




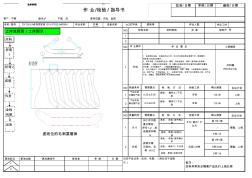
五金冲压件作业指导书
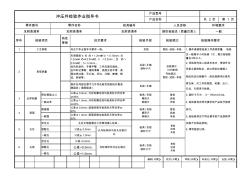
客户:中新产能:5 作业工时 no 1 2 no no反应计划 1上报 2上报 3 no反应计划 虚线位的毛刺要磨掉 更改通知号更改者审核 版本/ 2 备注: 如有异常务必隔离产品及时上报处理 过往不良记录:压伤、毛刺、(附过往不良图 片)1 更改标记更改处数日期 5件/1h 2外观 首检:质检/首件确认 单 自检:操作工/不记录 巡检:质检/巡检记录 表面光滑、 无划伤、毛 刺≤0.2 卡尺/钢尺/千 分尺 首1件/班 隔离、上报/ 5件/1h 目视/对样 首1件/班 隔离、上报5件/0.5h 检验方法 1尺寸 如工序示图 重点管控: 序号1-2,其 他做首件确 认 质量特性管理要点 首检:质检/首件确认 单 / 检验工具确认频度 1次/4h 气动冲床 离合器气压目视 自检:操作工/不记 录 0.5±
五金冲压件检验作业指导书
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 五金冲压件检验作业指导书 1.目的 为了在对五金冲压件进行外观检查时提供客观依据,使全公司的外观判定标准 得到统一,同时缩小与物料供应商之间的判定误差。 2.适用范围 本标准适用于五金冲压件的外观判断。 3.参考资料 标准参照gb/t6739-1966和公司的实际情况制定本标准。 4.外观面的定义 a面:处于成品的前面和上面;logo位置 b面:处于成品的侧面和背面 c面:处于成品的底部 d面:处于成品的内部,不拆机的情况下无法看到。 5.涉及到的缺陷定义 4.1点(含杂质):具有点的形状,测量时以其最大直径为其尺寸 4.2披锋:在五金件冲压的背面边缘的线性凸起(模具磨损越严重则披锋越 大) 4.3压伤:冲压模具有伤痕或模具内有金属碎屑在冲压时在工件上留下的痕 迹。 4.
编辑推荐下载
五金冲压车间品质管理规定
格式:pdf
大小:75KB
页数:4P
 4.7
4.7
佛山市顺德区恒朝电器有限公司------------------------------------------《五金冲压车间质量管理规定》页码:第1页共4页 恒朝电器冲压车间质量管理规定 编制审核核准日期 佛山市顺德区恒朝电器有限公司------------------------------------------《五金冲压车间质量管理规定》页码:第2页共4页 1、目的:为了加强对五金冲压车间生产过程的持续改进,有效地管控产品质量,预防质量问题的发生, 使车间生产 在保质保量的状态下高效地运作,特制订本管理规定。 2、适用范围:适用于佛山市顺德区恒朝电器有限公司五金冲压车间的过程及产品质量的管控。 3、职责权限: 3.1车间装模人员负责对设备、模具的点检及产品首件确认工作,并及时做好记录。 3.2车间内部应设置自检人员对各工序的产品质量
五金冲压件工艺热门文档
冲压工艺流程_冲压件加工工艺过程
格式:pdf
大小:14KB
页数:4P
4.4
冲压工艺流程_冲压件加工工艺过程 内容来源网络,由深圳机械展收集整理! 更多冲压加工展示,就在深圳机械展! 冲压件加工流程: 1.根据材质、产品结构等确定变形补偿量。 2.根据补偿量设计模具冲压出成品或半成品。 3.加工半成品至成品。 4.不良现象包括裂纹、起皱、拉伤、厚度不均、不成型等。 攻牙及螺纹加工: 1.内螺纹先钻底孔直径及深度(底孔尺寸根据螺纹规格确定尺寸);外螺纹先加工外圆至螺纹大径尺寸(根 据螺纹规格确定尺寸)。 2.加工螺纹:内螺纹用相应等级的丝锥攻丝;外螺纹用螺纹刀车削或板牙套丝即可。 3.不良现象包括丝乱扣、尺寸不统一、螺纹规检验不合格等。 附:材料主要根据使用要求选用铜、铝、低碳钢等变形抗力低、塑性好、延展性好的金属或非金属。 冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所 需形状和尺寸的工件(冲压件)的成形加工方
