

微型直齿沟槽铜管充液旋压-多级拉拔复合成形
格式:pdf
大小:2.4MB
页数:6P
人气 :67
 4.4
4.4
采用高速充液旋压-多级拉拔复合成形方法加工出了直径在6mm以下的、质量稳定的微型直齿沟槽铜管.在分析其加工成形机理的基础上,研究了加工参数对沟槽铜管质量的影响.结果表明:微型直齿沟槽铜管成形过程中,过大的拉拔级次压缩率会导致微型直齿沟槽铜管的轴向沟槽产生断裂或折叠,过大的圆度误差会导致微型直齿沟槽铜管表面产生皱折和凹陷;而拉拔模具入口锥角采用16°、定径区长度取4mm、出口锥角取30°、润滑条件良好及残余应力较小时,拉拔沟槽铜管表面质量更高.通过控制拉拔工艺参数和圆度误差,可获得直径在6mm以下的、质量稳定的微型直齿沟槽铜管,且内部沟槽趋于封闭,呈燕尾槽特征,有利于提高微型直齿沟槽铜管的毛细力.



 拉拔工艺参数对微型直齿沟槽铜管成形的影响(英文)
拉拔工艺参数对微型直齿沟槽铜管成形的影响(英文) 拉拔工艺参数对微型直齿沟槽铜管成形的影响(英文)
利用高速充液旋压技术加工出直径为6mm的沟槽管;然后,采用多级拉拔成形方法加工出直径为3~6mm的微型直齿沟槽铜管。在分析其加工成形机理的基础上,重点研究拉拔工艺参数对沟槽管成形的影响规律。结果表明:在微型直齿沟槽铜管成形过程中,随着拉拔成形直径的缩小,壁厚增加,槽深和槽宽均减小;同时,壁厚随着拉拔模具角的增加而减小,而槽深和槽宽随着拉拔模具角的增加而增加;随着拉拔级次压缩率的增大,拉拔力增大,过大的拉拔级次压缩率会导致微型直齿沟槽铜管拉拔成形轴向沟槽产生断裂。随着拉拔模具角的增大,拉拔力先减小后增大,并且存在一个最小值区域。当拉拔模具角α=16°时,拉拔力最小,此为最佳拉拔模具角。
微沟槽热管充液旋压成形实验研究 微沟槽热管充液旋压成形实验研究
对微沟槽热管充液旋压成形工艺进行了研究,通过试验对影响充液旋压成形加工的三种关键性因素进行了研究与分析。结果表明,在影响充液旋压加工沟槽式热管的三种因素中,旋压当量直径和刀具与滚珠间相对位置主要影响热管内微沟槽形状和尺寸大小,如槽深、槽宽和深宽比;刀具与滚珠间相对位置和拉伸速度影响充液旋压加工过程中铜管是否被拉断;拉伸速度对热管表面粗糙度影响很大。
编辑推荐下载
微热管轴向微沟槽高速充液旋压成形实验研究 微热管轴向微沟槽高速充液旋压成形实验研究
格式:pdf
大小:1.2MB
页数:5P
4.7
对铜微热管内壁轴向微沟槽高速充液旋压成形工艺进行实验研究,研究关键工艺参数包括拉管速度、旋压钢球数量、多齿芯头位置,分析其对微沟槽成形的影响,优化加工工艺参数。通过观察微沟槽横截面显微照片,分析微沟槽旋压成形过程中的塑性变形,初步探讨轴向微沟槽高速充液旋压成形机理。实验结果表明,拉管速度应在48cm/min~64cm/min之间,最佳旋压球数量为4,多齿芯头和旋压球之间的距离不得大于3.7mm;金属塑性变形较小、未被充分挤压入多齿芯头沟槽,是影响微沟槽成形的主要原因。
铜热管内壁微沟槽的高速充液旋压加工 铜热管内壁微沟槽的高速充液旋压加工
格式:pdf
大小:1.0MB
页数:5P
4.6
对直齿微沟槽铜热管的高速充液旋压拉拔成形加工机理进行了研究,建立了微沟槽高速充液旋压成形的几何模型,通过实验发现:微沟槽的加工包括挤压和成形两个阶段;影响微沟槽成形的主要因素包括多齿芯头几何参数、芯头位置、减薄量、拉拔速度、旋压器转速和工作温度等;通过控制挤压深度、进给量、芯头形状与位置等,可加工出不同形状、不同深宽比及不同壁厚的微沟槽;高速充液旋压加工微沟槽在生产上具有可行性,其材料利用率和生产效率高,成本低廉.
