: 下列检验标准参照gb/t5849-2006制定而来,如与此国标冲突,以国标为准 6.1细木工板入厂检验抽样依据: 入厂数量1--200200--500 抽检比率10%8% 6.2在抽取样品中合格率达97%,则
细木工板新国标的变化及特点 细木工板新国标的变化及特点
格式:pdf
大小:438KB
页数:2P
4.5
最新颁布和实施的细木工板产品国家标准与原标准相比有较大变化。本文对新、旧标准进行比较,并阐述新标准对行业发展和生产的指导意义。
现代细木工板的生产工艺与关键设备 现代细木工板的生产工艺与关键设备
格式:pdf
大小:20KB
页数:2P
4.7
系统分析了细木工板的特点及应用,阐述了目前细木工板生产工艺中两大工艺技术差异的原因,分析了不同生产工艺的特点,叙述了细木工板生产的关键设备以及生产中应注意的问题。
大芯板(细木工板)
格式:pdf
大小:1.5MB
页数:4P
4.8
大芯板 大芯板(俗称细木工板、木工板)是具有实木板芯的胶合板,它将原木切割成条, 拼接成芯,外贴面材加工而成,其竖向(以芯板材走向区分)抗弯压强度差,但 横向抗弯压强度较高。面材按层数可分为三合板、五合板等,按树种可分为柳桉, 榉木、柚木等,质量好的细木工板面板表面平整光滑,不易翘曲变形,并可根据 表面砂光情况将板材分为一面光和两面光两类型,两面光的板材可用做家具面 板、门窗套框等要害部位的装饰材料。现在市场上大部分是实心、胶拼、双面砂 光、五层的细木工板,尺寸规格为1220mm×2440mm。 简介: 大芯板是由两片单板中间粘压拼接木板而成。大芯板的价格比细芯板要便 宜,其竖向(以芯材走向区分)抗弯压强度差,但横向抗弯压强度较高。细 木工板的中间是以天然木条粘合而成的芯,两面粘上很薄的木皮,顾名思 义大芯板,是装修中最主要的材料之一。可以做家具和包木门及门套
细木工板检验报告
格式:pdf
大小:5KB
页数:2P
4.4
细木工板检验报告 木工板检测报告 工程材料/构配件/设备报验表 篇二:细木工板出厂检验报告电子版 细木工板出厂检验报告 qr/yhzl06-2016 生产单位:杭州华海木业有限公司产品名称:细木工板执行标 准:gb/t5849-2006批号:类别:ⅱ类 检验员:审核:批准日期: 生产单位:杭州华海木业有限公司产品规格:2440x1220x18mm 等级:合格执行标准:gb/t5849-2006类别:ⅱ类检验员:吕 方检验日期:2016.03.11 生产单位:杭州华海木业有限公司产品规格:2440x1220x18mm 等级:合格执行标准:gb/t5849-2006类别:ⅱ类检验员:吕 方检验日期:2016.03.11 细木工板外观尺寸原始记录 篇三:细木工板入厂检验规范及标准 日期:20121224 6.8.3芯条侧面缝隙和
细木工板生产现状及工艺改革最新文档
细木工板的优缺点是什么
格式:pdf
大小:11KB
页数:1P
4.4
细木工板的优缺点是什么?如何挑选?(2008-04-1613:10:03) 标签:家装选材杂谈分类:家装材料 细木工板的优点是:规格统一,易于加工,不易变形,可粘贴其他材料,重量轻,便于施 工等,是家庭装修中墙体、顶部装修和木工制作必不可少的木材制品。 细木工板的缺点是:由于上下两层是夹板,中间为小块木条压挤的芯材,有时中间有 空隙,热胀冷缩后容易开胶、鼓面、变形。挑选细木工板时要注意以下几点: 1.要挑选机拼板。细木工板从制作上可分为手拼板和机拼板两类。手拼板是用人工将 木条镶入夹层之中,这种板一般板芯木条排列不齐,缝隙大,多为下脚料,板面有凹凸, 持钉力差,不宜锯切加工。一般只能整张使用于家庭装修的部分项目中,如做实木地板的 垫层毛板等。机拼板的板芯排列均匀整齐,面层加压板芯材结合紧密。 从总体上说机拼板的质量要优于手拼板。手拼板的价格在每张40~70元之