铝合金冲压件订货规范
格式:pdf
大小:57KB
页数:5P
4.4
铝冲压件订货规程 编号: no.: 版本:01 version: 编制日期:090713 issueddate: 页数:第1页共5页 page1of5 orderspecificationforal stampingparts 产品/product:铝冲压件/alstampingparts 型号/type: 零件编号/partnumber: 属/belongingto:首次应用于 序号 no 更改页 page 修订 revision 日期 date 编制 draftsman 校对 check 审核 auditor - first release/首 次发放 铝冲压件订货规程 编号: no.: 版本:01 version: 编制日期:090713 issueddate: 页数:第2页共5页 pa

钣金冲压件进料检验作业指导书
格式:pdf
大小:24KB
页数:1P
4.5
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 钣金冲压件进料检验作业指导书 1.0目的 为了规范我司进料检验作业程序以及更好的保证原物料的质量,提高公司产 品质。 2.0适用范围 本指导书适用于我司所有的进料检验。 3.0作业步骤 3.1相关环节送检,品管根据《外来物品送检单》准备相应的检验工具 和检验资料。 3.2检验(检验步骤) 3.2.1对《外来物品送检单》的完整性进行确认,根据《外来物品送 检单》中的物料种类索要应的《材质证明》和《sgs报告》以及相应 供应商的检验记录; 3.2.2对物品进行检验,根据来料数量确定其抽样比例。; 3.2.3根据工程资料和国家标准对原材料进行检验,首确认产品的材 质和料厚是否正确; 3.2.4对物品外观进行相应的检验,确定产品外观是否可满足要求; 3.2.5对产品
冲压件的缺陷及检验标准
格式:pdf
大小:68KB
页数:7P
4.8
冲压件的缺陷及检验标准 1、目的 本标准旨在明确制造过程中对各种冲压件质量的描述、检验方法、判定标准、及 对冲压件固有缺陷记录和使用标准,为制造过程质量检验提供依据。 2、范围 本标准适用于乘用车制造事业部职责范围内生产的冲压件半成品和成品。 3、术语 3.1关键冲压件 对整车的结构、装配、生产工艺、使用性能、安全等方面有重要影响的冲压件。 将这一类冲压件作为过程质量的关键环节去加以控制,列为关键冲压件。 3.2固有缺陷 针对前期产品开发过程中,因技术、工装及设计等原因导致的冲压件存在一些工 艺上无法彻底整改的缺陷。制造过程对这些缺陷进行固化和稳定。 4、冲压件质量检验标准制定原则 一个车身上的冲压件繁多,但每个冲压件的质量要求是不一样的。为了在提高整车 质量的同时要充分考虑到生产技术条件和质量成本等因素,以便能够充分提高整车生产 的综合效能。 因次,制定冲压件的质量检验标准需要

冲压件的缺陷及检验标准
格式:pdf
大小:66KB
页数:9P
4.7
冲压件的缺陷及检验标准 1、目的 本标准旨在明确制造过程中对各种冲压件质量的描述、检验方法、判定标准、及 对冲压件固有缺陷记录和使用标准,为制造过程质量检验提供依据。 2、范围 本标准适用于乘用车制造事业部职责范围内生产的冲压件半成品和成品。 3、术语 3.1关键冲压件 对整车的结构、装配、生产工艺、使用性能、安全等方面有重要影响的冲压件。 将这一类冲压件作为过程质量的关键环节去加以控制,列为关键冲压件。 3.2固有缺陷 针对前期产品开发过程中,因技术、工装及设计等原因导致的冲压件存在一些工 艺上无法彻底整改的缺陷。制造过程对这些缺陷进行固化和稳定。 4、冲压件质量检验标准制定原则 一个车身上的冲压件繁多,但每个冲压件的质量要求是不一样的。为了在提高整车 质量的同时要充分考虑到生产技术条件和质量成本等因素,以便能够充分提高整车生产的综 合效能。 因次,制定冲压件的质量检验标准需
五金冲压件工艺精华文档

冲压件钢板模技术协议
格式:pdf
大小:509KB
页数:7P
4.3
