

小口径直缝钢管焊接时阻抗器安装方式的改进
格式:pdf
大小:34KB
页数:2P
人气 :69
 4.4
4.4
简要介绍了!10mm以下的小口径焊接钢管的直缝焊接生产工艺,高速焊接时阻抗器的安装方式。分析了传统工艺生产小口径焊接钢管时存在的问题和局限。通过改进阻抗器安装方式,小口径直缝焊接钢管的生产效率由过去的30m/min提高到60m/min,成材率由70%提到98%以上,效果明显。



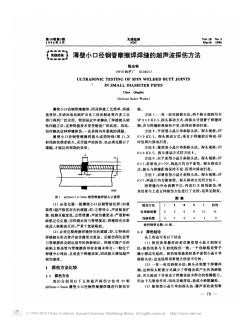
 三丝埋弧焊工艺在薄壁小口径直缝钢管焊接中的应用
三丝埋弧焊工艺在薄壁小口径直缝钢管焊接中的应用 三丝埋弧焊工艺在薄壁小口径直缝钢管焊接中的应用
基于薄壁小口径直缝焊管生产的需要,分析了三丝埋弧焊的原理及特点,确定了焊接电流配置方式,焊丝空间排布方式,各焊丝直径大小的组合,焊剂品种的选用以及焊接电流、电弧电压、焊接速度等工艺参数。

无缝钢管焊接尺寸
d(a)圆形口方形口六边形口边×边×厚 %20×20×3 40.098厚度%kg/m厚度%kg/m4 4.50.1250.21.571078.525×25×3 50.1540.1960.251.9631186.44 5.60.1930.32.3551294.230×30×4 60.2220.2830.352.74813102.132×32×3 6.30.2450.43.1414109.94 70.3020.3850.453.53315117.836×36×3 80.3950.5020.4350.53.92516125.64 90.4990.6360.5510.554.31817133.540×40×3 100.6170.7850.68
编辑推荐下载
 小口径冷拔无缝钢管生产现状及技改方案
小口径冷拔无缝钢管生产现状及技改方案 小口径冷拔无缝钢管生产现状及技改方案
格式:pdf
大小:227KB
页数:5P
4.7
分析了国内小口径冷拔无缝钢管的现状和存在的问题,提出了采用mini型连轧技术生产小口径无缝钢管的技术方案,通过其质量和成本的对比,得出改造的技术可行性。
小口径直缝钢管焊接时阻抗器安装方式的改进热门文档
小口径阀门自动焊接设备的研究 小口径阀门自动焊接设备的研究
格式:pdf
大小:469KB
页数:3P
4.5
通过改良焊枪的设计,使用plc和触摸屏对焊接设备进行控制,再辅以焊缝跟踪,实现了小口径阀门的自动焊接。这种方法操作简单,维护方便,无须操作者编制程序,只需对触摸屏进行参数设定即可实现设备的自动运作,从而大大提高了系统的安全性和可靠性。
焊接钢管平头方式的改进 焊接钢管平头方式的改进
格式:pdf
大小:157KB
页数:2P
4.6
本文在分析传统焊管生产工艺带来的钢管平头方式——点接触平头方式的设计思想的基础上,提出了现代焊管生产工艺变革所要求的钢管平头方式——面接触平头方式的设计思想,解决了点接触平头方式存在的缺点,达到了控制进刀过程处于平稳状态的目的,提高了刀具使用寿命,保证了平铣质量.
小口径直缝钢管焊接时阻抗器安装方式的改进精华文档
小口径管道安装034
格式:pdf
大小:167KB
页数:17P
4.6
安徽电力建设第二工程公司 作业指导书 版本号:2.0 状态:执行 编号:w10-t1-□□□□□□-034 小口径管道安装作业指导书 编制:日期 审核:日期 工程部:日期 质保部:日期 安环部:日期 批准:日期 生效日期: 小口径管道安装作业指导书 编号:w10-t1- □□□□□□-034 版本号:2.0 状态:执行 目录 1.目的 2.适用范围 3.编制依据 4.作业项目概述 5.作业准备 6.作业条件 7.作业顺序 8.作业方法 9.工艺质量要求 10.质量记录 11.安全管理、文明施工及环境保护 12.附录 文件修改记录: 版本号修改说明修改人审核人批准人 1目的: 指导公司承接施工的电厂工程小口径管道安装。 2适用范围: 适用公司承接施工的电厂工程小口径管道的安装。 3编制依据 3.1《电力
20×3小口径精密无缝钢管出库单
格式:pdf
大小:16KB
页数:1P
4.3
聊城宽达钢管有限公司出库单 产品名称规格数量(吨)单价(元)金额(元) 小口径精密无缝钢管20*330吨5900元/吨177000元 金额大写:拾柒万柒仟元整(0635-7510013)金额小写:177000元 2018年11月29日
40×6小口径无缝钢管出库单
格式:pdf
大小:16KB
页数:1P
4.8
聊城宽达钢管有限公司出库单 产品名称规格数量(吨)单价(元)金额(元) 小口径无缝钢管40*610.2吨4900元/吨49500元 合计金额:肆万玖仟伍佰元整金额小写:0635-7510013 2018年1月23日
小口径光亮无缝钢管规格表
格式:pdf
大小:23KB
页数:1P
4.6
小口径光亮无缝钢管规格序号小口径光亮无缝钢管规格 1φ6×123φ51×3/3.5/5/6/8/10/12 2φ8×1/1.524φ54×3/5/6/8/10/12/14 3φ10×1/2/325φ57×3/3.5/4/5/6/8/10/12/14/16 4φ12×2/326φ60×3/4/5/6/7/8/10/12/14/16 5φ14×2/327φ63.5×3/4/5/6/8/10/12/14/16/18 6φ16×2/3/428φ68×4/5/6/8/10/12/14/16 7φ18×2/3/4/529φ70×4/5/6/8/10/12/14/16 8φ20×2/3/4/5/630φ73×4/6/8/10/12/14/16/18/20 9φ21×3.531φ76×3/4/5/6/8/10/12/14/16/1
114×6小口径无缝钢管零切单
格式:pdf
大小:12KB
页数:1P
4.7
小口径无缝钢管零切单 供方:聊城宽达钢管有限公司 一、产品名称、材质、规格、数量、单价、金额 产品名称规格mm数量单价(元)金额 小口径无缝钢管114*6*225000个2元/个10000元 2019年12月11日
小口径直缝钢管焊接时阻抗器安装方式的改进最新文档
32×8小口径无缝钢管-出库单
格式:pdf
大小:16KB
页数:1P
4.5
聊城宽达钢管有限公司出库单 产品名称规格数量(吨)单价(元)金额(元) 小口径无缝钢管32*85吨4950元/吨24750元 金额大写:元整金额小写:0635-7510013 2018年12月4日

