

武钢一热轧改造后粗轧区控制系统
格式:pdf
大小:321KB
页数:4P
人气 :95
 4.4
4.4
武钢一热轧的工艺布置方案为目前国内少有的3/4连轧方式,这种布置方案不仅使得轧线上粗轧区的长度大大超出半连轧布置方案,而且对粗轧区的自动化控制系统也提出了更多的要求,除了需具备一般热轧厂单机架粗轧机的所有功能之外,还必须具备连轧的功能。根据该厂的具体情况,设计了粗轧区控制系统。运行结果证明,控制系统稳定可靠、操作方便快捷,很好地满足了用户的需求。



 不锈钢热轧粗轧控制系统
不锈钢热轧粗轧控制系统 不锈钢热轧粗轧控制系统
酒钢不锈钢热轧粗轧控制系统采用分布式控制思想,硬件plc为siemenssimatictdc,远程i/o为si-emenssimaticet200m,profibus组态,软件程序开发使用siemenspcs7工具,人机接口hmi采用siemenswincc。实际运行中稳定、可靠、方便,达到了预期的效果。
编辑推荐下载

武钢一热轧改造项目中液压系统管道冲洗工艺设计
格式:pdf
大小:662KB
页数:6P
4.3
本文针对武钢一热轧液压系统改造现场实际情况,通过计算得出油温50℃时管路冲洗达到紊流状态时的理论冲洗流量,进而推导出了粗轧e2r2液压系统各管路冲洗时所需要的理论冲洗流量,通过对各管路的理论冲洗流量值的分析,得出此液压系统最佳的冲洗方案。本文还着重阐述了液压系统冲洗时应该注意的各类事项及应该把握的控制要点,并附有系统冲洗回路图。
武钢热轧厂 (2)
格式:pdf
大小:34KB
页数:5P
4.4
武钢热轧厂 今天到武汉钢铁钢丝的热轧厂实习参观。穿着劳保服,劳保鞋,安全帽,我 感觉好象很别扭似的。那个鞋子真是差的可以,那么硬,那么大,走路都有点困 难。不过幸好全程都有专车接送。先是到一厂参观,看着流水线上的长长的红红 的铁被那个巨大的机器敦粗后就变的好长,几百米的传送带隆隆的转着。我们在 厂里走了一两个小时才转一圈。那么的不可思议,那厂房好大,里面的机器看了 都吓死人。我们在那些小过道里走着、看着,一切仿佛都是那么的新奇。有时走 在那小道里都感到害怕。我们在武钢的食堂吃饭后就在带钢厂参观,看着四个加 热炉的龙门开后,加热炉里的铁经步进的加工到传送带后,我们在上空五六米高, 距十米远左右都感觉脸烫烫的,然后经t型架后,把十多米后的钢块给压榨成几 毫米后的钢板,看着冷却水的雾气都感觉好宏伟,里面好大的噪声,不过说真的, 看着那些工人身上脏兮兮的,我心里还在想呢
武钢一热轧改造后粗轧区控制系统热门文档
武钢热轧厂
格式:pdf
大小:34KB
页数:5P
4.8
武钢热轧厂 今天到武汉钢铁钢丝的热轧厂实习参观。穿着劳保服,劳保鞋,安全帽,我 感觉好象很别扭似的。那个鞋子真是差的可以,那么硬,那么大,走路都有点困 难。不过幸好全程都有专车接送。先是到一厂参观,看着流水线上的长长的红红 的铁被那个巨大的机器敦粗后就变的好长,几百米的传送带隆隆的转着。我们在 厂里走了一两个小时才转一圈。那么的不可思议,那厂房好大,里面的机器看了 都吓死人。我们在那些小过道里走着、看着,一切仿佛都是那么的新奇。有时走 在那小道里都感到害怕。我们在武钢的食堂吃饭后就在带钢厂参观,看着四个加 热炉的龙门开后,加热炉里的铁经步进的加工到传送带后,我们在上空五六米高, 距十米远左右都感觉脸烫烫的,然后经t型架后,把十多米后的钢块给压榨成几 毫米后的钢板,看着冷却水的雾气都感觉好宏伟,里面好大的噪声,不过说真的, 看着那些工人身上脏兮兮的,我心里还在想呢
热轧窄带钢厚度自动控制系统的改造
格式:pdf
大小:611KB
页数:3P
4.5
在精轧机组后三架轧机上,用液压厚度自动控制系统替代传统的电动压下位置控制系统,引入压力agc控制方式,以监控agc作为辅助,大幅提高带钢厚度的控制精度。