微型直齿沟槽铜管充液旋压多级拉拔复合成形热门文档
内螺纹翅片铜管高速旋压拉伸成形的研究 内螺纹翅片铜管高速旋压拉伸成形的研究
格式:pdf
大小:134KB
页数:4P
4.7
对内螺纹翅片铜管的高速旋压的伸成形加工机理进行了系统研究,分析了加工过程及参数,试验结果表明,齿深量随坯管与内螺纹管壁厚的比值及材料塑性的增加而逐渐增大,但外表面粗糙度随之变差,拉速与旋速的比值增大会导致外表面粗糙度变差,但随着旋速提高,其影响变小。
微小型薄壁内沟槽铜管旋压缩径数值模拟 微小型薄壁内沟槽铜管旋压缩径数值模拟
格式:pdf
大小:1.4MB
页数:7P
4.7
文章以有限元分析软件msc.marc为平台,建立了微小型薄壁内沟槽铜管钢球高速旋压缩径成形的三维弹塑性有限元模型,对缩径过程的变形机理、应力应变分布和受载情况进行了分析;同时,进行了成形过程实验研究。模拟与实验结果表明,沟槽底部的等效应力应变远大于齿形和沟槽管外表面,钢球与沟槽管接触区受三向压应力作用;等效应变沿轴向呈分层分布,沿周向呈间隔分布;轴向进给速度过大,沟槽管容易出现扭曲变形,轴向拉拔力和钢球承受载荷也相应增大。模拟结果揭示的规律与实验结果相一致。该研究有助于改进缩径工艺,提高加工效率。
加工微小型轴向沟槽铜管的多齿芯头齿形优化 加工微小型轴向沟槽铜管的多齿芯头齿形优化
格式:pdf
大小:563KB
页数:6P
4.6
多齿芯头是制造微小型轴向内沟槽铜管(aigct)的芯模,其齿的几何形状直接影响管内壁沟槽的成形质量及自身的寿命.文中根据单个齿成形区域的边界特征和aigct成形时矩形齿横截面金相图上呈现的金属流动特点,将成形区域划分为刚性区ⅰ、塑性变形区、刚性区ⅱ以及两个被压实的死区;使用上限法建立齿形成形的单位挤压力数学模型,并分析各参数对单位挤压力的影响机制,求解出金属最优流动方向的角度及其影响因素;从而优化出多齿芯头的齿形参数.
铜包钢复合线材的滑动拉拔过程 铜包钢复合线材的滑动拉拔过程
格式:pdf
大小:550KB
页数:未知
4.5
在连续拉拔时,铜包钢线的变形组织不大均匀,其拉拔应力也比钢丝拉拔的小。提出了适合铜包钢线拉拔的等滑动率法,降低了功率损耗,减轻了塔轮和线材的表面损伤。
微小型沟槽式热管制造的新方法——犁削/拉拔法 微小型沟槽式热管制造的新方法——犁削/拉拔法
格式:pdf
大小:1.4MB
页数:5P
4.6
在分析小型热管制造的旋压法和犁削法的原理、特点的基础上,提出了一种制造微小型热管的新方法——犁削/拉拔法.该方法能经济、方便地制造出各种外径尺寸的微小型热管.
