

钨钢棒材
格式:pdf
大小:14KB
页数:2P
人气 :90
 4.5
4.5
钨钢棒材简介 钨钢棒材是一种以硬质合金钨钢( WC)为主要原料,再加上其它贵重金属和粘贴相经采用 粉末冶金 方法压制烧结而成的高硬度、高强度的合金材料,广泛用于国民生产加工领域。 硬质合金在烧结过程中,因是粉末烧结,所以同普通模具钢相比,性能无方向性,在 加工 过程中可根据规格需要进行不同形状的分割,超硬材料的断裂韧性都较小。在很大范围内, 硬质合金兼具良好的硬度和韧性,因此其成为适用性最广的硬质材 料,广泛应用于工程和 工具产品。 钨钢棒材详情 1. 采用低压烧结技术,质量稳定可靠:最大烧结压力可达 100公斤力,合金内部孔隙得以有 效消除, 从而获得致密化良好的高硬度、 高强度毛坯, 先进的控温系统可以有效减少质量波 动。 2. 采用超压自动泄压挤压设备,各种型号棒材均可生产:采用德国进口自动挤压设备, 可以根据不同要求调压,有利于生产不同型号棒材。 3. 对棒材进行高精度精磨,可达镜



昆钢棒材
昆钢棒材冷飞剪剪切控制功能的改进和完善 内容摘要:本文介绍了冷飞剪的控制原理,主要叙述了昆钢棒材冷飞剪剪切控制功能的改进和完善。通过 对冷飞剪控制功能的改进和完善,使冷飞剪剪切倍尺的精度大大的提高,直接提高了产品的成材率,为生 产企业带来了巨大 内容摘要:本文介绍了冷飞剪的控制原理,主要叙述了昆钢棒材冷飞剪剪切控制功能的改 进和完善。通过对冷飞剪控制功能的改进和完善,使冷飞剪剪切倍尺的精度大大的提高,直 接提高了产品的成材率,为生产企业带来了巨大的经济效益。 关键词:倍尺剪lpp辊径优先测量优先 前言 昆钢棒材生产线始建于2004年,该条生产线由12套plc组成,完成各区域控制,其中 主轧线控制系统配备两级自动化系统,通过三类通讯网络连接,组成资源共享的分布式计算 机控制系统。该控制系统是以美国ge公司90-70、90-30系列可编程控制器(plc

轧钢棒材堆钢
线材在粗、中轧时会出现堆钢现象,分为轧件头部、中部和尾部堆钢,具体原因及解决方法 如下: 1轧件头部堆钢 1)换辊、换槽后轧槽的摩擦力过小,致使轧件头部打滑; 2)轧件头部出机架后翘头导致不能顺利咬入下游机架或头部顶导位; 3)轧槽或导槽有异物; 4)坯料严重脱方,无法进入轧机或将出口管子带出; 5)坯料劈头顶出导卫或缠辊。 解决办法: 1)换辊、换槽时增加轧槽摩擦力,用砂轮机打磨轧槽或采用点焊方法,并且关闭轧辊的冷 却水直至完全咬入; 2)及时检查导卫底座是否松动,轧制线是否对中,及时更换旧的导卫。 3)轧制过程,及时清理氧化铁皮; 4)轧制过程,及时清除不合格坯料,出现劈头,应尽快拍急停,减少废钢处理时间。 2轧件中部和尾部堆钢 1)由于辊缝设定不当引起轧件尺寸不当造成堆钢; 2)坯料的缺陷,如夹杂、气泡等,在轧制过程中断裂造成堆钢; 3)轧机转速设计不当,处于堆钢轧制状态,当
编辑推荐下载
钢棒材质单3
格式:pdf
大小:30KB
页数:1P
4.4
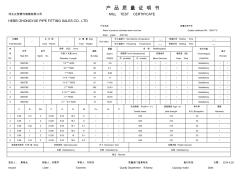
产品质量证明书 河北众悦管件销售有限公司milltestcertificate hebeizhongyuepipefittingsalesco.,ltd 产品名称质量证明书号 nameofproduct:stainlesssteelroundbarqualitycertificateno.:100577.6 steelgrade:aisi304 总捆数 totalbundles / 总支数 totalpieces / 总重量(kg) totalweight hotrolled 正火温度℃normalizingtemperature____保温时间holdingtime___ 回火温度℃temperingtemperature____保温时间holdingtime
包钢棒材生产线改造与发展的探讨
格式:pdf
大小:1.4MB
页数:4P
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
钨钢棒材热门文档
南钢棒材厂全连轧线改造实践
格式:pdf
大小:281KB
页数:2P
4.6
为适应优特品种钢的生产和提高产品质量的控制能力而进行了技术改造,通过对设备的改造及合理配置,降低了设备故障,产量大幅提高,并可进行φ14mm、φ12mm圆钢的生产。

宣钢棒材辊道设备的应用与改造
格式:pdf
大小:415KB
页数:1P
4.4
介绍了宣钢棒材的辊道运行现状,结合自身设备的特点提出适当的方案,通过实施出入炉辊道改造、水除鳞及预穿水辊道改造、收集辊道的优化改造共三个方面的内容,改造后的设备事故停机率要比改造前大幅度降低,设备运行稳定.
钨钢棒材精华文档