(武钢)热轧产品一览表 (2)
格式:pdf
大小:69KB
页数:6P
4.3
(武钢)热轧产品一览表 普碳钢和低合金钢系列 产品名称name碳素结构钢板、带 牌号q195q215a-bq235a-d 执行标准standardgb912-89gb3274-88.q/wg(rz)07-99 对应国外标准corresp foreignstandard din1614dinen10025jisg3101iso630 产品名称name优质碳素钢板、带 牌号15200808al 执行标准standardgb710-91gb711-88 对应国外标准corresp foreignstandard jisg3131din1614astma415iso3573astma113dinen10025 产品名称name低合金结构钢板、带 牌号q295a-bq345a-e 执行标准

(武钢)热轧产品一览表
格式:pdf
大小:69KB
页数:6P
4.7
(武钢)热轧产品一览表 普碳钢和低合金钢系列 产品名称name碳素结构钢板、带 牌号q195q215a-bq235a-d 执行标准standardgb912-89gb3274-88.q/wg(rz)07-99 对应国外标准corresp foreignstandard din1614dinen10025jisg3101iso630 产品名称name优质碳素钢板、带 牌号15200808al 执行标准standardgb710-91gb711-88 对应国外标准corresp foreignstandard jisg3131din1614astma415iso3573astma113dinen10025 产品名称name低合金结构钢板、带 牌号q295a-bq345a-e 执行标准
武钢一热轧改造后粗轧区控制系统精华文档
 武钢1700mm热轧精轧机电控系统改造
武钢1700mm热轧精轧机电控系统改造 武钢1700mm热轧精轧机电控系统改造
格式:pdf
大小:247KB
页数:5P
4.6
采用大容量可控硅和logidynd2数字控制器对武钢1700mm热轧精轧机电控系统进行改造。经运行考验证明系统性能提高、稳定可靠。
热轧带钢终轧温度控制系统的改造与应用
格式:pdf
大小:426KB
页数:3P
4.7
针对莱钢1500热连轧终轧温度控制精度低的现状,对机架间冷却水控制系统进行了研究与改造。首先对电动调节阀进行重新测试,然后对机架间冷却数学模型和终轧温度控制的实际应用进行了深入的理论研究。在基础自动化控制系统的改造中,增加了分档式反馈控制和前馈控制;同时在过程自动化控制系统中对预设定计算模块进行了优化。经过现场一年多的运行,改造后的系统大大提高了带钢终轧温度的控制精度和带钢成品的质量,具有很好的应用价值。
宁波钢铁热连轧粗轧E2辊缝控制系统 宁波钢铁热连轧粗轧E2辊缝控制系统
格式:pdf
大小:458KB
页数:3P
4.4
介绍了宁波钢铁1780热连轧粗轧e2辊缝控制系统机械电气结构和控制功能,主要论述了e2辊缝的自动控制功能中的辊缝设定ewc位置控制,hwc位置控制,冲击补偿,过载保护,awc控制等,通过对粗轧e2辊缝的高精度闭环控制,实现了e2轧机的高速度,高节奏轧制,并保证了输送给精轧区带钢的宽度精度。

