




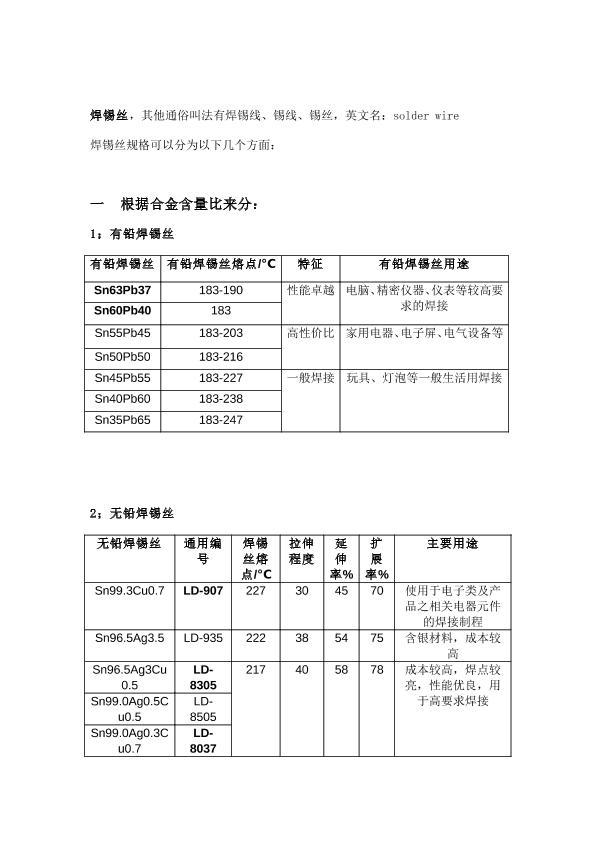
焊锡丝加工工艺
焊锡丝加工工艺 传统焊锡丝的制造流程大致为:合金熔合、浇铸、挤压、拉丝、绕线、包装这几步,在这个 生产流程中,每一个环节都比较重要,每一道工序都应有品质控制点,下面将这几个工序的 相关情况进行简要介绍。 (一)、“合金熔合”及“浇铸” “合金熔合”是指将种金属按一定的比例进行熔炼、去杂并做成所需要的合金过程。此 工序在实际操作中,往往在熔合完成的同时开始“浇铸”,“浇铸”是指将熔合好的合金倒入 成型模中,一般为圆柱型,所以也有人称此半成品为“锡圆柱”,“锡圆柱”的长短、粗细视 压机入口情况而定,以能够较方便地放入挤压机进行挤压为准。在此,将“熔合”与“浇铸” 放到一起来讲,此两段工艺所需设备并不复杂,主要设备包括:熔炉、铸造模具、成型模、 温度传感器等。 目前的熔合过程中,以油、电加热为主,也有部分厂商使用煤碳加热,使用油、电加热 需要相应特制的加热熔炉,可自
编辑推荐下载
关于锡条锡丝估算
格式:pdf
大小:13KB
页数:1P
 4.3
4.3
关于锡条锡丝估算 1.方法一:可对dippcb板进行过炉前后用电子称称重的情况下; 锡条重量=(过炉后pcb板重量—过炉前pcb板重量)×1.2 2.方法二:锡条用量标准 单面板 dip大焊点dip小焊点smd焊点空点铜箔吃锡面积 0.015g0.012g0.008g 1/2常规焊 点 列入宽放(20℅) dip大焊点:pad>2.5mm(或脚径大于1.0mm) dip大焊点包括:插座,端子,散热片,变压器,电感,线材,大体 积零件; dip小焊点:pad<2.5mm(或脚径小于等于0.8mm) dip小焊点一般包括:常规小零件,跳线; 锡丝用量标准 单面板 修补焊锡丝用量组装焊锡丝用量 dip焊点smd焊点加锡大焊点 组装特大焊点组装大焊点组装小焊点 0.032g0.025g0.06g0.175g0.075
锡丝焊接热门文档

