

厦门博坦仓储10万t级油码头大型靠船构件安装工艺革新
格式:pdf
大小:316KB
页数:2P
人气 :52
 4.5
4.5
介绍在厦门博坦10万t级油码头工程中,采用先浇注靠船墩钢筋混凝土底板,待靠船构件安装后再浇注接缝混凝土和墩身主体混凝土,成功安装170 t特大型靠船构件的施工工艺。


厦门博坦仓储10万t级油码头大型靠船构件安装工艺革新热门文档

集装箱码头大型靠船构件施工方法的改进
格式:pdf
大小:119KB
页数:4P
4.4
一复差箱砒,吁 集装箱码头大型靠船构件施工方法的改进 三航五公司李若华 -———_— 一 一 、工程概况 连云港集装箱码头是国家重点工程之一。 码头共两个泊位,全长540m,有71个排架, 桩基采用外径120cm的后张预应力混凝土大 管桩。码头预制靠船构件有两种规格:kg1 型.外型尺寸为258tinx260cmx130cm(见图 1),预制件重量140kn,共86只;kg2型重8 t.共86只。该工程被公司列为创优单位工程 项目,甲方要求一个泊位一年内交付简易投产, 其中,靠船构件的安装和接高浇筑混凝土靠船 板是影响工程进度和质量的关键之—。 图1靠船构件 =用传统方法施工存在的问囊 排架若采用传统的施工方法.其程序如下: 安装吊筋——夹钢围图——安放通长槽钢—— 铺底板——
厦门嵩屿石化仓储库10万t级油码头钢管桩牺牲阳保护设计及实施
格式:pdf
大小:128KB
页数:4P
4.6
介绍10万t级油码头钢管桩牺牲阳极阴极保护设计及实施情况。实测所有钢桩保护电位的在-901 ̄1096mv之间(相对银/氯化银/海水参比电极),表明钢桩得到了充分的保护。
![200T门座机安装工艺[1]](https://files.zjtcn.com/group1/M00/25/2D/CgoBZ2ADEKeAWfa0AAAPzSixVrc679.jpg)
200T门座机安装工艺[1]
格式:pdf
大小:81KB
页数:20P
4.5
1 目录 一、工程概况,,,,,,,,,,,,,,,, 二、门座机吊装、安装工艺流程,,,,,,,, 三、门座机吊装、安装施工工艺,,,,,,,, 四、整机试车,,,,,,,,,,,,,,,, 2 一、工程概况 本工程地点在舟山市秀山岛,由九院设计,常石集团thb投 资建造两台d20048k12型200t门座式起重机,该起重机主要由行 走机构、门座、下转柱、八撑杆、大针轮、转盘、人字架、臂架 机房及机房内主起升、副起升、变幅机构、旋转机构、电气设备 等组成,由无锡大力起重机有限公司制造,在舟山秀山岛thb工 厂三期现场安装。 针对本工程实际情况,起重机主要部件在吊装时拟使用一副 360t级龙门桅杆吊,按自下而上的顺序进行安装。为确保在起 重机吊装、安装过程中的安全、质量和工期,特编制本方案以利 项目的顺利实施。 门座起重机主要技术参数: 起重能力:主钩:200
厦门博坦仓储10万t级油码头大型靠船构件安装工艺革新精华文档
 某大型油码头靠泊小油船兼容性设计
某大型油码头靠泊小油船兼容性设计 某大型油码头靠泊小油船兼容性设计
格式:pdf
大小:241KB
页数:未知
4.4
