

武汉轨道交通1号线铝合金车体焊接工艺
格式:pdf
大小:440KB
页数:3P
人气 :96
 4.4
4.4
文章分析了全焊接铝合金鼓形车体的结构、焊接工艺,针对制造过程中的焊接缺陷提出了解决措施,并阐述了焊接标准体系的重要性。



 武汉市轨道交通一号线车辆铝合金车体
武汉市轨道交通一号线车辆铝合金车体 武汉市轨道交通一号线车辆铝合金车体
武汉市轨道交通一号线车辆在国内首次采用了全焊接铝合金型材结构的车体。文章介绍了其设计过程、计算机模拟计算、样车生产和测试,结果表明该车体设计满足技术条件,很成功。
高速列车铝合金车体焊接工艺浅析
《装备制造技术》2013年第1期 大型铝合金挤压型材以其在减重性 [1]、耐蚀性、 加工性等方面具有其它材料无法比拟的优点,在高速 列车车体上得到广泛应用 [2]。由于我国早期普通列车 车体制造不采用此种材料,国内对高速列车用铝合 金材料焊接性和工艺缺乏相应的研究。随着近年来 高速铁路行业的快速发展,轨道车辆用铝合金的焊 接成为新的研究热点 [3 ̄5]。铝合金的热导率大和线膨 胀系数较大的特点决定了焊接时易产生焊接变形, 同时,铝合金焊接也极易产生气孔、裂纹等焊接缺 陷。高速动车组制造的关键材料,铝合金焊接品质是 决定高速列车长期安全运行的基础,对于提高高速 列车的运行寿命具有重要意义 [6]。 1焊前清理 铝合金工件及焊丝表面的水分和油污等,在焊 接过程中向焊缝金属提供溶解氢,是焊缝产生气孔 的重要原因之一。氧化膜的存在很容易在焊缝进行 中形成夹渣。因此,焊前须用丙酮对
编辑推荐下载
城市轨道交通铝合金车体
格式:pdf
大小:144KB
页数:4P
4.4
城市轨道交通铝合金车体 铝合金车体和不锈钢车体是目前使用最多的两种新型材料车体结构,铝合金 车体和不锈钢车体均属于轻型整体承载结构,主体材料分别是铝合金型材、不锈 钢板材等,通常采用模块化结构或焊接组装。铝合金和不锈钢车体都有材料密度 小、比强(结构的最大承载力与所耗材料重量之比)大的优点,在满足车体强度 和刚度的条件下自重轻而倍受青睐。 1、铝合金材料的特性 (1)质轻且柔软,能轻量化制造。 (2)强度好。 (3)耐蚀性能好。 (4)加工性能好。 (5)易于再生。 根据铝合金车体结构及制造、运用情况,选择材料时应遵循以下原则:从轻 量化方面考虑,要求强度、刚度好,而重量轻;从寿命方面考虑,要求耐蚀性、 表面处理性、维护保养性好;从制造工艺方面考虑,要求焊接性、挤压加工性、 成型加工性高。根据以上原则,铝合金车体主要使用5000系列、6000系列、7000 系列的铝合金。 2
铝合金车体焊接裂纹修复工艺 铝合金车体焊接裂纹修复工艺
格式:pdf
大小:461KB
页数:3P
4.4
通过对铝合金车体侧墙补块焊接工艺、生产环境和操作因素的分析,找出了焊接裂纹产生的原因,制定了合理的焊接返修工艺,确定了合理的工艺参数,保证了铝合金车体的焊接质量。
武汉轨道交通1号线铝合金车体焊接工艺热门文档
铝合金车体底架边梁焊接缺陷研究与控制 铝合金车体底架边梁焊接缺陷研究与控制
格式:pdf
大小:627KB
页数:4P
4.4
结合铝合金车体头车底架边梁焊接结构的特点,分析了边梁在焊接过程中容易出现的裂纹和气孔等焊接缺陷产生的原因。打底焊裂纹是由于打底焊焊缝有效承载面积较小,不足以承受焊后较大的应力所致,通过采用"厚壁保强"法,解决了此问题。气孔主要是由于焊接区域空气湿度较大以及空气不清洁所致,通过控制焊接时间和焊接区域的环境状况,并采用"集中排除法",使气孔以链状形式产生并集中清理干净,解决了在湿度较大环境下,焊接中极易产生的超标气孔问题,使边梁焊接的成功率大大提高。
武汉轨道交通1号线一期工程车站及高架线设计 武汉轨道交通1号线一期工程车站及高架线设计
格式:pdf
大小:2.2MB
页数:4P
4.6
介绍了武汉市轨道交通1号线一期工程高架车站的建筑、结构设计。对现行《地铁设计规范》和城市轨道交通系统中采用高架线的问题表述了意见。
武汉轨道交通1号线一期工程车辆的选型 武汉轨道交通1号线一期工程车辆的选型
格式:pdf
大小:567KB
页数:3P
4.7
本文着重从车辆规格尺寸、车体材质、受流方式、牵引控制系统等方面,介绍了武汉市轨道交通1号线一期工程车辆选型的情况。
武汉轨道交通1号线铝合金车体焊接工艺精华文档
轨道交通焊接工艺及其价值分析
格式:pdf
大小:218KB
页数:2P
4.7
轨道车辆对现代生产加工行业与社会发展的作用越来越大,因此在近年来的发展速度也越来越快。随着现代经济的发展以及人们生活节奏的加快,人们对于轨道车辆的质量与安全性要求在不断提升,进而对轨道交通的焊接工艺也有了更高的要求。轨道交通中的焊接工艺对于轨道车辆的质量以及制造成本有很大的影响,提升轨道交通的焊接工艺不仅能够提升焊接制造水平,同时也能够提升轨道车辆的生产效率与生产效益。为此,主要针对轨道交通的焊接工艺与价值进行分析,希望能够促进我国轨道交通行业的发展。
武汉轨道交通1号线高架车站结构探讨 武汉轨道交通1号线高架车站结构探讨
格式:pdf
大小:841KB
页数:3P
4.3
介绍武汉轨道交通1号线高架车站的设计,分析了车站与桥梁分建、合建两种高架车站结构形式的利弊,阐明了高架车站的各组成部分及其相互作用关系。
城市轨道交通铝合金车体型材挤压仿真技术研究 城市轨道交通铝合金车体型材挤压仿真技术研究
格式:pdf
大小:248KB
页数:5P
4.5
城市轨道交通铝合金车体型材具有复杂大截面、薄壁、扁宽等特征,为降低综合成本,本文采用hyperxtrude仿真软件对型材生产的核心技术——挤压模具设计及挤压工艺进行仿真分析技术研究.结果表明,挤压仿真软件可预见挤压铝金属流速场、温度场及应力场等多物理场参量,减少试模次数,降低综合成本,向虚拟试模迈出关键的一步,实现了挤压仿真技术在城市轨道交通铝合金车体型材挤压工艺及模具设计中的创新性应用.