红钢棒材生产工艺综合优化改造
格式:pdf
大小:526KB
页数:5P
4.3
本文介绍了红钢棒材生产线孔型系统优化改造,通过改造,实现轧制断面150×150mm方坯和断面165×165mm方坯孔型系统共用;实现所有φ12~40mm规格螺纹钢筋轧制,粗中轧孔型系统共有;实现轧制φ25mm以上规格螺纹钢筋,单线轧制成品机架由14机架后移至18机架;改造后棒材生产线产品质量和产量大幅提升,同时轧钢备件的库存降低,资金占用减少,经过近半年的生产实践,凰满达到改造的预期目标。

德国乔治玛琳钢厂特钢棒材轧机改造
格式:pdf
大小:1.4MB
页数:5P
4.6
乔治玛琳钢厂对2001年投入使用的3辊减定径机组进行了改造和优化,包括安装尺寸控制系统,增加带载调节功能。优化后的机组在轧制尺寸精度和可重复性方面得到进一步改善。此外,原减定径机组的机架由5架扩展为6架。乔冶玛琳是世界上第一家使用此项先进技术的轧钢厂。
钨钢棒材最新文档
316L不锈钢棒材
格式:pdf
大小:146KB
页数:2P
4.4
316l不锈钢棒材 http://www.***.*** dgymbxgcl@163.com 东莞长安镇莞长路111-113号 电话:0769-81556686 传真:0769-81556616 手机:13763291658 qq:269562713联系人:付先生 广东益铭不锈钢有限公司生产销售316l不锈钢棒材:不锈钢黑棒、 不锈钢光亮棒、研磨抛光棒。不锈钢圆钢、不锈钢方棒、不锈钢扁钢、 不锈钢六角棒等)。牌号:00cr17ni14mo2 化学成分%c:≤0.03si:≤1.0mn:≤2.0cr:16.0~ 18.0ni:12.0~15.0s:≤0.03p:≤0.045mo:2.0~3.0。 圆棒规格:ф1mm~ф200mm方棒规格:3×3mm—100×100mm六角 棒规格:
三钢棒材厂连轧系统升级改造
格式:pdf
大小:460KB
页数:3P
4.7
介绍棒材连轧控制系统利用设备大修期间,从s5系列升级为s7系列,并介绍系统通讯方式、速度级联控制、活套控制、飞剪控制及hmi系统,改造后达到了良好效果。
AMS及剪卡控制系统优化改造在宣钢棒材的应用
格式:pdf
大小:107KB
页数:1P
4.7
本文主要介绍了宣钢一棒ams(ansaldomicrosystem)系统及其剪卡系统改造升级为西门子s7-400plc控制.
 天钢棒材裙板系统控制原理
天钢棒材裙板系统控制原理 天钢棒材裙板系统控制原理
格式:pdf
大小:116KB
页数:未知
4.4
从裙板辊道系统和裙板液压系统入手,分析了天钢俸材生产线裙板控制系统动作原理,指出俸材生产裙板系统正常运转的关键在于设置正确的抛钢位置和裙板中位停留时间。利用数学模型计算出适合天钢俸材裙板系统的抛钢位置和中位停留时间,应用后,实现了俸材裙板系统同时拾取两支俸材的生产模式,提高了俸材收集的稳定性和效率从而提高了俸材生产的作业率。
美国不锈钢棒材生产商考虑发起不锈钢棒材贸易案 美国不锈钢棒材生产商考虑发起不锈钢棒材贸易案
格式:pdf
大小:67KB
页数:未知
4.6
北美特殊钢工业协会(ssina)7月30日表示,正在日益关注不锈钢棒材进口量的大幅增加。据ssina的法律顾问davida.hartquist称,随着自四个关键出口者——意大利、中国台湾、德国、印度的进口量不断增长,2011年和2012年美国不锈钢棒材进口量已经双双达到历史最高水平。美国政府的官方统计数据显示,不锈钢棒材进口量从2010年的108690吨增至2012年的146071吨,增幅达34%。
创新性改造在宣钢棒材生产线的应用
格式:pdf
大小:2.3MB
页数:2P
4.7
随着产能的不断升级和新品种钢的不断开发,技术条件的制约不能适时适应当前生产要求、原始设计缺陷导致制约生产和设备良好运行的状况日趋严重.随着设备的调试及试生产,其升级改造中设计缺陷及不适应生产和设备要求等技术难题也越来越凸显.本文针对以上需要解决的问题提出了一系列创新性技术改造并对此进行了分析.
宣钢棒材裙板自动化控制回路改造
格式:pdf
大小:343KB
页数:1P
4.3
通过对宣钢棒材冷床裙板自动化控制回路改造,冷床裙板控制相关环节的完善和优化,结合现场实际情况,目的是找到一个可靠性、安全性高,且资金投入较低的自动化控制方案。经实践改造后明显降低了裙板故障率。
轴承钢棒材超快冷却的实际运用研究 轴承钢棒材超快冷却的实际运用研究
格式:pdf
大小:755KB
页数:4P
4.4
针对生产轴承钢棒材产品出现的网状碳化物问题,以国内某厂棒材热连轧生产线为依据,对gcrl5轴承钢轧后进行快速控制冷却的温度场进行模拟研究,并运用于实际生产中,取得了较好的效果。结合现场条件所能采用的各种冷却工艺,利用计算机模拟方法,对冷却工艺进行了优化分析,使得gcr15轴承钢20~60的产品的网状级别≤2.0级,解决了中小规格棒材轴承钢网状碳化物达不到标准要求的问题。
钨钢棒材相关
文辑推荐
知识推荐
百科推荐


职位:驻场建筑师
擅长专业:土建 安装 装饰 市政 园林


