

利用钨极氩弧焊技术修复1#汽轮机转子的实践
格式:pdf
大小:160KB
页数:3P
人气 :95
 3
3
利用钨极氩弧焊技术修复1#汽轮机转子的实践——本文主要介绍了我厂利用钨极氩弧焊将1 发电机组汽轮机转子修复的工艺过程。




奥氏体不锈钢钨极氩弧焊技术规范
奥氏体不锈钢钨极氩弧焊技术 规范 湖南奇思环保设备制造有限公司 hunanqisienvironmentalprotectionequipmentmanufacturingco。,ltd. 2 1目的 规范奥氏体不锈钢钨极氩弧焊(tig焊)的操作过程, 确保焊接质量。 2范围 本规范规定了奥氏体不锈钢一般焊接接头的钨极氩 弧焊工艺以及工艺参数,适用于湖南奇思环保有限公司实 施的全过程。产品中关键或有特殊要求的焊缝的焊接规范 则按照具体的关键工艺执行。 3规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期 的引用文件,仅注日期的版本适用于本文件。凡是不注日 湖南奇思环保设备制造有限 公司 编 制 文件 编号 wi-t62 审 核 版 本 号 0 奥氏体不锈钢钨极氩弧焊技术 规范 批 准 更 改 号 生效 日
编辑推荐下载
手工钨极氩弧焊
格式:pdf
大小:486KB
页数:14P
4.6
. . 焊工工艺学 第五章手工钨极氩弧焊 作者:潘秀梅 单位:辽宁省鞍山市台安县职教中心 焊接教研室 . . 第五章手工钨极氩弧焊 手工钨极氩弧焊是使用钨极作为电极,利用从焊枪喷嘴中喷出的氩气流,在 电弧区和焊接熔池周围形成严密封闭的气流,保护钨极、焊丝和焊接熔池不被氧 化的一种手工操作的气体保护电弧焊。如图 5-1所示。 手工钨极氩弧焊,可分为添加焊丝和不添 加焊丝两种方法。添加焊丝的方法是右手握焊 枪,左手持焊丝,顺着焊接方向自右向左移动, 面罩一般采用头盔式。不添加焊丝的操作方法 比较简单,只要右手握住焊枪即可。 图5-1手工钨极氩弧焊示意图 作业一手工钨极氩弧焊的基本知识 (一)手工钨极氩弧焊设备 手工钨极氩弧焊设备包括主电路系统、焊枪、供气系统、冷却系统和控制系 统等部分,如图5-2所示。 图5-2手工钨极氩弧焊设备系统图 (1)主电路系
电机机壳薄壁钢筒自动钨极氩弧焊技术
格式:pdf
大小:120KB
页数:2P
3
电机机壳薄壁钢筒自动钨极氩弧焊技术——介绍了薄壁钢筒的钨极氩弧自动焊接方法及设计原理。利用omron公司c20系列可编程序控制器对电机壳体tig自动焊接实现过程程序控制。焊机通过采用气动和无级调速电机等元器件,实现了高质量、高效率、自动化和低成本焊接电...
钨极氩弧焊技术修复汽轮机转子的实践热门文档

钨极氩弧焊重熔堆焊层的空蚀性能
格式:pdf
大小:204KB
页数:3P
3
钨极氩弧焊重熔堆焊层的空蚀性能——采用tig(钨极氩弧焊)表面重熔工艺对耐空泡腐蚀堆焊材料进行改性加工,与磨削表面加工对比研究了tig表面重熔对空泡腐蚀的影响。结果表明:在45h空泡腐蚀试验后,磨削试样的累积失重量是tig表面重熔试样的1.57倍;相变产生的...
钨极氩弧焊焊接电弧数值分析
格式:pdf
大小:198KB
页数:4P
3
钨极氩弧焊焊接电弧数值分析——以钨极氩弧焊(tig)电弧为研究对象,根据磁流体动力学理论构建了电弧数学模型,并对 tig焊接电弧进行了数值分析.数值模拟所得电弧等离子体温度分布与试验值相当吻合.在此基础上对电弧压力和电流密度进行了分析,并通过试验...
双钨极氩弧焊耦合电弧压力分析
格式:pdf
大小:542KB
页数:4P
3
双钨极氩弧焊耦合电弧压力分析——双钨极氩弧焊(twin-electrodetig,t-tig)的耦合电弧是由设置在同一个焊枪中的两个相互绝缘的钨极各自产生的电弧耦合而成的。这个耦合电弧在物理特性上不同于传统单钨极tig电弧。以试验为基础,分析了耦合电弧的电弧压力特性,...
钨极氩弧焊技术修复汽轮机转子的实践精华文档
防锈铝合金的钨极氩弧焊
格式:pdf
大小:289KB
页数:3P
3
防锈铝合金的钨极氩弧焊——防锈铝合金是用于焊接铝结构件的主要材料,在焊接生产中常常遇到一些困难。文中详细介绍几种常用防锈铝音金的焊接特点及实用的焊接技术,包括焊丝选用、坡1:2准备、焊前清理以及焊接过程中应注意的一些问蹉。

 钨极氩弧焊熔透熔池塌陷倾向的预测
钨极氩弧焊熔透熔池塌陷倾向的预测 钨极氩弧焊熔透熔池塌陷倾向的预测
格式:docx
大小:62KB
页数:未知
3
钨极氩弧焊熔透熔池塌陷倾向的预测——对钨极氩弧焊(gtaw)全熔透熔池进行受力分析,建立熔透熔池的力学模型,提出熔池塌陷的力学判据。利用所建立模型计算并讨论影响熔池塌陷的各个作用力的动态变化、大小和百分比组成,并预测钨极氩弧焊焊接不锈钢和低碳钢薄板...