1 冲压件钢板模 技术协议 甲方: 乙方: 签订地点: 2019年12月 2 一,项目整体要求 1、2020年xx月xx日,交付合格模具及样件,并附零件检验报告(签字盖章版,否则视为 无效)。 2、乙方需要提供模具(数模)图纸,标准件清单及参数。 3、模具设计标准按汽车覆盖件模具通用设计规范。 4、标准件采用misumi或大连盘起。 5、带有下顶杆的模具必须设有快速定位。 6、甲方参与乙方dl图和3d结构会签, 7、合同签订后乙方提供详细开发进度计划, 8、在项目开发过程中乙方任意一项推迟一天按照合同违约处理。 9、模具使用寿命:10万次 二、模具类型 1、此项目模具按钢模板设计制造。 三、模具结构及材料 1、闭模高度 ①.模具闭模高度可以不按设备高度,允许下部外加垫脚方式。 2、模具u沟 ①.u沟作用:使模具能安全的装夹在冲床上. u沟结构
冲压件检验作业指导书
格式:pdf
大小:32KB
页数:2P
4.8
自检频次: 100%全检 专检频次: 首检-巡检-末检 目视/手感 检具/目视 楔形尺 钢板尺 首检 巡检 末检 密封搭接止口 一般边界 制件任何部位都不允许存在能目测到的开裂或 隐裂纹(缩颈痕迹) 表观质量 边界轮廓 4 搭接面 定位孔 一般面 装配孔 一般孔 孔位 定位孔 孔径 首检 巡检 末检 检具/目视 游标卡尺 检具/目视 游标卡尺 实施不合格品控制。 6.填写检验记录。公差±0.5mm. 首检 巡检 末检 孔对正销能通过工件顺利插入检具. 孔与检具标示的孔位相对 比 特性 等级 紧支架,对工件的型面、轮廓、边口、 孔位、孔径进行检测。 相应的定位销套中;然后按顺序压紧夹 毛刺高度h:当δ<1.2mm时,h<0.15mm;当 1.2mm≤δ≤2.0mm时,h<0.2mm;当δ> 2.0mm时;h<0.3mm。 拉伤和划伤:手感平整,工件反面无暗纹

冲压件检验记录表
格式:pdf
大小:31KB
页数:1P
4.4
判定 编号项目公差测量值判定编号项目公差测量值判定编号项目公差测量值判定编号项目公差测量值判定 lll○ fff lll○ fff lll○ fff lll○ fff lll○ fff lll○ fff lll○ fff lll○ fff lll○ fff ll ff ll ff 11 孔符合率:÷20= 31 孔符合率:÷20= 测量点符合率:÷40=测量点符合率:÷40= 10 型面符合率:÷10= 30 型面符合率:÷10= 轮廓符合率:÷10=轮廓符合率:÷10= 92029cp9 81928cp8 71827cp7 61726cp6 51625cp5 41
冲压件毛刺检验指导书
格式:pdf
大小:48KB
页数:2P
4.4
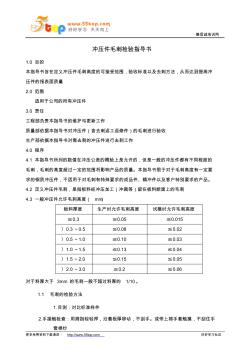
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 冲压件毛刺检验指导书 1.0目的 本指导书旨在定义冲压件毛刺高度的可接受范围,验收标准以及去刺方法,从而达到提高冲 压件的报表面质量 2.0范围 适用于公司的所有冲压件 3.0责任 工程部负责本指导书的维护与更新工作 质量部依据本指导书对冲压件(含去刺返工返修件)的毛刺进行验收 生产部依据本指导书对需去刺的冲压件进行去刺工作 4.0程序 4.1本指导书所列的数值在冲压公差的概验上是允许的,但是一般的冲压件都有不同程度的 毛刺,毛刺的高度超过一定的范围将影响产品的质量。本指导书限于对于毛刺高度有一定要 求的钢质冲压件,不适用于对毛刺有特殊要求的成品件、精冲件以及客户特别要求的产品。 4.2定义冲压件毛刺,是指板料经冲压加工(冲裁等)留在板料断面上的毛刺 4.3一般冲压件允许毛刺高度(
冲压件首检记录表.td
格式:pdf
大小:31KB
页数:2P
4.7
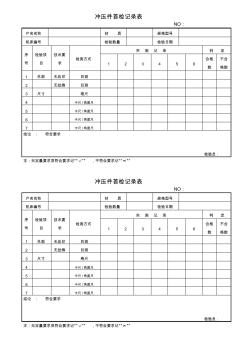
