

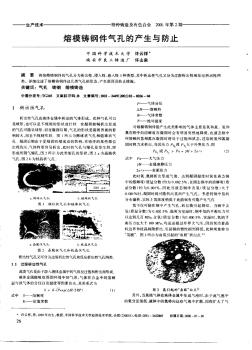
挖掘机后桥壳铸钢件的铸造工艺优化
格式:pdf
大小:895KB
页数:4P
人气 :64
 4.6
4.6
运用AnyCasting铸造模拟软件对挖掘机后桥壳原铸造工艺进行了模拟,结果显示铸件易出现夹杂、缩松、缩孔,裂纹等铸造缺陷,经生产验证,铸件产生的缺陷基本与模拟结果吻合。针对原工艺设计存在的不足,对工艺进行了优化,包括浇注系统和冒口的设计、冷铁的放置、圆角的过渡、浇注时间的调整和涂料的改进。工艺优化后,铸件缺陷出现的概率大大降低,提高了工艺出品率。



军工用泵铸钢件铸造工艺研究
军工用4662q42泵体复杂的结构、验收标准严格,通过仔细的研究并采用对比方案,确定了最终铸造工艺,最终达到客户验收标准顺利交货。本次方案的成功使我们在军工领域取得新突破。

大型转缸铸钢件的铸造工艺设计及优化毕业论文
河北工业大学 毕业设计说明书 作者:孙张于学号:082059 系:材料科学与工程 专业:材料成型与控制 专业方向:液态成型与控制 题目:大型转缸铸钢件的铸造 工艺设计及优化 指导者:李日教授 评阅者: 2012年6月7日 毕业论文中文摘要 题目:大型转缸铸钢件的铸造工艺设计与优化 摘要: 论文以20mn转缸铸件为研究对象,综合运用cad/cae进行了20mn转缸的铸 造工艺设计,以及充型凝固过程的模拟,最后得到最优的铸造工艺方案。 在铸造工艺设计部分,首先利用ug6.0对转缸零件进行三维造型,利用此造 型出的零件进行浇注位置、分型面、砂芯设计等工作,接着根据模数理论,用ug6.0 的切割功能和分析功能对铸件进行分体结构划分,然后用excel计算分体结构的 质量、体积、面积、模数等,最后按照计算结果用ug6.0设计了三维2
编辑推荐下载
焊接结构用铸钢件的铸造工艺CAE优化设计
格式:pdf
大小:125KB
页数:2P
4.4
通过华铸cae对在树脂砂条件下生产的zg230-450h铸件进行了优化设计。根据优化结果进行生产,获得了合格产品,保证了铸件的质量。
 铸钢件铸造工艺CAD和凝固过程模拟工艺优化软件的研究
铸钢件铸造工艺CAD和凝固过程模拟工艺优化软件的研究 铸钢件铸造工艺CAD和凝固过程模拟工艺优化软件的研究
格式:pdf
大小:487KB
页数:4P
4.4
本文在综述国内外铸钢件铸造工艺cad和凝固模拟发展的基础上,研究提出了研制开发该软件的必要性及各模块的功能、特点、主要的研究内容和实践经验。
挖掘机后桥壳铸钢件铸造工艺优化热门文档
出口阀门铸钢件的树脂砂铸造工艺 出口阀门铸钢件的树脂砂铸造工艺
格式:pdf
大小:234KB
页数:3P
4.6
本文详细介绍了应用呋喃树脂砂生产阀门铸钢件的经验。同时就常见铸造缺陷产生的原因进行了分析,并提出了防止措施。