目前大型油船码头大都只能靠泊大型油船用以卸油,在靠泊小型油船装油时往往不能满足靠泊要求。文中论述了将蝶形布置的码头适当变形以及采用靠船墩加上靠船桩簇形式,不仅在主要结构部分可以满足小型油船的靠泊,在系缆墩部位也可满足靠泊小型油船的要求。
角码安装工艺
格式:pdf
大小:98KB
页数:2P
4.6
广州市广丰装饰材料有限公司 铝单板作业指导书 《角码安装工艺》 日期:编号:版本:第一页共二页: 一、工序说明 角码是为了把铝板固定在支架上,而安装的连接件。 二、工艺流程 三、操作要点 1、根据生产单规定的角码规格进行用料。 2、按照图纸规定的间隔数量及角码的高度进行安装。如图纸没有明确 请示主管后,按常规错开安装;即第一个角码中距边100㎜,对边 第一个角码中距边200mm,两角码之间距离为@350㎜(参考图例)。 3、在对应板边的位置上钉上角码,防止歪曲。 批准:审核:拟议: 冲制角码片 根据规格 角码成形 根据高度、角度 检查板边孔 间隔350㎜ 钉角码 按板边孔位 自检合格 放行 广州市广丰装饰材料有限公司 铝单板作业指导书 《角码安装工艺》 日期:编号:版本:第二页共二页: 四、质量要点 1、角码的规格厚度、高度、螺钉孔、间隔要符
船闸人字门的安装工艺 船闸人字门的安装工艺
格式:pdf
大小:913KB
页数:4P
4.4
通过多个水利枢纽船闸人字门安装的经验总结,形成了一套成熟的人字门安装工艺。这些安装工艺有一定的创新和突破,能够在保证施工安全和质量的前提下,以最快的安装速度完成施工任务,尽快使船闸通航。
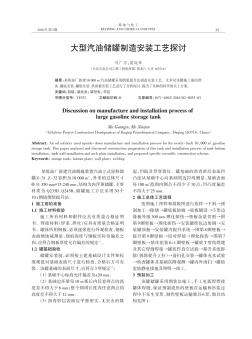
大型汽油储罐制造安装工艺探讨
格式:pdf
大小:685KB
页数:3P
4.7
某炼油厂新建10000m^3汽油储罐采用倒装提升法制造安装工艺.文章对该罐施工前的准备、罐底安装、罐壁安装、拱顶板安装工艺进行了分析探讨,提出了具体的科学的实工方案.
厦门博坦仓储10万t级油码头大型靠船构件安装工艺革新最新文档
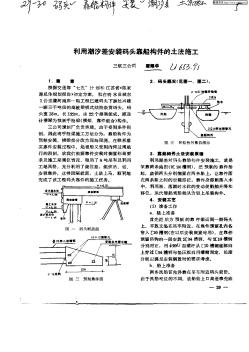
利用潮汐差安装码头靠船构件的土法施工
格式:pdf
大小:73KB
页数:2P
4.7
弼l『渊矽差工瀚弘 利用潮汐差安装码头靠船构件的土法施工 三航三公司 1.前夸 根据交通部七五计划和江苏省《陈家 港总体规划报告’初定方案,拟在响水县城东 1公里灌河南岸一期工程已建码头下游处兴建 一座三千吨级的高桩梁板式结构杂货码头.码 头宽15m,长122m,由22个排架组成。原设 计横梁为预制手枪梁(横梁、靠件组合)构件. 三公司预制厂负责承建.由于受到条件限 制,因此将手枪梁施工方法分为:靠船构件为 预制安装,横梁部分改为现场现浇。在联系落 实靠件安装过程中,超重船又受到内河过闸航 行的限制,故我们根据靠件安装时搁置标高要 求及施工期潮位情况,租用了8吨吊车及种用 工地民船,充分利用了湖位差,组织吊,运、 安装靠件。这样因陋就简,土法上马,顺利地 完成了该工程码头靠件的施工任务。 圈一码头断面圉 idxj2璜
船舶管系安装工艺规范1
格式:pdf
大小:70KB
页数:8P
4.4