铝及铝合金的焊接工艺
格式:pdf
大小:11KB
页数:5P
4.3
铝及铝合金的焊接工艺 铝及铝合金的焊接特点 (1)铝在空气中及焊接时极易氧化,生成的氧化铝(al2o3)熔点高、非常稳 定,不易去除。阻碍母材的熔化和熔合,氧化膜的比重大,不易浮出表面,易生 成夹渣、未熔合、未焊透等缺欠。铝材的表面氧化膜和吸附大量的水分,易使焊 缝产生气孔。焊接前应采用化学或机械方法进行严格表面清理,清除其表面氧化 膜。在焊接过程加强保护,防止其氧化。钨极氩弧焊时,选用交流电源,通过“阴 极清理”作用,去除氧化膜。气焊时,采用去除氧化膜的焊剂。在厚板焊接时, 可加大焊接热量,例如,氦弧热量大,利用氦气或氩氦混合气体保护,或者采用 大规范的熔化极气体保护焊,在直流正接情况下,可不需要“阴极清理”。 (2)铝及铝合金的热导率和比热容均约为碳素钢和低合金钢的两倍多。铝 的热导率则是奥氏体不锈钢的十几倍。在焊接过程中,大量的热量能被迅速传导 到基体金属内部,
铝合金MIG自动焊焊接工艺 铝合金MIG自动焊焊接工艺
格式:pdf
大小:715KB
页数:4P
4.7
研究了铝合金车体单丝和双丝mig自动焊的焊接方法,通过焊接对比试验,分析焊接接头的组织和力学性能,总结出两种焊接方法的最佳工艺参数。试验结果表明,双丝mig自动焊接具有焊接速度快、热输入小、焊缝组织晶粒细小均匀、接头力学性能良好、生产效率高等优点,适用于铝合金车体批量焊接生产。
武汉轨道交通1号线铝合金车体焊接工艺最新文档