V法铸造工艺在铁路铸钢件摇枕侧架上的应用 V法铸造工艺在铁路铸钢件摇枕侧架上的应用
格式:pdf
大小:332KB
页数:4P
4.3
简述了v法铸造工艺的基本工艺流程和技术要点,介绍了在铁路车辆铸钢件摇枕、侧架上的试验情况,分析比较该工艺的优缺点,提出了在铁路车辆铸钢件摇枕、侧架上推广应用的建议.
铸钢件工艺
格式:pdf
大小:408KB
页数:11P
4.4
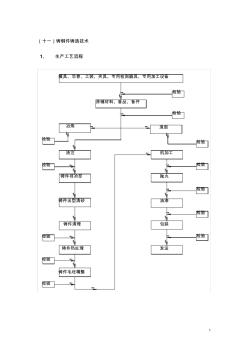
1 (十一)铸钢件铸造技术 1、生产工艺流程 模具、芯骨、工装、夹具、专用检测器具、专用加工设备 原辅材料、备品、备件 检验 检验 冶炼造型 浇注 铸件待冷却 铸件出型清砂 铸件清理 铸件热处理 铸件毛坯精整 机加工 发运 包装 油漆 抛丸 检验 检验 检验 检验 检验 检验 检验 检验 检验 检验 2 2、产品主要成份、性能、技术质量指标 (1)材质要求具体化学成份为(%):c0.17~0.23;si≤0.60; mn1.0~1.50;p≤0.020;s≤0.015;cr≤0.30;mo≤0.15;ni≤0.40; al≤0.020;re0.2~0.35(加入量) (2)机械性能要求 屈服强度≥230mpa抗拉强度≥450mpa 延伸率≥22%冲击功≥40j 1)按gb11352标准要求随炉提取试样,每一个炉号制备二组试 样,其中一组备查。
腾飞铸钢铸钢件生产铸钢件大型铸钢件铸钢件厂家电话
格式:pdf
大小:5KB
页数:2P
4.3
铸钢件生产铸钢件大型铸钢件铸钢件厂家电话 铸钢件加工产品的表面处理,可以用喷砂、砂轮打磨,或者 用机械加工的方法,清除妨碍探伤的附着物。铸钢件加工应在外 观检查合格后进行超声探伤,铸钢件探测面其背面影响超声检测 的物质应予清除。当被检测铸钢件的探伤面较粗糙时,可以使用 有软保护膜的探头。铸钢件主要用于机器零部件的毛坯或者直接 用作机器零部件。机械产品中铸件开始越来越占比例,用量也是 逐年增加,铸钢件的形状、品种也在不断变化。 国内铸钢件加工企业的节能减排工作任务非常紧迫,势在必 行。推动我国铸钢件加工的节能减排工作应从技术改造和政策引 导两方面入手。 ①铸钢件在技术改造方面:要着力提高铸钢件加工质量,改 造落后设备,推广使用节能减排设备,提高企业的铸造工艺技术 水平。 ②在政策引导方面:一要加快产业结构调整。 生产的铸钢件有良好的机械操作特性、物理特性,
从冒口浇注的碳钢件铸造工艺CAE设计 从冒口浇注的碳钢件铸造工艺CAE设计
格式:pdf
大小:297KB
页数:3P
4.4
采用华铸cae对在水玻璃条件下金属液从冒口浇注的zg230-450铸件进行了优化设计。根据优化结果进行生产,避免了缩孔、卷气、夹杂等缺陷产生,获得了合格产品,保证了铸件的质量。
挖掘机后桥壳铸钢件铸造工艺优化精华文档
铸钢件的生产
格式:pdf
大小:15KB
页数:2P
4.4