铜丝及镀锡丝检验标准
格式:pdf
大小:32KB
页数:1P
4.6
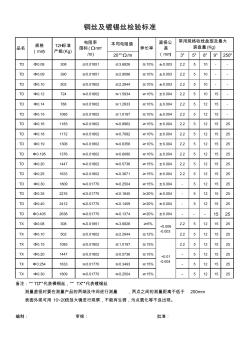
铜丝及镀锡丝检验标准 品名 规格 (mm) 12h标准 产能(kg) 电阻率 国标(ωm㎡ /m) 本司电阻值 伸长率 直径公 差 (mm) 常用规格收线盘型及最大 装盘量(kg) 20°ω/m3"5"8"9"250" tdφ0.08308≤0.01851≤3.6826≥10%±0.0032.2510-- tdφ0.09390≤0.01851≤2.9096≥10%±0.0032.2510-- tdφ0.10502≤0.01802≤2.2944≥10%±0.0032.2510-- tdφ0.12724≤0.01802≤1.5934≥10%±0.0042.251015- tdφ0.14788≤0.01802≤1.2933≥10%±0.0042.251215-
 基于SolidWorks的锡丝打孔机设计
基于SolidWorks的锡丝打孔机设计 基于SolidWorks的锡丝打孔机设计
格式:pdf
大小:157KB
页数:2P
4.5
介绍了一款新型的高精密机器,该机器采用精密加工的刀状齿轮在焊锡丝表面打出一排孔,使之在焊接时有效地防止助焊剂飞溅,减少出现"爆锡球"的现象,为高清洁度的工作环境提供了有效的保障。
焊接焊丝基本知识
格式:pdf
大小:16KB
页数:7P
4.5
1.什么叫焊接? 答:两种或两种以上材质(同种或异种),通过加热或加压或二者并用,来达到原子 之间的结合而形成永久性连接的工艺过程叫焊接. 2.什么叫电弧? 答:由焊接电源供给的,在两极间产生强烈而持久的气体放电现象—叫电弧。 〈1〉按电流种类可分为:交流电弧、直流电弧和脉冲电弧。 〈2〉按电弧的状态可分为:自由电弧和压缩电弧(如等离子弧)。 〈3〉按电极材料可分为:熔化极电弧和不熔化极电弧。 3.什么叫母材? 答:被焊接的金属---叫做母材。? 4.什么叫熔滴? 答:焊丝先端受热后熔化,并向熔池过渡的液态金属滴---叫做熔滴。 5.什么叫熔池? 答:熔焊时焊件上所形成的具有一定几何形状的液态金属部分---叫做熔池。 6.什么叫焊缝? 答:焊接后焊件中所形成的结合部分。 7.什么叫焊缝金属? 答:由熔化的母材和填充金属(焊丝、焊条等)凝固后形成的那部分金属
锡丝焊接精华文档
锡焊焊接技术要点
格式:pdf
大小:42KB
页数:4P
4.4
锡焊技术要点 作为一种操作技术,手工锡焊主要是通过实际训练才能掌握,但是遵 循基本的原则,学习前人积累的经验,运用正确的方法,可以事半功倍地 掌握操作技术。以下各点对学习焊接技术是必不可少地。 编辑本段锡焊基本条件 焊件可焊性 不是所有的材料都可以用锡焊实现连接的,只有一部分金属有较好可 焊性(严格的说应该是可以锡焊的性质),才能用锡焊连接。一般铜及其 合金,金,银,锌,镍等具有较好可焊性,而铝,不锈钢,铸铁等可焊性 很差,一 般需采用特殊焊剂及方法才能锡焊。 焊料合格 铅锡焊料成分不合规格或杂质超标都会影响焊锡质量,特别是某些杂 质含量,例如锌,铝,镉等,即使是0.001%的含量也会明显影响焊料润 湿性和流动性,降低焊接质量。再高明的厨师也无法用劣质的原料加工出 美味佳肴,这个道理是显而易见的。 焊剂合适 焊接不同的材料要选用不同的焊
各种焊接用焊丝的选用表.
格式:pdf
大小:123KB
页数:12P
4.5
各种焊接用焊丝的选用表 1焊丝选用的要点 焊丝的选择要根据被焊钢材种类、焊接部件的质量要求、焊接施工条件(板 厚、坡口形状、焊接位置、焊接条件、焊后热处理及焊接操作等)、成本等综 合考虑。 焊丝选用要考虑的顺序如下。 ①根据被焊结构的钢种选择焊丝对于碳钢及低合金金高强钢,主要是按 “等强匹配”的原则,选择满足力学性能要求的焊丝。对于耐热钢和耐候钢, 主要是侧重考虑焊缝金属与母材化学成分的一致或相似,以满足对耐热性和耐 腐蚀性等方面的要求。 ②根据被焊部件的质量要求(特别是冲击韧性)选择焊丝与焊接条件、 坡口形状、保护气体混合比等工艺条件有关,要在确保焊接接头性能的前提下, 选择达到最大焊接效率及降低焊接成本的焊接材料。 ③根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确 定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊 接位置及使用电流的焊丝牌号。
大直径气保焊丝焊接技术开发 大直径气保焊丝焊接技术开发
格式:pdf
大小:1.6MB
页数:3P
4.8
随着钢结构行业中厚板的广泛使用,焊接要求也在不断增加,如何最大限度地节省焊材,提高焊接效率,也成为各单位努力实现的目标。在此基础上我司通过ф1.6mm气保焊丝和ф1.2mm气保焊丝,在实际钢构生产中的对比试验,来得出ф1.6mm气保焊丝的优点,并取得不错的成效,大大地提高了生产效率。
锡丝焊接最新文档
双丝埋弧焊在重型H型钢的焊接应用 双丝埋弧焊在重型H型钢的焊接应用
格式:pdf
大小:407KB
页数:2P
4.6
为提高重型h型钢焊接生产效率,采用了成都焊研威达自动焊接设备有限公司生产的双丝双道龙门自动埋弧焊设备,进行了双丝埋弧焊的工艺试验,确定了相关焊接工艺参数。实践表明,焊缝质量好,生产效率可提高2~3倍。

