

小径管对接焊接接头相控阵超声检测技术
格式:pdf
大小:1.1MB
页数:4P
人气 :75
 4.5
4.5
对小径管对接接头中存在的裂纹、未熔合和未焊透等自然缺陷分别进行相控阵超声检测和射线检测,比较分析了两种检测方法的检测结果,评述了相控阵检测的优势及其在小径管检测中的应用前景。




对接焊接接头超声波检测工艺规程
对接焊接接头超声波检测工艺规程 1.0目的及适用范围 1.1目的 为保证钢接接头的超声波检测工作质量,提供准确可靠的检测数 据,特制定本规程。 1.2适用范围 1.2.1本规程规定了承压设备焊接接头的超声波检测和缺陷等级评 定; 1.2.2本规程适用于: a)母材厚度为6mm~400mm全熔化焊对接焊接接着的超声波检测; b)管座角焊缝的超声波检测; 1.2.3本规程不适用于: a)铸钢等粗晶材料对接接头的超声波检测; b)外径<φ159mm的焊接接头、内径≤φ200mm的管座角焊缝的 超声波检测; c)外径<φ250mm或内外径之比小于80%的纵向对接焊接接头的 超声波检测。 2.0编制依据 2.1本程序依据jb/t4730-2005.3《承压设备无损检测》编制; 2.2本程序参照gb11345-1989《钢焊缝手工超声波探伤方法和结果 分级》编制; 3.0检测设备和

 承压设备对接焊接接头超声检测和质量分级
承压设备对接焊接接头超声检测和质量分级 承压设备对接焊接接头超声检测和质量分级
承压设备对接焊接接头超声检测和质量分级——5.1钢制承压设备对接焊接接头超声检测和质量分级 5.1.1适用范围 本条规定了钢制承压设备对接焊接接头的超声检测和质量分级。 1、全熔化焊对接焊接接头 1)母材厚度t=8mm~400mm 2)t=6mm~8mm...
编辑推荐下载
焊接接头超声检测讲稿4-曲面对接接头的超声检测
格式:pdf
大小:352KB
页数:13P
4.6
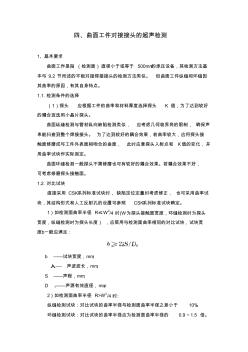
四、曲面工件对接接头的超声检测 1、基本要求 曲面工作是指(检测面)直径小于或等于500mm的承压设备,其检测方法基 本与9.2节所述的平板对接焊接接头的检测方法类似。但曲面工件纵缝和环缝因 其曲率的原因,有其自身特点。 1.1.检测条件的选择 (1)探头应根据工件的曲率和材料厚度选择探头k值,为了达到较好 的耦合宜选用小晶片探头。 曲面纵缝检测与管材纵向缺陷检测类似,应考虑几何临界角的限制,确保声 束能扫查到整个焊接接头。为了达到较好的耦合效果,若曲率较大,应将探头接 触面修磨成与工件外表面相吻合的曲面,此时应意探头入射点和k值的变化,并 用曲率试块作实际测定。 曲面环缝检测一般探头不需修磨也可有较好的耦合效果。若耦合效果不好, 可考虑修磨探头接触面。 1.2.对比试块 直接采用csk系列标准试块时,缺陷定位定量时考虑
小径管焊接接头超声波检测分析 小径管焊接接头超声波检测分析
格式:pdf
大小:750KB
页数:4P
4.7
介绍了单晶片、大折射角度、短前沿超声波探头在小直径薄壁(4~8mm)管子焊缝探伤应用过程中存在的缺陷定位不准、定性困难和缺陷分辨率低等问题,对存在的问题进行分析、探讨并制订了相应措施,使小直径薄壁管焊缝探伤方法更加精准,避免了漏检、误判,实际应用效果明显。
小径管对接焊接接头相控阵超声检测技术热门文档
用~(75)Seγ射线透照小管径对接焊接接头 用~(75)Seγ射线透照小管径对接焊接接头
格式:pdf
大小:480KB
页数:3P
4.6
对小管径管道的射线探伤采用了75seγ射线,75se放射源能量较低符合射线探伤的工艺要求而且75se射线在小径管射线透照中具有较高的灵敏度和较好的宽容度,使小管径管道的透照时间缩短,提高了工作效率;而且降低了散射线的影响,降低了射线底片的灰雾度,提高了底片的成像质量,使底片的对比度、灵敏度和清晰度符合标准要求,可获得理想的射线底片质量,有效地检出焊缝内部缺陷。
 承插焊接接头超声相控阵检测技术
承插焊接接头超声相控阵检测技术 承插焊接接头超声相控阵检测技术
格式:pdf
大小:640KB
页数:3P
4.6
针对承插焊接接头内部缺陷无法检测的难题,研制了人工模拟裂纹试块,制定了相控阵检测工艺,并分析了相控阵的检测结果,评述了相控阵检测该类结构的优势及其应用前景。