‘船舶管系安装工艺规范 船舶管系安装工艺规范插图 11范围 本规范规定了船舶管系的安装前准备、人员、工艺要求、工艺过程和检验。 本规范适用于大中型船舶管系的安装。对于特种船舶或有特殊要求的管系, 应按设计要求,编制相应的工艺文件。 2安装前准备 2.1熟悉和掌握管系设计图纸与技术文件,按要求进行安装准备。 2.2安装的管子应有合格标记。管端严密封口,对封口损坏的管子,安装前需 用压缩空气吹净管内壁。 2.3安装的阀门及管件等应有产品检验合格证书。并具有良好的清洁封口。法 兰密封面和螺纹接头的螺纹不能碰伤或其它损坏,如有损坏应予修正。 2.4安装的管子、阀门及管件等应对照相应图样和技术文件核查其正确性和配 套完整性。 2.5管子和管件安装前应堆放在环境清洁的场所。 2.6镀锌管或镀锌零件的镀层表面应光滑,如在装焊时局部受到损伤应及时用 富锌底漆补涂。 2.7

拍门制造及安装工艺
格式:pdf
大小:54KB
页数:5P
4.7
太浦河泵站位于江苏省吴江市庙港镇境内的太浦河节制闸南侧,距东太湖约2公里,距苏州市约51公里,与已建的太浦河节制闸平列布 置,中心线平行距离200米。 泵站设计流量为300m3/s,安装有6台50m3/s的斜轴泵,水泵型式为斜15°斜轴泵,转轮直径,配套1600kw异步电动机,水泵最高净 扬程,设计净扬程,最低净扬程。 每一台斜轴泵有两个进水孔口和两个出水孔口,在水泵处汇在一起,泵站在太湖侧是进水池,12个孔口,安装四套检修闸门;泵站在太 浦河侧是出水池,12个孔口,前后两道闸门,第一道闸门为多叶拍门,第二道闸门为快速工作闸门。在枯水期,太湖水位比太浦河水位 低,为了防止太浦河水倒流回太湖,故安装多叶拍门,即止回水闸门。中国水利水电第十一工程局机电安装分局是第一次制造大型拍门。 太浦河泵站多叶拍门的特点: 多叶拍门尺寸为高×宽×厚,每台工作拍门上有3个
厅门安装工艺 (2)
格式:pdf
大小:19KB
页数:3P
4.3
厅门安装工艺 1范围 本工艺标准适用于额定载重量5000kg及以下,额定速度3m/s及以下各类国产曳引驱动 电梯厅门安装工程。 2施工准备 2.1设备、材料要求: 2.1.1厅门部件应与图纸相符,数量齐全。 2.1.2地坎、门滑道、厅门扇应无变形、损坏。其它各部件应完好无损,功能可靠。 2.1.3制作钢牛腿和牛腿支架的型钢要符合要求。 2.1.4电焊条和膨胀螺栓要有出厂合格证。 2.1.5水泥、砂子要符合第二章的规定。 2.2主要机具: 台钻、电锤、水平尺、钢板尺、直角尺、电焊工具、气焊工具、线坠、斜塞尺、铁锹、 小铲、榔头、凿子。 2.3作业条件: 2.3.1各层脚手架横杆位置应不妨碍稳装地坎、厅门安装的施工要求。 2.3.2各层厅门口及脚手板上干净,无杂物。防护门安全可靠。有防火措施,设专人看 火。 3操作工艺 3.1工艺流程: 稳装地 坎 →安装
三峡船闸人字门安装工艺
格式:pdf
大小:14KB
页数:10P
4.5