铸钢件的生产 铸钢优点:力学性能高,特别是塑性和韧度比铸铁高,如σb=400~650n/mm2, δ=10%~25%,αku=20~60j/cm2。焊接性能优良,适于采用铸、焊联合工 艺制造重型机械。但铸造性能、减震性和缺口敏感性都比铸铁差。 铸钢用途:承受重载荷及冲击载荷的零件,如铁路车辆上的摇枕、侧架、车轮及 车钩,重型水压机横梁,大型轧钢机机架、齿轮等。 铸钢分类:碳素铸钢、低合金铸钢和高合金铸钢等。 (一)铸钢的铸造工艺特点 铸造性能差:熔点高,钢液易氧化;流动性差;收缩较大,体收缩约为灰铸铁的 三倍,线收缩约为灰铸铁的两倍。因此铸钢较铸铁铸造困难,为保证铸件质量, 避免出现缩孔、缩松、裂纹、气孔和夹渣等缺陷,必须采取更为复杂的工艺措施。 (1)型砂的强度、耐火度和透气性要高 原砂要采用耐火度很高的人造石英砂。中、大件的铸型一般都采用强度较高的 co2硬化水玻璃砂
铸钢件补焊通用工艺
格式:pdf
大小:59KB
页数:3P
4.3
世林(漯河)冶金设备有限公司铸钢件补焊通用工艺规程 第1页共3页 1.主要内容和适用范围 本通用工艺规程规定了涉及我公司铸钢件等缺陷的清除、补焊技术要求和工艺管理,确保补焊后符合 质量要求。适用于铸造碳钢件、铸造不锈钢件、铸造高锰钢件缺陷的清除、补焊。 2.引用标准、法规 jb/t5000.7-1998《重型机械通用技术条件铸钢件补焊》jb3223-96《焊接材料质量管理规程》 gb/t5117-1995《碳钢焊条》astma217/a217m-2007《美国材料与实验协会》 jb/t9625-1999《锅炉管道附件承压铸钢件技术条件》 jb/t6902-1993《阀门铸钢件液体渗透检查、超声波检查方法》 3.补焊前缺陷判定、清理和坡口形式的确定 3.1缺陷判定 3.1.1对于铸钢件阀门壳体,需在水压试验(prt)的基础上,配合超声波探伤(ut
大型铸钢件工艺
格式:pdf
大小:16KB
页数:6P
4.7
大型铸钢件工艺设计的关键技术 武汉钢铁重工集团铸钢车间孙凡 摘要:简要介绍大型铸钢件的铸造工艺设计的铸件的工艺性分析、铸造工艺方案 选择、铸造工艺参数的选定、铸件成形的控制、铸件的热处理技术、铸造工艺装 备的设计、铸件的后处理技术及计算机数值模拟技术等关键技术。 1零件的工艺性研究 铸造工艺设计时,首先要仔细地阅读和研究铸件的制造或采购技术条件、质 量要求。如探伤要求,表面质量要求,机械性能要求,特殊热处理要求等,其次, 要研究零件的结构特点,如质量要求高的表面或主要的加工面,主要的尺寸公差 要求等,再次,研究材料化学成分,特别是铸造合金中含碳量,合金元素含量作 用和机理。这些对下一步的工艺设计有直接影响。需格外重视,做好零件的工艺 性研究,能为工艺设计奠定良好的开端。 1.1材料的工艺性分析 在大型铸件的制造中,材料的物理性能和机械性能,对工艺参数的选定、