《钢制承压设备焊接接头相控阵超声检测》征求意见稿及编制说明
格式:pdf
大小:814KB
页数:40P
4.5
—1— ics号 中国标准文献分类号 团体标准 团体标准编号 代替的团体标准编号 钢制承压设备焊接接头相控阵超声检测 phasedarrayultrasonictestingofweldedjointsofsteelpressure equipment (征求意见稿) xxxx-xx-xx发布xxxx-xx-xx实施 中国特种设备检验协会发布 目录 1范围...................................................................................................................................................1 2规范性引用文件..
结构模块不等厚焊接接头的超声检测 结构模块不等厚焊接接头的超声检测
格式:pdf
大小:277KB
页数:4P
4.5
描述了结构模块中不等厚焊接接头的超声检测方法,在声波从斜面入射或从斜面反射生成二次波时,针对缺陷难以准确定位的技术难点,采用几何分析方法进行定位修正,同时对影响定位精度的因素作简要的概述。
小径管对接焊接接头相控阵超声检测技术精华文档
 铝合金平板对接焊接接头变形及损伤行为研究
铝合金平板对接焊接接头变形及损伤行为研究 铝合金平板对接焊接接头变形及损伤行为研究
格式:pdf
大小:458KB
页数:5P
4.5
应用tig焊获得焊缝质量良好的6061铝合金对接焊接接头,进行静态拉伸试验;试验结果表明,试样大多断裂在距焊缝熔合线边缘7~9mm处的软化区;应用双孔微剪切试验与有限元结合获得焊接接头各微区的力学性能及损失参数,提供给有限元计算,建立静态拉伸试验的有限元模型,并与实际试验结果对比验证模型的正确性,在此基础上研究高匹配和低匹配焊接接头及试样相对宽度对焊接接头失效行为的影响,结果表明,对于低匹配焊接接头,接头越窄越容易失效,所以应尽量选择较宽的焊接接头;对于高匹配焊接接头,接头越窄,越不容易失效,所以建议应尽量选择较窄的焊接接头.
新型奥氏体钢小径管焊接接头的超声波探伤 新型奥氏体钢小径管焊接接头的超声波探伤
格式:pdf
大小:139KB
页数:3P
4.5
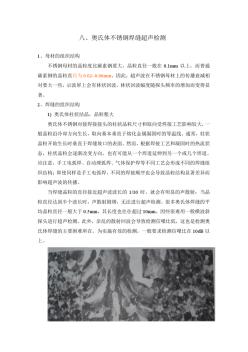
在超(超)临界发电机组的锅炉受热面中,super304h等新型奥氏体材料应用越来越广泛,文章结合铁素体钢小径管焊接接头的超声波探伤方法,对新型奥氏体钢小径管进行分析及对比,指出其中的差异,并提出适用于现场的快速有效检测新型奥氏体钢小径管焊接接头的探伤方法。
 带内加工倒角钢管对接焊接接头超声波检测
带内加工倒角钢管对接焊接接头超声波检测 带内加工倒角钢管对接焊接接头超声波检测
格式:pdf
大小:155KB
页数:3P
4.4
火力发电厂中的各种管道部件对接接头时有在焊件内侧加工倒角的情况,给超声波检测带来很大困难,文章介绍带内加工倒角对接焊接接头的结构特点和超声波检测的一般技术方法,全面分析该类接头超声波探伤中可能出现的各种非缺陷回波并进行定位计算,以便对缺陷回波的甄别,避免检测过程中的误判。
小径管对接焊接接头相控阵超声检测技术最新文档
奥氏体不锈钢对接焊接接头超声波检测对比试块的制作 奥氏体不锈钢对接焊接接头超声波检测对比试块的制作
格式:pdf
大小:872KB
页数:4P
4.3
奥氏体不锈钢对接焊接接头的超声检测中,带焊缝的对比试块的制作对检测评价结果非常重要,也能为超声波仪器探头系统的灵敏度调整提供较为客观有效的参考。为使对比试块更贴近实际检测的需要,采用将试块竖立焊接方式设计制作了超声检测对比试块。并与平躺x型坡口对比试块进行了细致对比,结果显示采用竖立焊接试块调试的检测灵敏度更为恰当。实际检测工作也验证了竖立焊接对比试块能更好地满足检测要求。