三峡船闸人字门安装工艺 摘要:三峡双线五级船闸是目前国内乃至世界上最 大的人字门,其设计结构复杂,技术先进,施工难度大。对 人字门的安装工艺过程作了详细介绍。 关键词:三峡船闸;人字门;安装;工艺 1概述 三峡双线五级船闸是长江三峡水利枢纽工程的主要通 航建筑物,位于枢纽左岸坛子岭左侧,担负着三峡二期工程 完工后长江通航任务。每线船闸主体段由6个闸首、5个闸 室组成,总长1621m,闸室平面有效尺寸280m×34m(长 ×宽),闸室坎上最小水深5m。每个闸首设有一套(两扇) 巨型人字闸门。 人字门由门体、背拉杆、防护梁、支垫块、底止水等组 成,其安装工程量大,吊装运输单元多,外形尺寸及重量大, 且安装程序复杂,拼装、焊接技术要求高,主要安装技术特 性见表1。表1人字门安装技术特性表序 号项目指标1门叶位置一、二、三、四 闸首五、六闸首
005厅门安装工艺
格式:pdf
大小:19KB
页数:3P
4.5
厅门安装 1范围 本工艺标准适用于额定载重量5000kg及以下,额定速度3m/s及以下各类国产曳引驱动 电梯厅门安装工程。 2施工准备 2.1设备、材料要求: 2.1.1厅门部件应与图纸相符,数量齐全。 2.1.2地坎、门滑道、厅门扇应无变形、损坏。其它各部件应完好无损,功能可靠。 2.1.3制作钢牛腿和牛腿支架的型钢要符合要求。 2.1.4电焊条和膨胀螺栓要有出厂合格证。 2.1.5水泥、砂子要符合第二章的规定。 2.2主要机具: 台钻、电锤、水平尺、钢板尺、直角尺、电焊工具、气焊工具、线坠、斜塞尺、铁锹、 小铲、榔头、凿子。 2.3作业条件: 2.3.1各层脚手架横杆位置应不妨碍稳装地坎、厅门安装的施工要求。 2.3.2各层厅门口及脚手板上干净,无杂物。防护门安全可靠。有防火措施,设专人 看火。 3操作工艺 3.1工艺流程:
船舶T字型靠泊码头碰撞安全性分析
格式:pdf
大小:2.5MB
页数:5P
4.7
为评估船舶t字型靠泊码头安全性的问题,文章以某工厂码头为例,采用显式有限元技术与现场实测相结合的方法,建立了船舶t字型靠泊有限元模型,将得到的仿真结果与现场实测数据进行分析,获得了船舶与码头的碰撞过程中码头各构件的最大应力值、护舷的变形及吸能曲线并验证了仿真的可靠性,通过分析不同船型及不同靠泊速度对靠泊码头安全性的影响,得到10000吨级船舶的建议最大安全靠泊速度为0.6m/s,20000吨级船舶建议最大安全靠泊速度0.34m/s,30000吨级船舶的建议最大安全靠泊速度为0.2m/s。
【工程】005厅门安装工艺
格式:pdf
大小:19KB
页数:3P
4.7
厅门安装 1范围 本工艺标准适用于额定载重量5000kg及以下,额定速度3m/s及以下各类国产曳引驱动 电梯厅门安装工程。 2施工准备 2.1设备、材料要求: 2.1.1厅门部件应与图纸相符,数量齐全。 2.1.2地坎、门滑道、厅门扇应无变形、损坏。其它各部件应完好无损,功能可靠。 2.1.3制作钢牛腿和牛腿支架的型钢要符合要求。 2.1.4电焊条和膨胀螺栓要有出厂合格证。 2.1.5水泥、砂子要符合第二章的规定。 2.2主要机具: 台钻、电锤、水平尺、钢板尺、直角尺、电焊工具、气焊工具、线坠、斜塞尺、铁锹、 小铲、榔头、凿子。 2.3作业条件: 2.3.1各层脚手架横杆位置应不妨碍稳装地坎、厅门安装的施工要求。 2.3.2各层厅门口及脚手板上干净,无杂物。防护门安全可靠。有防火措施,设专人 看火。 3操作工艺 3.1工艺流程:
厦门博坦仓储10万t级油码头大型靠船构件安装工艺革新相关
文辑推荐
知识推荐
百科推荐


职位:方案预算造价工程师
擅长专业:土建 安装 装饰 市政 园林


