




热轧钢板
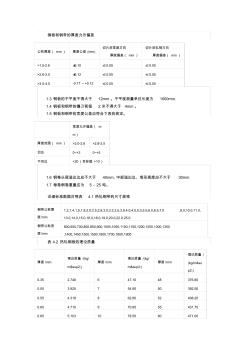
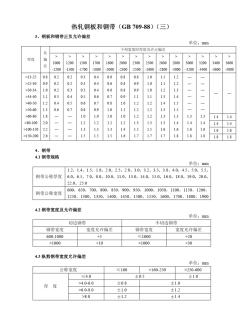
钢板和钢带的厚度允许偏差 公称厚度(mm)厚度公差(mm) 切片后宽度方向 厚度偏差(mm) 切片后轧制方向 厚度偏差(mm) >1.5-2.6±0.10≤0.05≤0.05 >2.6-3.0±0.12≤0.05≤0.05 >3.0-4.0-0.17~+0.12≤0.05≤0.05 1.3钢板的不平度不得大于12mm。不平度测量单位长度为1000mm. 1.4钢板和钢带的镰刀弯每2米不得大于4mm。 1.5钢板和钢带的宽度公差应符合下表的规定。 宽度允许偏差(m m) 厚度范围(mm)>2.0-2.8>2.8-3.5 切边0~+30~+5 不切边+20(目标值+10) 1.6钢卷头尾溢出边应不大于40mm,中部溢出边、塔形高度应不大于30mm. 1.7每卷钢卷重量应为5-25吨。 详细标准数据对照表4
编辑推荐下载

热轧钢板带轧辊国家标准
格式:pdf
大小:63KB
页数:8P
 4.4
4.4
《热轧钢板带轧辊》国家标准 编制说明 江苏共昌轧辊有限公司 2010 《热轧钢板带轧辊》国家标准编制说明 1任务来源 根据国标委综合[2009]59号“关于下达2009年第一批国家标准制修订计划 的通知”中规定(计划项目编号为20090675-t-605),由江苏共昌轧辊有限公司、 中国钢研科技集团公司负责起草制定《热轧钢板带轧辊》国家业标准。该项目由 北京中冶设备研究设计总院有限公司归口管理。 2工作过程 2.1开展的阶段工作 立项批准后,由江苏共昌轧辊有限公司牵头组织专家走访有关生产、使用等 单位,了解国内热轧板带轧辊的应用情况,同时收集国外有关技术资料及应用情 况,并成立了标准起草小组,这些工作都为制定标准打下基础。 2009年元月至2009年10月底开展国内外调研和收集工作; 2009年8月18日召开标准工作组第一次工作会,制定工作班子和工作计划
热轧钢板公差
格式:pdf
大小:177KB
页数:7P
4.6
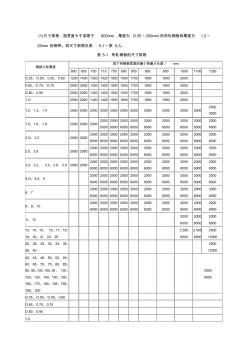
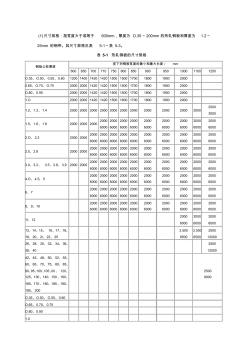
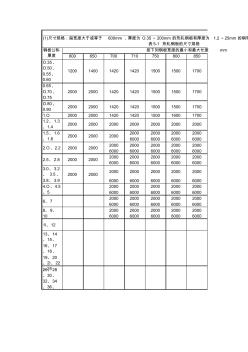
(1)尺寸规格:指宽度大于或等于600mm,厚度为o.35~200mm的热轧钢板和厚度为1.2~ 25mm的钢带。其尺寸规格见表5-1~表5-3。 表5-1热轧钢板的尺寸规格 钢板公称厚度 按下列钢板宽度的最小和最大长度/mm 600650700710750800850900950100011001250 o.35、o.50、0.55、0.601200140014201420150015001700180019002000 0.65、o.70、o.752000200014201420150015001700180019002000 o.80、0.902000200014201420150015001700180019002000 1.o2000200014201420
武钢牌热轧钢板及钢带获国家出口免验资格热门文档
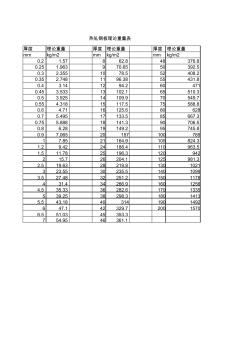
热轧钢板理论重量
格式:pdf
大小:24KB
页数:1P
4.4
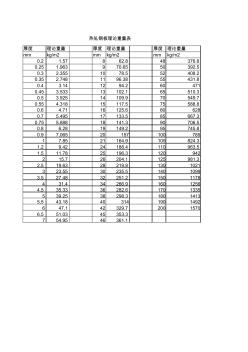
厚度理论重量厚度理论重量厚度理论重量 mmkg/m2mmkg/m2mmkg/m2 0.21.57862.848376.8 0.251.963970.6550392.5 0.32.3551078.552408.2 0.352.7481196.3855431.8 0.43.141294.260471 0.453.53313102.165510.3 0.53.92514109.970549.7 0.554.31815117.575588.8 0.64.7116125.680628 0.75.49517133.585667.3 0.755.88818141.390706.5 0.86.2819149.295745.8 0.97.06520157100