阻燃细木工板检测报告
格式:pdf
大小:17KB
页数:1P
4.6
账号:00000000共1页第1页 阻燃细木工板检测报告||||||||||||||||||||||||||||||||||||| 00000000000 委托单位000000000000000000000000000委托人----------委托日期2000000000报告编号0000000000 工程名称00000000000000000000000000000000000000委托编号0000000000000 工程地址-----建设单位0000000
细木工板基本常识 (2)
格式:pdf
大小:93KB
页数:9P
4.5
建筑装饰材料知识常识与技术之 细木工板 细木工板俗称大芯板,是由两片单板中间胶压拼接木板而成。细木工板的两 面胶粘单板的总厚度不得小于3mm。各类细木工板的边角缺损,在公称幅面以 内的宽度不得超过5mm,长度不得大于20mm。中间木板是由优质天然的木板方经 热处理(即烘干室烘干)以后,加工成一定规格的木条,由拼板机拼接而成。拼 接后的木板两面各覆盖两层优质单板,再经冷、热压机胶压后制成。 一、概述 1、基本介绍 细木工板与刨花板,中密度纤维板相比,其天然木材特性更顺应人类自 然的要求;它具有质轻、易加工、握钉力好、不变形等优点,是室内装修 和高档家具制作的理想材料。 构造:细木工板最外层的单板叫表板,内层单板称中板,板芯层称木 芯板,组成木芯板的小木条称为芯条,规定芯条的木纹方向为板材的纵向。 大芯板的主要作用是为板材提供一定的厚度和强度,中板的主要作用 是使板材具有足够的横
杉木细木工板的生产技术
格式:pdf
大小:46KB
页数:4P
4.8
1 杉木细木工板的生产技术 1开发生产杉木细木工板的意义 我国森林资源匮乏,森林覆盖率仅为1655%。在我国实行天然林保护工程以后,致使我国木材供需矛盾十分突 出。因而,国家制订了合理和综合利用木材,发展速生丰产林、高效开发利用人工速生材的一系列政策和措施, 以缓解当前的木材供需矛盾。在我国南方地区,人工杉木林源发展迅速,生长速度快,现已普遍成材,而且蓄积 量大。人工速生杉木具有颜色浅、密度低、无气味、易加工、胶合性能好等特点。但长期以来,由于杉木树 种和材性的原因,在杉木加工利用、开发杉木工业化板材产品等方面的工作力度不够,这已成为全国性的问 题。在加工方面,有“两少两多”问题,即规模大的杉木加工企业少、科技含量高的杉木制品少、杉木总体加工 层次低、杉木综合利用率低等;在流通方面,没有形成自己的工业产品和品牌,市场竞争力不强。这些既影响 了杉

细木工板规格
格式:pdf
大小:12KB
页数:1P
4.3
细木工板规格: 细木工板在市场上大部分是实心、胶拼、双面砂光、五层的细木工板,尺寸规格为: 细木工板尺寸:宽度1220mm,长度2440; 厚度:常用细木工板的厚度为18mm、 厚度规格有:12mm、15mm、18mm、20mm四种15mm与18mm是较为常用的厚度,厚度不 一也会导致价格的不同。 细木工板价格在80~160元之间,差的在40~70元之间。细木工板价格在80~160元之间, 差的在40~70元之间。 石膏板规格: 厚度9.5mm/12mm/15mm 宽度1200mm/1220mm 长度3000mm/2440mm 厚度6-25.4mm; 长度1800-3000mm; 宽度600-1220mm 石膏板品牌:龙牌、泰山、可耐福、拉法基、圣戈班·杰科⋯⋯ 2440*1220*12
利用林木剩余物生产细木工板生产工艺及发展趋势 利用林木剩余物生产细木工板生产工艺及发展趋势
格式:pdf
大小:108KB
页数:1P
4.7
随着天然林保护工程的继续实施,国内木材资源更加日益紧张,尤其是珍贵树种更为突出,这样如何利用次小薪材、三剩物作原料生产木制品,就显得格外重要。本文主要探讨如何利用林木剩余物生产细木工板的生产工艺及发展趋势。
《中国细木工板生产与消费白皮书》发布 《中国细木工板生产与消费白皮书》发布
格式:pdf
大小:57KB
页数:1P
4.7
中国消费者协会与中国林产工业协会日前联合发布了《中国细木工板生产与消费白皮书》,这是我国细木工板行业第一本有关细木工板生产与消费的指导性专业文件。该白皮书分为“基础认识篇”、“生产技术篇”、“选购篇”及“消费政策和法规篇”,较为详细地介绍细木工板的特性、
细木工板生产线芯条板加工设备的布置与选择 细木工板生产线芯条板加工设备的布置与选择
格式:pdf
大小:113KB
页数:未知
4.6
细木工板生产线芯条板加工设备的布置与选择@张克忠@高秀珍¥洛阳人造板厂细木工板生产线芯条板加工设备的布置与选择张克忠高秀珍layoutandselectionofmachineryforcorestockprocesinginblockboardprod...
鑫生木业推出“超低醛细木工板” 鑫生木业推出“超低醛细木工板”
格式:pdf
大小:120KB
页数:2P
4.5
在消费者对当前市场上细木工板的甲醛含量仍存在质疑的情况下,国内主要的细木工板生产厂家始终没有停止进一步改良细木工板甲醛释放量的步伐。日前,从鑫生木业有限公司获悉,一种真正意义上的环保型细木工板诞生了——采用甲醛清除膜技术的“鑫生”超底醛细木工板现已全面上市。
细木工板生产现状及工艺改革相关
文辑推荐
知识推荐
百科推荐

职位:室内空间规划概念设计师
擅长专业:土建 安装 装饰 市政 园林