80×12小口径厚壁无缝钢管
格式:pdf
大小:16KB
页数:1P
4.4
聊城宽达钢管有限公司出库单 产品名称规格数量(吨)单价(元)金额(元) 小口径厚壁无缝钢管80*122吨5400元/吨10800元 合计金额:壹万零捌佰元整金额小写:0635-7510013 2017年12月29日
小口径无缝钢管14x2什么意思?
格式:pdf
大小:12KB
页数:1P
4.5
小口径无缝钢管14x2什么意思?14x2的意思是直径14mm厚度是2mm 供方:聊城宽达钢管有限公司编号:0635-7510013 需方: 一、产品名称、材质、规格、数量、单价、金额 产品名称规格mm数量(吨)单价(元)金额(元) 20#精密光亮钢管14*28000元/吨 20#精密光亮钢管16*27500元/吨 45#精密光亮钢管14*28200元/吨 45#精密光亮钢管16*27700元/吨 以上价格含税自提。 2019/8/20
小口径无缝钢管规格表
格式:pdf
大小:23KB
页数:1P
4.8
小口径无缝钢管规格表-聊城宽达钢管有限公司提供 规格规格规格规格规格规格规格规格 8*223*330*638*2.550*258*368*378*8 10*2.523*432*238*350*2.558*468*480*2 16*224*232*2.538*3.550*358*668*680*3 16*2.524*332*338*450*459*270*280*4 16*324*432*3.538*650*659*370*380*6 17*225*232*440*251*259*470*480*8 17*2.525*332*540*351*359*670*680*12 17*325*432*640*451*460*272*281*2 18*227*234*2