热轧钢板HA1SDatasheet
格式:pdf
大小:108KB
页数:2P
4.6
hotrolledhr formablef ha1ssteel revision0,august2009 thisliteraturesupersedesallpreviousissues. generaldescriptiontypicaluses applicablestandards as/nzs1594:2002 as/nzs1365:1996 propertiesofsteelbase guaranteed chemical properties guaranteed % typical % transversetensilemaximum<1.9mm yieldstrength(mpa)carbon-c0.130.04-0.07 --phosphorus-p0.040.01-0.02 mangane
热轧钢板理论重量 (2)
格式:pdf
大小:24KB
页数:1P
4.3
厚度理论重量厚度理论重量厚度理论重量 mmkg/m2mmkg/m2mmkg/m2 0.21.57862.848376.8 0.251.963970.6550392.5 0.32.3551078.552408.2 0.352.7481196.3855431.8 0.43.141294.260471 0.453.53313102.165510.3 0.53.92514109.970549.7 0.554.31815117.575588.8 0.64.7116125.680628 0.75.49517133.585667.3 0.755.88818141.390706.5 0.86.2819149.295745.8 0.97.06520157100
 热轧钢板纵裂纹的形成原因
热轧钢板纵裂纹的形成原因 热轧钢板纵裂纹的形成原因
格式:pdf
大小:786KB
页数:3P
4.5
采用化学成分分析、力学性能测试、金相检验和电子探针观察及其波谱分析等方法对j55热轧钢板上的纵裂纹进行了分析。结果表明:纵裂纹是因钢板表面富集着串链状的外来夹杂物所致。
武钢牌热轧钢板及钢带获国家出口免验资格精华文档

热轧钢板HA25
格式:pdf
大小:274KB
页数:2P
4.6
pleaseensureyouhavethecurrentdatasheetforthisproductasdisplayedatwww.***.***.au bluescopesteellimited bluescopesteellimitedabn16000011058copyright?2003bluescopesteellimited bluescopesteel(ais)ptyltdabn19000019625 sydney:(02)97956700melbourne:(03)95862222brisbane:(07)38459300adelaide:(08)82437333perth:(09)93300666 producedbyar

热轧钢板HA300
格式:pdf
大小:276KB
页数:2P
4.8
pleaseensureyouhavethecurrentdatasheetforthisproductasdisplayedatwww.***.***.au bluescopesteellimited bluescopesteellimitedabn16000011058copyright?2003bluescopesteellimited bluescopesteel(ais)ptyltdabn19000019625 sydney:(02)97956700melbourne:(03)95862222brisbane:(07)38459300adelaide:(08)82437333perth:(09)93300666 producedbyar
热轧钢板公差
格式:pdf
大小:175KB
页数:7P
4.4