微型直齿沟槽铜管充液旋压多级拉拔复合成形精华文档
铜铝双金属管连续衬拉复合成形的研究 铜铝双金属管连续衬拉复合成形的研究
格式:pdf
大小:520KB
页数:未知
4.6
采用连续衬拉复合工艺线路对铜铝双金属管成形规律进行研究,全面探讨了变形量和后序的热处理工艺对界面强度的影响,以及在成形过程中组元金属的变形规律。界面强度受变形量及热处理工艺影响较大,且组元金属存在不均匀变形规律,这为合理制订铜铝双金属管拉伸复合工艺提供了依据。
沟槽铜纤维复合毛细芯铜板压缩性能的研究 沟槽铜纤维复合毛细芯铜板压缩性能的研究
格式:pdf
大小:537KB
页数:4P
4.5
采用犁切挤压及烧结的方法制造了沟槽铜纤维复合毛细芯铜板。复合毛细芯具有良好的传热性能,但应用时经常受压,为此研究其压缩性能非常必要。采用压缩试验对沟槽铜纤维复合毛细芯铜板进行实验研究,分析了铜纤维直径、孔隙率、烧结温度和烧结时间对沟槽铜纤维复合毛细芯铜板的压缩性能的影响。结果表明:纤维直径越大,最大应力越小;反之则越大。细纤维直径的铜纤维板获得的最大应力为6.9mpa,而中纤维直径的铜板的最大应力为6.2mpa,粗纤维直径的最大应力为5.7mpa。烧结温度越高,所获得的铜纤维板相应的应力值更大;烧结时间越长,所得的铜纤维板的相应应力值也越大;孔隙率越小应力值越大。对各种实验结果的原因进行了分析。
微沟槽结构注塑成形的充型过程计算方法 微沟槽结构注塑成形的充型过程计算方法
格式:pdf
大小:589KB
页数:5P
4.8
微注塑成形制造方法适合于热塑性材料微小型器件大批量加工,对微注塑关键步骤——充型进行分析计算,有助于微注塑工艺参数和模具结构优化。目前研究表明,微尺度聚合物熔体流动与常规流动存在显著差异,采用常规尺度流动计算分析工具会带来较大偏差。本文以开源计算代码openfoam为基础,综合由实验获得的熔体表面特性规律和粘度变化规律等,采用面向对象编程方法构建了熔体填充微结构型腔流动过程的计算模块,以微流体器件中的典型微结构——微沟槽注塑充型过程为例进行数值模拟,分析了表面力和粘度作用对其注塑充型填充率的影响。
中间铜层厚度对不锈钢/碳钢复合管拉拔钎焊的影响 中间铜层厚度对不锈钢/碳钢复合管拉拔钎焊的影响
格式:pdf
大小:54KB
页数:未知
4.6
为了研究铜层厚度对不锈钢/碳钢复合管拉拔钎焊的影响,建立了复合管拉拔过程的有限元模型,研究发现:拉拔过程中,当铜层厚度为0.05mm时,不锈钢内表面的接触应力最大,为1100mpa.拉拔后金属间仍存50mpa的接触应力,金属间无分离趋势.钎焊实验证明,不锈钢/铜、铜/碳钢之间形成良好的冶金结合.
微型直齿沟槽铜管充液旋压多级拉拔复合成形最新文档
模具参数对不锈钢/铜/碳钢复合管拉拔的影响 模具参数对不锈钢/铜/碳钢复合管拉拔的影响
格式:pdf
大小:166KB
页数:未知
4.6
为研究拉拔模具参数对不锈钢/铜/碳钢复合管拉拔的影响,通过有限元软件建立三金属复合管拉拔过程的有限元模型,研究模角大小和定径带长度对金属间接触应力的影响。研究表明,对于三金属复合管拉拔,当模角为10°、定径带长度为0.125d时,拉拔力较小,且金属间的接触法向应力最大。
铍铜管材不同工艺拉拔过程的有限元分析 铍铜管材不同工艺拉拔过程的有限元分析
格式:pdf
大小:859KB
页数:4P
4.4
借助大型非线性有限元软件,应用二维轴对称弹塑性有限元法对铍铜管不同工艺拉拔过程中的应力与应变进行了模拟,并结合实际加工质量问题进行分析。结果表明:空拔后铍铜管材的轴向残余应力较大,外表面有很高的拉应力,内表面有很高的压应力;而固定短芯头拉拔后管材的残余应力较小。铍铜管固定短芯头拉拔过程中的等效应变和等效应力的变化比较平缓,变形较均匀;而空拔后等效应变和等效应力分布不均匀。这表明固定短芯头拉拔铍铜管的产品质量和精度都比较高,比空拉拔工艺合理。
拉拔铍铜管材残余应力的有限元分析 拉拔铍铜管材残余应力的有限元分析
格式:pdf
大小:768KB
页数:4P
4.3