冲压件首检记录表 no: 产名名称材质规格型号 机床编号检验数量检验日期 序 号 检验项 目 技术要 求 检测方式 实测记录判定 123456 合格 数 不合 格数 1外观无压印目测 2无批锋目测 3尺寸卷尺 4卡尺/角度尺 5卡尺/角度尺 6卡尺/角度尺 7卡尺/角度尺 结论:符合要求 检验员: 注:无定量要求项符合要求记“√”,不符合要求记“×” 冲压件首检记录表 no: 产名名称材质规格型号 机床编号检验数量检验日期 序 号 检验项 目 技术要 求 检测方式 实测记录判定 123456 合格 数 不合 格数 1外观无压印目测 2无批锋目测 3尺寸卷尺 4卡尺/角度尺 5卡尺/角度尺 6卡尺/角度尺 7卡尺/角度尺 结论:符合要求 检验员: 注:无定量要
五金冲压件工艺最新文档
冲压件生产工艺流程图
格式:pdf
大小:38KB
页数:1P
4.7
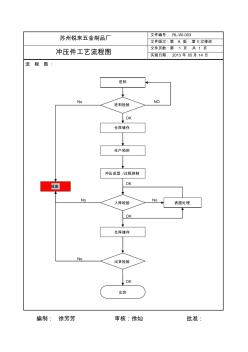
苏州锐来五金制品厂 文件编号:rl-wi-003 文件版次:第a版第0次修改 冲压件工艺流程图 文件页数:第1页共1页 实施日期:2013年05月14日 流程图: 编制:徐芳芳审核:徐灿批准: no 进料 进料检验 仓库储存 冲压成型/过程控制 入库检验 仓库储存 出货检验 ok ok 生产领料 出货 ok ok 表面处理 报废 no no no no

五金、管件类
格式:doc
大小:31KB
页数:2P
4.3
五金、管件类 作者:snren 文章来源:室内人 点击数:186 更新时间:2006-12-14【字体:小大】 不锈钢(也称白钢) 不锈钢以铬为主要合金元素,有镍—铬不锈钢、镍—钻—钛不锈钢等等,它是一种在碳钢中加入合金元素而制成的合金钢的一种,具有优良的抗腐蚀性能。 ppr管材 ppr是三丙聚乙烯的简称,采用热溶接的方式,有专用的焊接和切割工具,有较高的可*性。价格也很经济。保温性能也很好,管壁也很光滑,一般价格在每米6-12元(4分管),不包括内外丝的接头。 镀锌管:老房子大部分用的都是镀锌管,现在煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金属含量过高,严重危害人体的健康。六七十年代,国际上发达国家开始开发新型管材,并陆续禁用镀锌
五金、管件类
格式:pdf
大小:25KB
页数:2P
4.8
*** 1 五金、管件类 作者:snren文章来源:室内人点击数:186更新时间:2006-12-14【字体:小大】 不锈钢(也称白钢) 不锈钢以铬为主要合金元素,有镍—铬不锈钢、镍—钻—钛不锈钢等等,它是一种在碳钢中加 入合金元素而制成的合金钢的一种,具有优良的抗腐蚀性能。 ppr管材 ppr是三丙聚乙烯的简称,采用热溶接的方式,有专用的焊接和切割工具,有较高的 可*性。价格也很经济。保温性能也很好,管壁也很光滑,一般价格在每米6-12元(4 分管),不包括内外丝的接头。 镀锌管:老房子大部分用的都是镀锌管,现在煤气、暖气用的那种铁管也是镀锌管, 镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且 夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金属含量过高,严重危害人体的健康。 六七十年代,国际上发达国家开始开发

京都五金件介绍
格式:pdf
大小:100KB
页数:4P
4.8
1 京都塑(木、铝包木)白钢内开 内倒五金件介绍 2 公司简介 浙江京都五金有限公司座落于中国温州经济技术开发区滨海 园区,现有厂房面积10000多平方米。公司成立于2004年,是一 家拥有近10年历史的企业。公司采用国外技术与设备,制造出中 国第一套e5实木门窗内开内到五金系统。公司专一制造欧标内平 开与平开上悬门窗五金系统。传动器应用专用素材,从气密性、水 密性、隔音性、保温性、抗风压、防结露、装饰性、安全性、适 用性、经济性等全方位相结合使设计和生产于一体化。公司坚持 科学发展,生产管理体系全面使用erp软件,完善pvc塑钢、alu 铝合金、铝木复合、高档中空多层、隔热、隔音玻璃,完善多种 功能开启方式门窗五金系统。企业管理做到理性化管理与感性化 管理有机结合。公司现有6条全自动化传动器生产线,使用专用 素材,生产一次成型,连续冲压,品质控制到100万