大口径钢管焊接-卷管
格式:pdf
大小:576KB
页数:2P
4.6
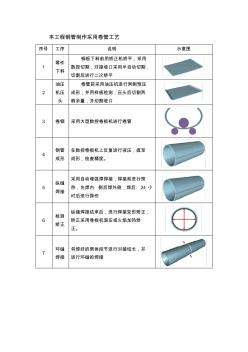
本工程钢管制作采用卷管工艺 序号工序说明示意图 1 零件 下料 钢板下料前用矫正机矫平,采用 数控切割,对接坡口采用半自动切割, 切割后进行二次矫平 2 油压 机压 头 卷管前采用油压机进行两侧预压 成形,并用样板检测,压头后切割两 侧余量,并切割坡口 3卷钢采用大型数控卷板机进行卷管 4 钢管 成形 在数控卷板机上反复进行液压,直至 成形,检查精度。 5 纵缝 焊接 采用自动埋弧焊焊接,焊接前进行预 热,先焊内侧后焊外侧,焊后24小 时后进行探伤 6 检测 矫正 纵缝焊接结束后,进行焊接变形矫正, 矫正采用卷板机滚压或火焰加热矫 正。 7 环缝 焊接 将焊好的筒体段节进行对接结长,并 进行环缝的焊接 主材切割 主材预热 卷板机 合缝卷圆 内部焊接 气刨 外部焊接 热矫正 尺寸外观检查 探伤检查 成品检查 主材开坡口 a1 a2 a3 a4 a5 卷板
压力(差压)变送器安装方式的改进 压力(差压)变送器安装方式的改进
格式:pdf
大小:139KB
页数:未知
4.8
针对压力(差压)变送器传统安装方式存在的用料多、费用高和维护难的问题,以就近安装、降低能耗为原则,改进了压力(差压)变送器的安装方式,开展实施了现场试验工作,分析对比了传统安装方式与新安装方式的优缺点,总结了新安装方式的效果和注意事项。
镀锌无缝钢管焊接工艺
格式:pdf
大小:23KB
页数:3P
4.6
一、工艺要求 镀锌无缝钢管的焊前准备与一般的低碳钢是相同的,需 要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊 透,坡口尺寸要适当,一般60~65°,要留有一定的间隙, 一般为~;为了减少锌对焊缝的渗透,在焊之前,可将坡口内 的镀锌层清除以后再焊。在实际工作中,采用了集中打坡口, 不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透 的可能性。焊条应根据镀锌管的基体材质选用,一般低碳 钢由于考虑易操作性,选用j422较为普遍。当使用其他低 氢焊条时效果更佳,如j506等。 二、焊接手法 在焊多层焊的第一层焊缝时,尽量使锌层熔化并使之汽 化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊 角焊缝时,同样在第一层尽量使锌层熔化并使之汽化、蒸发 而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右, 当使锌层熔化后再回到原来位置继续向前施焊。再横焊和立 焊时,如选
大口径无缝钢管的焊接 大口径无缝钢管的焊接
格式:pdf
大小:207KB
页数:未知
4.3
大口径(φ426×10毫米)无缝钢管(10号钢)的焊接,在我单位承包的煤气主管道施工中被列为严格要求项目。除要求接头为单面焊双面成型之外,对管道焊缝的致密性和耐蚀性也有严格要求,并规定每个接头均应做100%x射线检查(3级以上为合格)。在转动管与固定管的全位置焊缝质量检查中,抽样均达到一级片,合格率为100%。现将操作工艺介绍如下。
大型铝罐体与小口径铝管接头的焊接 大型铝罐体与小口径铝管接头的焊接
格式:pdf
大小:312KB
页数:2P
4.4
某化工厂一台大型铝罐(储存硫酸60t)有一小口径铝管接头需要更换,如图1所示,但由于铝罐体积大、铝板较厚(δ=20mm),而更换的铝管接头管径细,又较薄(38mm×6mm),施焊起来十分困难,成了焊接棘手难题。1.前两次没有焊接成功的原因分析该罐体(已按要求彻底清洗干净)铝管接头先后请人焊过两次,都没有成功,经分析有以下原因:(1)纯铝熔点为658℃,但又有较高的热容量和熔化潜热,散热比较快,因此在熔化时所需要的热量也较高。
小口径直缝钢管焊接时阻抗器安装方式的改进相关
文辑推荐
知识推荐
百科推荐


职位:中级暖通工程师
擅长专业:土建 安装 装饰 市政 园林