借助大型非线性有限元软件,应用二维轴对称弹塑性有限元法对拉拔铍铜管的残余应力进行了分析。结果表明,在变形量相同的条件下,拉拔工艺不同,残余应力场有所不相同。空拉拔铍铜管材的外表面为很高的拉应力,内表面为很高的压应力;相对而言,固定短芯头拉拔管材的内外表面残余应力值相差较小且分布较均匀。外模半锥角对固定短芯头拔管材的轴向残余应力具有显著的影响;当半锥角为12°时,拉拔后管材的轴向残余应力值较小且分布均匀。
铜铝复合接触线拉拔加工过程的数值模拟 铜铝复合接触线拉拔加工过程的数值模拟
格式:pdf
大小:227KB
页数:4P
4.4
对一种机械啮合式异形截面结构的铜铝复合接触线拉拔加工过程进行了研究,建立了有限元三维数值模型,获得了稳定拉拔状态下的等效应力分布,模拟得到的接触线复合界面存存缝隙。通过改变铝线坯和铜线坯断面几何尺寸,研究了缝隙填充率的变化,获得了优化的铝线坯和铜线坯的形状。
内螺旋外波纹铜管成形工艺研究 内螺旋外波纹铜管成形工艺研究
格式:pdf
大小:355KB
页数:未知
4.4
采用滚轧加工法来研究内螺旋外波纹t2传热管的成形问题,深入浅出的分析了轧管机的轧辐角度与外波纹波距的关系,轧辐的旋进速度与铜管前进的关系,辊身角度在成形过程中的作用,以及管坯的不同状态对波距和内螺旋成形的影响。
铜棒连续拉拔机的设计和计算 铜棒连续拉拔机的设计和计算
格式:pdf
大小:3.8MB
页数:8P
4.3
本文简单地介绍了我国自行设计、制造的第一台铜棒连续拉拔机的结构和原理,并且较详细地分析了设备的主要部件一拉拔、拖板、端面凸轮、阻力架和拉簧的设计和其参数的选择及确定。尽管文中论述的是铜棒连续拉拔机,但其方法对管材拉拔机也是适用的。
植筋拉拔设计值
格式:pdf
大小:49KB
页数:2P
4.5
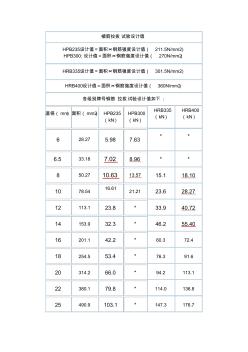
植筋拉拔试验设计值 hpb235:设计值=面积×钢筋强度设计值(211.5n/mm2) hpb300:设计值=面积×钢筋强度设计值(270n/mm2) hrb335:设计值=面积×钢筋强度设计值(301.5n/mm2) hrb400:设计值=面积×钢筋强度设计值(360n/mm2) 各级别牌号钢筋拉拔试验设计值如下: 直径(mm)面积(mm2)hpb235 (kn) hpb300 (kn) hrb335 (kn) hrb400 (kn) 628.275.987.63** 6.533.187.028.96** 850.2710.6313.5715.118.10 1078.5416.6121.2123.628.27 12113.123.8*33.940.72 14153.932.3*46.255.40 162

LB-15S直式钢绳拉拔机设备改造
格式:pdf
大小:1.9MB
页数:4P
4.4
本文阐述了lb-15s直式钢绳拉拔机设备结构和工作原理,并针对lb-15s直式钢绳拉拔机运行中产生的问题进行分析,生产中钢丝绳外表断丝严重,c型架装置内部托轮严重磨损,卷筒座支座前立板下方的托轮安装位置欠妥。本文提出了详细的设备改造方案,更换直径13mm钢丝绳,替换c型架内部托轮以支撑底部钢丝绳,对卷筒座支座前立板下方的托轮装置支座进行改造,用承重5t的成品起重用地轮替换了原设计托轮,改造后设备运行满足用户要求,实践证明改造方案合理,为该设备的优化设计提供参考。
基于有限元模拟的20/316L复合管拉拔成形分析 基于有限元模拟的20/316L复合管拉拔成形分析
格式:pdf
大小:1.1MB
页数:6P
4.8
为研究20/316l复合管拉拔成形过程,给出拉拔成形时轴向应力和径向应力对成形区内金属流动的影响,运用非线性有限元分析软件abaqus/explicit,对20/316l复合管拉拔过程进行仿真,得到了拉拔完成后稳定拉拔阶段的轴向应力、径向应力及等效塑性应变的分布,分析了拉拔全过程内外管之间残余接触压力的变化,以及稳定拉拔阶段拉拔力的分布规律。实验表明,经参数优化后的硬质合金拉拔模具的工作寿命是未优化前模具的6倍,并且得到了具有优良综合性能的内衬不锈钢复合管,该研究可节约分析时间,降低成本,又可为提高复合管质量、延长模具寿命提供参考。
微型直齿沟槽铜管充液旋压多级拉拔复合成形相关
文辑推荐
知识推荐
百科推荐


职位:消防工程资料员
擅长专业:土建 安装 装饰 市政 园林