武汉轨道交通1号线二期工程后备信号系统的论证分析
格式:pdf
大小:298KB
页数:4P
4.4
由于信息技术的发展,轨道交通列车自动控制系统发生了根本变化,逐渐由基于轨道电路的列车自动控制传统向基于通信的列车控制(cbtc:communicationbasedtraincontrol)方向发展。
武汉轨道交通1号线一期工程信号系统的移动闭塞技术 武汉轨道交通1号线一期工程信号系统的移动闭塞技术
格式:pdf
大小:474KB
页数:4P
4.7
以武汉轨道交通1号线一期工程信号系统的移动闭塞为例,介绍了移动闭塞技术下的atc模式以及针对工程项目制定的运营辅助手段———后退模式,并讨论了一期工程中运营的故障管理策略。
铝合金车体设计的工艺性问题分析
格式:pdf
大小:2.4MB
页数:14P
4.6
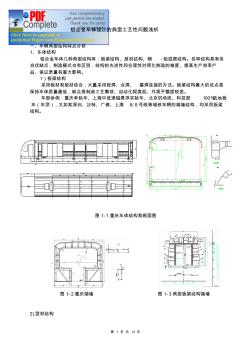
第1页共14页 铝合金车体设计的典型工艺性问题浅析 一、车辆典型结构特点分析 1、车体结构 铝合金车体几种典型结构有:板梁结构、型材结构、钢-铝混搭结构。各种结构具有各 自优缺点,制造模式也有区别,结构的先进性和合理性对简化制造的难度、提高生产效率产 品、保证质量有重大影响。 1)板梁结构 采用板材和型材结合,大量采用段焊、点焊、塞焊连接的办法。板梁结构最大的优点是 保持车体质量最低,缺点是制造工艺繁琐、自动化程度低、外观平整度较差。 车型举例:重庆单轨车、上海中低速磁悬浮实验车、北京机场线、科技部100%低地板 车(车顶),又如其深圳、沙特、广佛、上海6/8号线等城铁车辆的端墙结构,均采用板梁 结构。 图1-1重庆车体结构和断面图 图1-2重庆端墙图1-3典型板梁结构端墙 2)型材结构 第2页共14页 双层闭式型材是目前高速车和a型、b型城铁
武汉轨道交通1号线径河延伸线联锁电路分析 武汉轨道交通1号线径河延伸线联锁电路分析
格式:pdf
大小:1.8MB
页数:4P
4.4
承担安全执行功能的车站列车控制器和继电器之间的连接,是保证系统功能控制和实施的重要一环,车站列车控制器和外部电路的电气特性匹配、电路控制时序、命令触发条件等,都是整个信号控制系统的关键研究因素。以武汉轨道交通1号线径河延伸线为例,从驱动电路、采集电路、关键监督控制电路、关键监督前置继电器电路等方面,介绍了新一代车站列车控制器的特殊联锁电路逻辑,为施工设计和运维保障提供分析依据,同时也为后续类似车站列车控制器的研究提供参考。
 探讨铝及铝合金焊接工艺
探讨铝及铝合金焊接工艺 探讨铝及铝合金焊接工艺
格式:pdf
大小:178KB
页数:未知
4.3
铝及铝合金因为有着众多的优势,如强度高、重量轻以及成形性好等特点而被广泛的应用于汽车制造、轨道车辆制造、零部件加工以及航空业上.本文主要从铝和铝合金特点入手,进一步的分析了其在焊接上的工艺.
轨道车辆铝合金车体焊接工艺探究 轨道车辆铝合金车体焊接工艺探究
格式:pdf
大小:106KB
页数:未知
4.3
轨道车辆车体由铝合金型材焊接而成,本文主要通过分析轨道车辆铝合金车体的焊接工艺,运用轨道车辆铝合金车体焊接变形控制的方法,实现轨道车辆铝合金车体的尺寸控制及强度要求,提高了轨道车辆运行的可靠性。
武汉轨道交通1号线建设项目职业病危害控制效果评价 武汉轨道交通1号线建设项目职业病危害控制效果评价
格式:pdf
大小:1.6MB
页数:2P
4.4
武汉轨道交通1号线是武汉市建设的第一条轨道交通线路,也是武汉轨道交通线网规划中镇间骨架与镇内主干线路的主体。该线路为全封闭式地上高架结构,全长29.41km,二期工程分别于2004年7月和2010年7月竣工,同期

铝合金焊接工艺规范(工作试样)
格式:pdf
大小:3.7MB
页数:32P
4.3
铝合金焊接工艺规范目录(工作试样) 序号wps№部位名称厚度组合mm试板材质组合接头形式焊接姿势 1sfw-a-701枕梁-牵引梁(下面)11+10a7n01s-t5+a7n01s-t5レ型对接平焊 2sfw-a-702枕梁-牵引梁(上面)15+11a7n01s-t5+a7n01s-t5レ型对接平焊 3sfw-a-703枕梁内部补强15+10a7n01s-t5+a7n01s-t5レ型角接平焊 4sfw-a-704lv座三角补强-边梁12+5a7n01p-t4+a6n01s-t5角接平焊 5sfw-a-705枕梁-边梁10+4a7n01s-t5+a6n01s-t5レ型角接平焊 6sfw-a-706lv座三角补强-枕梁12+12a7n01p-t4+a7n01s-t5レ型角接平焊 7sfw-a-
武汉轨道交通1号线铝合金车体焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:建筑物安全检定员
擅长专业:土建 安装 装饰 市政 园林