唐钢第一钢轧厂加热炉智能控制系统改造
格式:pdf
大小:86KB
页数:1P
4.4
河北钢铁集团唐山钢铁集团有限责任公司第一钢轧厂蓄热式加热炉目前采用三段控制,年生产能力250万t左右;控制系统为西门子s7-400系列plc控制系统。在稳定工况下,基本可以满足生产控制的要求,但是由于plc系统的局限
武钢一热轧改造后粗轧区控制系统最新文档
热轧带钢轧后冷却控制及其自学习方法 热轧带钢轧后冷却控制及其自学习方法
格式:pdf
大小:1.1MB
页数:4P
4.4
热轧带钢轧后冷却过程中卷取温度的控制精度是保证带钢表面质量和板形良好的一个关键因素,因此温度控制精度的核心是冷却过程控制模型的建立,同时新的数学模型应该具有自学习功能以提高控制精度.以此为出发点,建立了具有非线性结构特征的热轧带钢冷却过程控制的数学模型,并对新模型的自学习能力进行了研究,使该模型能够不断地修正其关键参数以提高温度控制精度,从而增强了模型的自适应性.通过对该冷却过程数学模型的现场实际应用,验证了该冷却数学模型的卷取温度控制能够达到较高的精度,为提高带钢产品质量奠定了基础.
宝钢2050热轧板带厚度控制系统的研究 宝钢2050热轧板带厚度控制系统的研究
格式:pdf
大小:555KB
页数:4P
4.3
从提高宝钢2050热轧板厚度控制精度出发,结合宝钢原siemensagc模型应用情况,详细分析、测试了动态设定agc模型特点及相关控制特性,成功地将动态设定agc应用于2050热连轧机组,取得了显著效果。
济钢1700热轧带钢粗轧机打滑现象研究 济钢1700热轧带钢粗轧机打滑现象研究
格式:pdf
大小:955KB
页数:5P
4.7
对粗轧机打滑现象进行了研究,结果表明升速轧制加速度过大是造成带钢打滑的主要原因,将加速度降低后打滑现象得到有效控制;对生产中其他打滑因素进行了分析和讨论,提出了控制带钢打滑的生产措施。
莱钢热轧生产线半连轧工艺改造
格式:pdf
大小:97KB
页数:2P
4.4
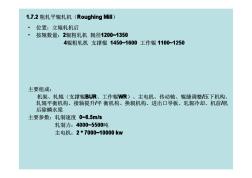
莱钢特钢厂热轧生产线采用横列式布置,设备装备与工艺技术水平落后,生产出的合金钢大棒材尺寸精度低,尺寸废品率高。通过对轧线ф650mm×1/ф550mm×1/ф550mm×4进行半连轧布置、精轧机组应用高刚度轧机等改造,提高了合金钢大棒的尺寸精度,使尺寸废品率从0.6%降低到0.25%。
承钢热轧卷板厂粗轧机自动换辊程序优化 承钢热轧卷板厂粗轧机自动换辊程序优化
格式:pdf
大小:195KB
页数:未知
4.8
本文主要介绍了粗轧机换辊tdc自动化系统的优化原理和设计思路,如何通过pic控制算法对位置进行闭环控制。采用这些方法后,整个换辊时间减少了5分钟,获得了预期的效果。
热轧H型钢控制冷却系统自动控制的实现 热轧H型钢控制冷却系统自动控制的实现
格式:pdf
大小:508KB
页数:4P
4.5
本文结合h型钢轧制的特点,制定了h型钢控制冷却的最优方案以及自动控制的思路与实现,其中控冷反馈采用smith预估器来对滞后系统进行补偿,对h型钢控制冷却的研究有着极大的参考价值。
热轧带肋钢筋轧后快速冷却强化效果研究 热轧带肋钢筋轧后快速冷却强化效果研究
格式:pdf
大小:517KB
页数:4P
4.6
通过对带肋钢筋不同的轧后穿水冷却强度工艺对比试验,定量研究了轧后穿水冷却工艺对钢筋的强化效果。试验结果表明,随着带肋钢筋轧后冷却强度的提高,钢筋的强度上升、塑性下降,但钢筋轧后冷却强度与其力学性能指标呈非线性关系。当带肋钢筋轧后快速冷却到贝氏体温度区以下时,随冷却强度的提高,钢筋强度大幅上升;在贝氏体温度区以上进行冷却时,随冷却强度的提高,钢筋强度增幅缓慢。
精轧区带钢热轧热力耦合有限元仿真 精轧区带钢热轧热力耦合有限元仿真
格式:pdf
大小:907KB
页数:4P
4.4
根据实际生产工艺,借助msc.marc有限元分析软件,建立宽带钢多道次热连轧有限元模型,对宽带钢的轧制过程的温度场、轧制力特性等进行了仿真研究。仿真结果与实测值误差非常小,终轧温度与实测温度误差在±13°c以内,各道次轧制力与实测值误差在±10%以内。在此基础上,讨论不同工艺参数对带钢温度场,轧制力的影响,为优化轧制工艺提供理论依据。
武钢一热轧改造后粗轧区控制系统相关
文辑推荐
知识推荐
百科推荐


职位:专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