铝合金阀门手工钨极氩弧焊技术研究
格式:pdf
大小:164KB
页数:3P
3
铝合金阀门手工钨极氩弧焊技术研究——介绍了铝合金的分类及其特性。给出了lf2铝合金阀门焊接设备的选用及其焊接方法与工艺。
钨极氩弧焊技术修复汽轮机转子的实践最新文档
大型铝排的钨极氩弧焊
格式:pdf
大小:168KB
页数:3P
3
大型铝排的钨极氩弧焊——通过对大型铝排焊接特点的分析、熔化极与非熔化极氩弧焊方法的比较,提出了应用非熔化极氩孤焊方法焊接大型铝的可行性,并通过一系列焊接试验完善了焊接工艺,为大型铝排的焊接开创了一条经济实用的途径。
异质紫铜的手工钨极氩弧焊
格式:pdf
大小:47KB
页数:1P
3
异质紫铜的手工钨极氩弧焊——介绍一种特殊接地装置的相关施工技术一紫铜管与紫铜排的手工钨极氩弧焊工艺,包括焊接性分析、坡口选择、x-艺参数、测试结果等。
按轴承垫铁调整汽轮机转子对轮中心的方法探讨 按轴承垫铁调整汽轮机转子对轮中心的方法探讨
格式:pdf
大小:420KB
页数:3P
4.6
按常规计算方法调整轴承垫铁时,转子实际中心并不按预计的数值变化,存在一定误差,往往需要通过多次调整垫铁厚度,才能达到要求。通过计算分析找出了产生误差的原因和规律,并提出正确计算垫铁调整量的方法,提高检修工作效率。
钨极氩弧焊修复铝合金气缸盖裂纹的方法 钨极氩弧焊修复铝合金气缸盖裂纹的方法
格式:pdf
大小:113KB
页数:未知
4.6
本文在分析铝合金气缸盖裂纹产生原因基础上,制定了合理的焊接修复工艺,采用tig焊成功实施其裂纹修复。
手工钨极氩弧焊焊接作业指导书
格式:pdf
大小:41KB
页数:5P
4.6
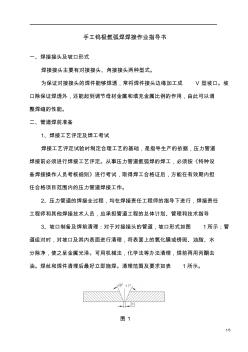
1/5 手工钨极氩弧焊焊接作业指导书 一、焊接接头及坡口形式 焊接接头主要有对接接头、角接接头两种型式。 为保证对接接头的焊件能够焊透,常将焊件接头边缘加工成v型坡口。坡 口除保证焊透外,还能起到调节母材金属和填充金属比例的作用,由此可以调 整焊缝的性能。 二、管道焊前准备 1、焊接工艺评定及焊工考试 焊接工艺评定试验时制定合理工艺的基础,是指导生产的依据,压力管道 焊接前必须进行焊接工艺评定。从事压力管道氩弧焊的焊工,必须按《特种设 备焊接操作人员考核细则》进行考试,取得焊工合格证后,方能在有效期内担 任合格项目范围内的压力管道焊接工作。 2、压力管道的焊接全过程,均在焊接责任工程师的指导下进行,焊接责任 工程师和其他焊接技术人员,应承担管道工程的总体计划、管理和技术指导 3、坡口制备及焊前清理:对于对接接头的管道,坡口形式如图1所示;管 道组对时,对坡口及其内表面进行清理,将表
钛合金薄板带热沉钨极氩弧焊的应变场
格式:pdf
大小:299KB
页数:5P
3
钛合金薄板带热沉钨极氩弧焊的应变场——采用数值模拟和试验相结合的方法对比研究了钛合金常规钨极氩弧焊(gtaw)及带热沉的钨极氩弧焊,即动态控制低应力无变形(dc—lsnd)gtaw焊接过程中纵向应变场的形态与发展历史。dc—lsndgtaw焊接过程中,由于紧随热源之...
以空气为舱内加压气体的钨极氩弧焊接
格式:pdf
大小:595KB
页数:4P
3
以空气为舱内加压气体的钨极氩弧焊接——研究了1~700kpa空气作用下的钨极氩弧焊接。气体爆炸试验表明,压缩空气虽然不爆炸但是显著助燃,高压焊接试验舱舱内设备需要采取防燃措施。采用较大的氩气流量,可以实现高压空气之下良好的电弧和熔池保护。自动焊机用...
D6A超高强钢的手工钨极氩弧焊
格式:pdf
大小:149KB
页数:3P
3
d6a超高强钢的手工钨极氩弧焊——对d6a超高强钢作了焊接性估算及裂纹敏感机理分析。采用手工钨极氩弧焊方法,选择了合适的焊材,采取了有效的工艺措施,制定了合理的焊后热处理工艺,解决了d6a钢焊缝易开裂的问题。焊缝质量优良,综合性能良好,强度约为1030...

铝合金钨极氩弧焊熔池图像处理
格式:pdf
大小:167KB
页数:3P
3
铝合金钨极氩弧焊熔池图像处理——对铝合金熔池图像特点进行了分析,提出了一种快速有效的熔池边缘提取算法.采用边缘 保持滤波和模糊增强对铝合金熔池图像进行预处理,并采用max—min算子对边缘进行检测,采用投影法对边缘进行细化和去除伪边缘而获得清晰...
钨极氩弧焊技术修复汽轮机转子的实践相关
文辑推荐
知识推荐
百科推荐


职位:质量控制工程师
擅长专业:土建 安装 装饰 市政 园林