(1)尺寸规格:指宽度大于或等于600mm,厚度为o.35~200mm的热轧钢板和厚度为1.2~ 25mm的钢带。其尺寸规格见表5-1~表5-3。 表5-1热轧钢板的尺寸规格 钢板公称厚度 按下列钢板宽度的最小和最大长度/mm 600650700710750800850900950100011001250 o.35、o.50、0.55、0.601200140014201420150015001700180019002000 0.65、o.70、o.752000200014201420150015001700180019002000 o.80、0.902000200014201420150015001700180019002000 1.o2000200014201420
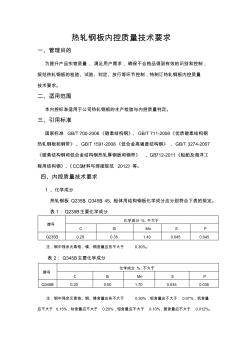
热轧钢板内控质量技术要求
格式:pdf
大小:66KB
页数:7P
4.4
热轧钢板内控质量技术要求 一、管理目的 为提升产品实物质量,满足用户需求,确保不合格品得到有效的识别和控制, 规范热轧钢板的检验、试验、判定、放行等环节控制,特制订热轧钢板内控质量 技术要求。 二、适用范围 本内控标准适用于公司热轧钢板的生产检验与内控质量判定。 三、引用标准 国家标准gb/t700-2006《碳素结构钢》、gb/t711-2008《优质碳素结构钢 热轧钢板和钢带》、gb/t1591-2008《低合金高强度结构钢》、gb/t3274-2007 《碳素结构钢和低合金结构钢热轧厚钢板和钢带》、gb712-2011《船舶及海洋工 程用结构钢》、《ccs材料与焊接规范2012》等。 四、内控质量技术要求 1、化学成分 热轧钢板q235b、q345b、45、船体用结构钢板化学成分应分别符合下表的规定。 表1:q235b主要化学成分 牌号 化学成分%,
武钢牌热轧钢板及钢带获国家出口免验资格最新文档
冲压用热轧钢板的冷变形特性 冲压用热轧钢板的冷变形特性
格式:pdf
大小:640KB
页数:3P
4.7
在二辊轧机上对csp轧制的sphd钢板进行了冷变形,在拉伸试验机上测定了冷变形后钢板的抗拉强度和伸长率,分析了其加工硬化的情况,并对不同冷变形程度下钢板轧制方向的横截面组织进行了分析。结果表明:经冷变形后,试验钢的抗拉强度bσ增大,伸长率δ减小,抗拉强度变化量δbσ随着变形量的增大而增大,加工硬化明显;轧向横截面晶粒随着变形量的增大而细化。
珠钢薄规格热轧钢板生产技术 珠钢薄规格热轧钢板生产技术
格式:pdf
大小:646KB
页数:4P
4.7
介绍了2006年珠钢薄规格热轧板的生产情况。通过对薄规格热轧板轧制技术的研究,进而开发了薄规格热轧板生产的成套技术,实现了薄规格热轧板的高比例、高质量、高效化的生产,普通碳素结构钢板厚度≤2.0mm的比例达到70%以上,≤1.5mm的比例达到35%以上;集装箱用钢板厚度≤2.0mm的比例达到70%以上,≤1.6mm的比例达到40%以上;屈服强度345mpa级的集装箱用钢板极限厚度为1.4mm,屈服强度550mpa级的高强汽车结构钢板极限厚度为1.8mm,屈服强度700mpa级的超高强耐候钢板极限厚度为2.0mm。
热轧钢板和钢带(GB/T709—1988)
格式:pdf
大小:255KB
页数:18P
4.3
600650700710750800850 o.35、 o.50、 0.55、 0.60 1200140014201420150015001700 0.65、 o.70、 o.75 2000200014201420150015001700 o.80、 0.902000200014201420150015001700 1.o2000200014201420150016001700 2000200020002000 6000600060006000 20002000200020002000 60006000600060006000 20002000200020002000 60006000600060006000 20002000200020002000 6000600060
冷轧钢板与热轧钢板性能的区别
格式:pdf
大小:7KB
页数:2P
4.5