五金件的作用,特点以及五金件的配置
格式:pdf
大小:45KB
页数:9P
4.7
第一节五金件的作用,特点以及五金件的标准: 1.1五金件的作用 1.实现各种开启功能。 2.防盗作用,门窗都有两个以上的锁点,安全性能好。 3.门窗锁紧功能,门窗锁紧以后,可以使门窗更加密封,隔音,保温。 1.2五金件的特点: 1.操作简便。 2.标准化和系列化。 3.可调整性。 4.承重力强。 5.安全性能。 1.3五金件的标准; 1.欧槽标准:①窗扇上欧槽分为两部分,上槽口为16.2*2.2mm,下槽口为 12.2*9.5mm ②槽口的中心线我们称为五金件的中心线,它到窗框内表面的 距离有9mm和13mm两种,相应的五金槽的外边到窗框内表面的距离有17mm 和21mm两钟。 ③框扇之间的间隙为12mm,窗扇外缘的尺寸按德国标准一般为 三种18/20/22mm,外缘尺寸减去间隙尺寸即为搭接量,有6/8/10mm, 第二节五金件的配置 2.1外平开五
五金学中的五原则与五金件的配置tim
格式:pdf
大小:34KB
页数:5P
4.6
1 档目名称:论坛 档目名称(英文):forum 本文摘要: 主标题:谈谈小五金学中的“五原则”与五金件的配置 主标题(英文):principleofarchitecturalhardware 补充 作者署名:文/周锦添 作者照片:有 作者简介:周锦添,亞薩荅萊集团中國區技術經理,美国锁匠协会香港分会创始人之一,香港锁匠 协会资深会员,香港锁匠学会顾问,美国aloa(美國鎖匠協會补中文)会员,美国dhi(門與小五金 學會补中文)的注册ahc(跓冊小五金顧問补中文),英国mla(英國鎖匠協會补中文)会员。代表作品 有南京金陵饭店、中国银行、海上学府、新加坡uob等。 文章正文: 谈谈小五金学中的“五原则”与五金件的配置 门的作用及其五金件的设计原则 原始人住在山洞里,为保护孩子和财产,防止野兽攻击,会搬来一块大石头将洞口堵住,这块大 石
 联邦德国钢冲压件技术供货条件
联邦德国钢冲压件技术供货条件 联邦德国钢冲压件技术供货条件
格式:pdf
大小:69KB
页数:未知
4.5
联邦德国din6930标准用于板料厚度大于0.1mm的冲压零件(该标准不适用于精密冲裁件)。该标准在“模具”上是这样规定的:1、受用户约束的模具受订货委托并由订货者付款,而由冲压件生产者加工制造或购置的模具叫做受用户约束
由金属冲压件制成的不锈钢关节式接头 由金属冲压件制成的不锈钢关节式接头
格式:pdf
大小:57KB
页数:未知
4.4
美国欧凯工业公司开发出了一种由不锈钢冲压件构成的活动关节,它们可一个个地连接起来形成一个柔性管子,可供外科手术中的内诊镜使用。该公司生产金属冲压件和医院外科手术器械配件,汽车用附件,国防和航空业用的附属设备以及一些其他专门的工业领域使用的附件。
国内知名五金品牌哪个好?如何选购五金配件?
格式:pdf
大小:19KB
页数:3P
4.4
装修知识常识,希望对您有帮助,谢谢 知识常识分享 国内知名五金品牌哪个好?如何选购五金 配件? 导读:本文介绍在房屋装修,主材选购的一些知识事项,如果 觉得很不错,欢迎点评和分享。 五金件是家里最常见的,而且使用也很普遍,主要就是 起到固定的作用,不仅仅款式多,品类多,而且品牌也比较 多,消费者购买的时候,一般都是可以挑选的,当然有的人 因为不会挑选,买到的质量并不是好,锁想知道怎么才能买 到质量好的。那么小编就来介绍一下国内知名五金品牌哪个 好?如何选购五金配件? 国内知名五金品牌哪个好? 1、雅洁archie 雅洁是国内十大五金配件品牌之一,专门从事五金产品 的研发、生产和销售,获得了“广东省百强民营企业”等荣 誉称号。雅洁有着先进的技术实力、高效的生产团队、周全 的营销服务,值得消费者信赖。 2、顶固topstrong 顶固是广东省知名的五金配件品牌,目前在昆山、成都
五金冲压件工艺相关
文辑推荐
知识推荐
百科推荐


职位:资深消防设计师
擅长专业:土建 安装 装饰 市政 园林