铸钢件的优点
格式:pdf
大小:5KB
页数:1P
4.7
铸钢件的优点 铸钢件的优点之一是设计的灵活性,设计员对铸件的形状和尺寸有最大的设计选择自由,特 别是形状复杂和中空截面的零件,铸钢件可采用组芯这一独特的工艺来制造。其成形和形状 改变十分容易,从图样到成品的转化速度很快,有利于快速报价响应和缩短交货期。形状和 质量的完善化设计(stateoftheart)、最小的应力集中系数以及整体结构性最强等特点,都 体现铸钢件设计的灵活性和工艺优势。 其二是铸刚件冶金制造适应性和可变性最强,可以选择不同的化学成分和组织控制,适应于 各种不同工程的要求。可以通过不同的热处理工艺在较大的范围内选择力学性能和使用性 能,并有良好的焊接性和加工性。 其三是铸钢材料的各向同性和铸钢件整体结构性强,因而提高了工程可靠性。再加上减轻重 量的设计和交货期短等优点,在价格和经济性方面具有竞争优势。 其四是铸钢件的重量可在很大的范围内变动。
挖掘机后桥壳铸钢件铸造工艺优化最新文档

工程挖掘机挖斗支架V法铸造工艺设计
格式:pdf
大小:1.5MB
页数:3P
4.7
为解决焊接加工挖掘机挖斗支架工艺的不足,实现挖斗支架整体一次性成型,对挖斗支架v法铸造工艺进行研究。研究表明,挖斗支架卧式平放,采用支架凸侧浇注方式,将冒口与冷铁配合使用,经数值模拟结果确定工艺合理可行。应用设计方案,在浇注温度1580℃,浇注时间60s,负压0.04mpa,保压时间6min条件下,挖斗支架铸件质量良好,满足实际使用要求。
铸钢件技术条件
格式:pdf
大小:134KB
页数:7P
4.5
版次年月日日期 哈尔滨电机厂 有限责任公司 共页第页 ⅲ-49 0ea.640.133-2000 代替0ea.640.133-93 71 铸钢件技术条件 1范围 本标准规定了一般工程用碳素、低合金、合金铸钢件(以下简称铸件)的通用技术条件。 本标准适用于砂型铸造铸钢件。 2引用标准 gb/t5613-1995铸钢牌号表示方法 gb/t222-1984钢的化学分析用试样的取样法及成品化学成分允许偏差 gb/t223.7-1981合金及铁粉中铁量的测定 gb/t228-1987金属拉伸试验方法 gb/t229-1994金属夏比缺口冲击试验方法 gb/t231-1984金属布氏硬度试验方法 gb/t6060.1-1997表面粗糙度比较样块铸造表面 gb/t11350-1989铸件机械加工余量 g
铸钢后桥V法铸造数值模拟及工艺优化 铸钢后桥V法铸造数值模拟及工艺优化
格式:pdf
大小:339KB
页数:3P
4.6
运用viewcast模拟软件对某铸钢汽车后桥v法铸造的凝固过程进行了数值模拟,预测了原工艺方案所产生缩孔、缩松缺陷的位置和大小。根据模拟结果,对原工艺方案进行了改进,增设横浇道和冷铁,铸件实现了顺序凝固,消除了缩孔、缩松缺陷,从而获得了合理的铸造工艺方案并通过工厂的生产验证。

铸钢件探伤标准
格式:pdf
大小:407KB
页数:12P
4.5
中国钢企网 百科首页 登录 注册 帮助 首页 百科分类 排行榜 随便看看 友情链接申请 网站动态 邀请注册 进入词条搜索词条 高级搜索 全民共同撰写的百科全书已收录词条个 词条统计 浏览次数:136次 编辑次数:1次历史版本 更新时间:2010-03-02 wwwwww 超级管理员 词条创建者发短消息 中国钢铁百科>>钢铁冶金>>连铸 最新历史版本:铸钢件超声探伤及质量评级方法(摘要)gb7233-87返回词条 编辑时间:2010-03-0210:37历史版本编辑者:wwwwww历史版本: 内容长度:208130图片数:0目录数:0 修改原因: 铸钢件超声探伤及质量评级方法(摘要)gb7233-87 本标准系铸钢件超声探伤的通用标准。 本标准规定了厚度等于或大于30mm的碳钢和低合金钢铸件的

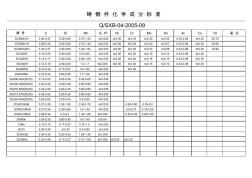
铸钢件化学成分标准
格式:pdf
大小:33KB
页数:1P
4.3
牌号csimns、pnicrmosnalcudi备注 scsimn2h0.40-0.470.30-0.800.70-1.40≤0.035≤0.50≤0.30≤0.30≤0.050.03-0.08≤0.3050-70 scsimn1h0.28-0.350.30-0.800.70-1.40≤0.035≤0.50≤0.30≤0.30≤0.070.03-0.08≤0.3045-65 scsimn34h0.30-0.370.30-0.801.20-1.90≤0.035≤0.50≤0.30≤0.30≤0.060.03-0.08≤0.3070-92 sc450w0.15-0.250.30-0.600.5-0.80≤0.035≤0.50≤0.30≤0.15≤0.100.03-0.08≤
挖掘机后桥壳铸钢件铸造工艺优化相关
文辑推荐
知识推荐
百科推荐


职位:机电建造师
擅长专业:土建 安装 装饰 市政 园林