冷轧钢板与热轧钢板性能的区别 热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢 板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,最终厚度为 1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问 题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精 轧的开轧温度、终轧温度和卷曲温度来控制带钢的微观组织和机械性能。 冷轧,一般在开轧前是没有加热工序的。但是,由于带钢厚度小,很容易出 现板形问题。而且,冷轧后为成品,因此,为了控制带钢的尺寸精度和表面质量, 采用了很多很繁琐的工艺。冷轧的生产线长,设备多,工艺复杂。随着用户对带 钢尺寸精度、板形和表面质量要求的提高,冷轧机组的控制模型、l1和l2系统、 板形控制手段相对热轧要多。而且,轧辊和带钢的温度也是其中一项比较重要的 控制指标。 从定义上来说,
Q235热轧钢板与冷轧钢板区别 (4)
格式:pdf
大小:9KB
页数:1P
4.6
. . q235热轧钢板与冷轧钢板区别: 热轧板硬度低,加工容易,延展性能好。 冷轧板硬度高,加工相对困难些,但是不易变形,强度较高。 热轧板强度相对较低,表面质量差点(有氧化光洁度低),但塑性好,一般为中厚板,冷轧板: 强度高硬度高,表面光洁度高,一般为薄板,可以作为冲压用板. 热轧钢板,机械性能远不及冷加工,也次于锻造加工,但有较好的韧性和延展性 冷轧钢板由于有一定程度的加工硬化,韧性低,但能达到较好的屈强比,用来冷弯弹簧 片等零件,同时由于屈服点较靠近抗拉强度,所以使用过程中对危险没有预见性,在载荷超 过许用载荷时容易发生事故 补充,冷轧钢板0.3-3.0mm,热轧钢板2.0 热轧是在将钢板较高的温度下轧制成相对薄一点的钢板;冷轧是在常温条件下轧制钢板。 一般都是先进行热轧,再进行冷轧。钢板较厚的情况下只能用热轧,轧制成较薄的板后,
“武钢牌”热轧钢板及钢带获国家出口免验资格 “武钢牌”热轧钢板及钢带获国家出口免验资格
格式:pdf
大小:48KB
页数:1P
4.6
近日,武汉钢铁股份有限公司生产的“武钢牌”热轧钢板及钢带获得了国家质检总局的出口免验资格。该公司热轧钢板及钢带获得出口免验证书后,将大大提高公司出口商品的竞争力和信誉,有利于公司实施“走出去”发展战略,同时公司生产的该产品在出口中还将获得直接放行和免收相关费用等最优惠政策。武钢是湖北省第一家获得出口产品免验证书的大型国有企业。
“武钢牌”热轧钢板及钢带获国家出口免验资格 “武钢牌”热轧钢板及钢带获国家出口免验资格
格式:pdf
大小:42KB
页数:1P
4.5
武汉钢铁股份有限公司生产的“武钢牌”热轧钢板及钢带获得了国家质检总局的出口免验资格。该公司热轧钢板及钢带获得出口免验证书后,将大大提高公司出口商品的竞争力和信誉,有利于公司实施“走出去”发展战略,同时公司生产的该产品在出口中还将获得直接放行和免收相关费用等最优惠政策。武钢是湖北省第一家获得出口产品免验证书的大型国有企业。
 热轧钢板厚度公差国家标准
热轧钢板厚度公差国家标准 热轧钢板厚度公差国家标准
格式:doc
大小:76KB
页数:3P
4.9
热轧钢板厚度公差国家标准是工业生产和产品质量控制的重要依据,它规定了热轧钢板在制造过程中的厚度偏差范围,确保了产品的质量和使用的稳定性。这一标准的实施,对于规范市场秩序,保护消费者权益,推动我国热轧钢板行业的健康发展具有重要意义。
酒钢完成汽车大梁用热轧钢板和钢带国标修订 酒钢完成汽车大梁用热轧钢板和钢带国标修订
格式:pdf
大小:361KB
页数:1P
4.6
2014年1月初,由酒钢集团宏兴钢铁股份有限公司主导修订的gb/t3273--2014《汽车大梁用热轧钢板和钢带》国家标准通过了专家审定.标准水平达到国际先进水平.已上报全国钢标委批准发布。《汽车大梁用热轧钢板和钢带》国家标准报批稿与现行gb/t3273--2005国家标准相比.在采用国内外先进标准、满足用户需求、产品系列化、与国家标准体系协调一致的原则下.
武钢牌热轧钢板及钢带获国家出口免验资格相关
文辑推荐
知识推荐
百科推荐


职位:预结算员造价工程师
擅长专业:土建 安装 装饰 市政 园林