聚乙烯管道电熔焊接接头的超声检测 聚乙烯管道电熔焊接接头的超声检测
格式:pdf
大小:982KB
页数:5P
4.7
聚乙烯管连接中大量使用电熔接头,其质量的好坏直接影响管道系统的安全。分析了超声聚焦检测技术对聚乙烯管电熔接头各类缺陷的检出能力。在此基础上,运用相控阵超声技术及b扫描实时成像超声方法检测大量含缺陷接头,对比超声成像图与接头实剖图,发现该方法有较高的检测灵敏度和检出精度,可以应用于工程实践。
压力容器垫板单面焊焊接接头缺陷超声检测 压力容器垫板单面焊焊接接头缺陷超声检测
格式:pdf
大小:361KB
页数:2P
4.4
介绍了垫板单面焊焊接接头缺陷产生的特点,缺陷产生的各种原因与防止方法、措施,以及如何进行超声波检测与判定。
中厚壁钢制承压管道焊接接头超声检测灵敏度的对比 中厚壁钢制承压管道焊接接头超声检测灵敏度的对比
格式:pdf
大小:214KB
页数:4P
4.5
介绍了dl/t820-2002与jb/t4730-2005标准关于超声检测灵敏度的规定,对两个相关标准试块的人工规则反射体进行反射当量理论计算与实际测定,比较了两个标准的检测灵敏度;以燃煤发电机组电站锅炉的中厚壁钢制承压管道焊接接头为工程实例,用两种标准分别进行评定,得到了不同的评定结果。实验表明,在实际工程检测中,应以管壁厚度为基准,合理选择中厚壁钢制承压管道焊接接头的超声检测标准。
 小径管对接焊接接头超声波探伤探讨
小径管对接焊接接头超声波探伤探讨 小径管对接焊接接头超声波探伤探讨
格式:pdf
大小:97KB
页数:未知
4.8
一、概述管子和压力管道其主要作用是输送介质,除常见的石油、天燃气外,还有工业用气体,如氧气、二氧化碳等、乙烯、液氨、矿浆、煤浆等介质。与其他特种设备相比,主要由以下几方面的特点:1.管道与输送介质相对流动,所以管道内要减小阻力,保证光洁;还要对介质有所考虑,腐蚀性强的在设计上要增加相应的裕量。2.管道是相应固定的。一般埋于地下,不发生位移。3.输送的连续性。一般情况下应连续运行。4.在役运行的管道对地面建筑或区域构成威胁,尤其是易燃气
小径管焊接接头射线检测 小径管焊接接头射线检测
格式:pdf
大小:80KB
页数:未知
4.6
小径管的射线检测经过多年的发展已经成为一个非常成熟的无损检测工艺,在特种设备检验行业中广泛使用。各检测机构都有自身的检测工艺,现就本公司的工艺作探讨。
薄壁小径管焊接接头超声波探伤 薄壁小径管焊接接头超声波探伤
格式:pdf
大小:544KB
页数:未知
4.7
为进一步提高薄壁小口径管焊缝的超声波检验准确度,以《管道焊接接头超声波检验技术规程》(dl/t820—2002)标准为检验依据,介绍了薄壁小径管焊缝超声波探伤的常规方法,重点探讨了常规探伤方法在实际探伤中缺陷定位方面遇到的一些问题,提出了解决问题的方案。
小径管异种钢焊接接头超声波探伤的探讨 小径管异种钢焊接接头超声波探伤的探讨
格式:pdf
大小:167KB
页数:未知
4.4
在高参数的电厂中,存在大量的奥氏体钢与铁素体钢的异种钢焊接接头,由于不同母材金属的化学成分、组织以及性能的差异,给超声波探伤带来很大难度。采用纵波斜角法以及小波理论配置超声波探伤领事处理系统进行检测的方法,可以抑制噪声,提高信噪比,容易判断小径管异种钢焊缝中存在的缺陷及方位。
承插焊接接头射线检测技术 承插焊接接头射线检测技术
格式:pdf
大小:98KB
页数:未知
4.5
对核安全部件的射线检测类别有多种,比如管件和铸造阀门等铸件的壳体内部的射线检测。焊缝射线检测主要是角接焊缝、插套间隙等多种类型,这些不同类型的射线检测其特征都不一样。论本文主要探讨的是承插焊接接头的射线检测技术方法。
小径管对接焊接接头相控阵超声检测技术相关
文辑推荐
知识推荐
百科推荐


职位:客户经理
擅长专业:土建 安装 装饰 市政 园林