锡青铜焊接要点
格式:pdf
大小:465KB
页数:2P
4.6
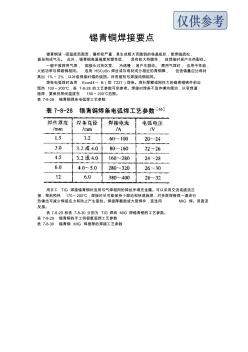
锡青铜焊接要点 锡青铜液-固温度范围宽,偏析较严重,易生成粗大而脆弱的枝晶组织,使焊缝疏松, 甚至构成气孔。此外,锡青铜高温强度和塑性低,具有较大热脆性,故焊接时易产生热裂纹。 一般不推荐用气焊,固接头过热区宽、冷速慢,易产生裂纹。需用气焊时,应用中性焰, 火焰功率与焊碳钢相同。选用hscusn焊丝或与母材成分相近的青铜棒,但含锡量应比母材 高出1%~2%,以补偿焊接时锡的烧损。所用熔剂与焊接纯铜相同。 焊条电弧焊时选用ecusⅱ一b(即t227)焊条。焊补厚擘或刚性大的锡青铜铸件前应 预热100~200℃,表7-8-28的工艺参数可供参考。焊接时焊条不宜作横向摆动,以窄焊道 施焊,要保持层间温度在150~200℃范围。 表7-8-28锡青铜焊条电弧焊工艺参数 用手工tig焊接锡青铜时选用与气焊相同的焊丝作填充金属。可以采用交流或直流正
双丝埋弧焊工艺及焊接接头性能研究 双丝埋弧焊工艺及焊接接头性能研究
格式:pdf
大小:709KB
页数:5P
4.6
采用双丝和单丝埋弧焊方法进行焊接试验,比较了双丝和单丝埋弧焊条件下焊丝金属的熔敷率,从焊接接头断面、接头金相组织以及接头力学性能等方面进行了分析。结果表明,采用双丝埋弧焊工艺使焊接效率提高,焊缝熔深增加、熔宽增大,热影响区金属的成分偏析现象减弱,接头性能满足技术要求,但焊缝区有时会产生魏氏组织,使焊缝区金属的冲击韧度降低。
直缝焊管多丝埋弧焊焊接工艺 直缝焊管多丝埋弧焊焊接工艺
格式:pdf
大小:466KB
页数:3P
4.8
以材质为x70,φ1016×26.2mm的直缝焊管为例,对其多丝埋弧焊焊接工艺进行了研究。对影响直缝焊管焊接质量的电源、焊剂、焊丝、焊接工艺参数进行了分析。通过分析,为各种不同口径、材质直缝焊管的多丝埋弧焊焊接工艺研究奠定了基础。
双丝和单丝自动埋弧焊接头性能研究 双丝和单丝自动埋弧焊接头性能研究
格式:pdf
大小:236KB
页数:4P
4.8
在相同的焊接线能量条件下,对16mn钢分别进行单丝直流及交流埋弧焊和双丝埋弧焊。对三种埋弧焊焊接所获得的焊接接头进行了力学性能测试,并对断口形貌和组织进行了分析。研究结果表明,双丝埋弧焊获得的接头焊缝区金属的韧性降低,焊缝区和熔合区附近出现了魏氏组织,熔合区附近断口呈韧窝状,焊缝中心断口呈现解理断口。采用双丝和单丝埋弧焊所获得的焊接接头金属硬度值变化不显著。
 金丝球焊接头视觉识别技术
金丝球焊接头视觉识别技术 金丝球焊接头视觉识别技术
格式:pdf
大小:177KB
页数:5P
4.6
为解决传统的手动金丝球焊接机无法实现金丝球焊的全自动化且装配精度较差的问题,通过分析金丝球焊接头与零件主要定位特征的相对位置关系,在对零件主要定位特征精确定位的基础上,利用特征之间相对位置的空间变换计算金丝球焊接头的位置,并通过在该位置附近划分较小的感兴趣区域进行识别,以达到对金丝球焊接头图像精确识别的目的。实验结果表明,对金丝球焊接头的识别成功率有明显提高。

锡丝焊接相关
文辑推荐
知识推荐
百科推荐


职位:资深室内设计师
擅长专业:土建 安装 装饰 市政 园林


