




 奥氏体不锈钢中铁素体含量计算
奥氏体不锈钢中铁素体含量计算 奥氏体不锈钢中铁素体含量计算
介绍了奥氏体不锈钢中铁素体的作用和测量方法,分析了奥氏体不锈钢中铁素体形成机理,重点阐述了采用不锈钢组织图和合金元素铬当量与镍当量控制奥氏体不锈钢中铁素体含量的计算方法
编辑推荐下载
无缝及焊接的铁素体奥氏体不锈钢公称管热门文档

ASTMA789一般用途无缝焊接铁素体和奥氏体不锈钢管-中文版 (2)
格式:pdf
大小:35.0MB
页数:5P
 4.7
4.7
ASTMA789一般用途无缝焊接铁素体和奥氏体不锈钢管-中文版 (2)

ASTMA789A789M通用无缝与焊接铁素体奥氏体不锈钢管
格式:pdf
大小:32KB
页数:2P
4.4
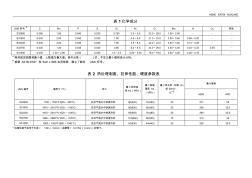
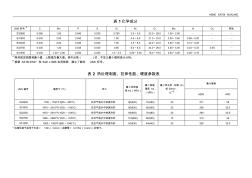
asmesa789sunlake 表1化学成分 uns标号bcmnpssinicrmoncu其他 s329000.0801.000.0400.0300.7502.5~5.023.0~28.01.00~2.00⋯⋯⋯ s318030.0302.000.0300.0201.004.5~6.521.0~23.02.50~3.500.08~0.20⋯⋯ s322050.0302.000.0300.0201.004.5~6.522.0~23.03.00~3.500.14~0.20⋯⋯ s327500.0301.200.0350.0200.806.0~8.024.0~26.03.00~5.000.24~0.320.50⋯ s315000.0301.20~2.000.0300
ASTMA789A789M通用无缝与焊接铁素体奥氏体不锈钢管 (2)
格式:pdf
大小:32KB
页数:2P
4.7
asmesa789sunlake 表1化学成分 uns标号bcmnpssinicrmoncu其他 s329000.0801.000.0400.0300.7502.5~5.023.0~28.01.00~2.00⋯⋯⋯ s318030.0302.000.0300.0201.004.5~6.521.0~23.02.50~3.500.08~0.20⋯⋯ s322050.0302.000.0300.0201.004.5~6.522.0~23.03.00~3.500.14~0.20⋯⋯ s327500.0301.200.0350.0200.806.0~8.024.0~26.03.00~5.000.24~0.320.50⋯ s315000.0301.20~2.000.0300
奥氏体不锈钢焊管焊缝铁素体含量及其测定_何德孚
格式:pdf
大小:274KB
页数:7P
4.8
试验与研究 奥氏体不锈钢焊管焊缝 铁素体含量及其测定 何德孚1,曹志樑2,周志江3,蔡新强2,徐阿敏2 (1.久立焊管研究所,上海200233;2.久立不锈钢管有限公司,浙江湖州313012; 3.久立集团股份有限公司,浙江湖州313012) 摘要:奥氏体不锈钢焊缝通常含有少量铁素体,它对奥氏体不锈钢焊管的强韧性、耐腐蚀 性、焊接性都可能有优化或劣化影响,简要评述了这些影响及铁素体含量的测定方法。 关键词:奥氏体不锈钢焊管;焊缝;铁素体含量;磁测法;金相法;化学分析-图谱法 中图分类号:tg115.2文献标志码:b文章编号:1001-3938(2007)05-0030-06 0前言 浙江久立不锈钢管有限公司销售给江苏常熟 某日资企业一批奥氏体不锈钢焊管,客户对其中 一根钢
无缝及焊接的铁素体奥氏体不锈钢公称管精华文档
 铬镍奥氏体不锈钢焊缝铁素体含量的测定
铬镍奥氏体不锈钢焊缝铁素体含量的测定 铬镍奥氏体不锈钢焊缝铁素体含量的测定
格式:pdf
大小:1.3MB
页数:4P
4.8
分别应用定量金相法、wrc-1992组织图法和x射线衍射物相定量方法对铬镍奥氏体不锈钢的焊缝铁素体的含量进行测定。在定量金相法中,考虑了铁素体含量分布的均匀度;在x射线衍射物相定量方法中,分析了试样择优取向对测定结果的影响,考虑了测定结果的分散性。最后,对三种方法的测定结果进行了比较。结果表明:在一定条件下,应用类似于x射线衍射仪测定残余奥氏体含量的方法对焊缝铁素体含量进行测定,也能得到与金相法和wrc-1992组织图法比较一致的结果。
奥氏体-铁素体双相不锈钢焊接钢管
格式:pdf
大小:13KB
页数:6P
4.8
1 gb/t××××—××××《奥氏体-铁素体双相不锈钢焊接钢管》 (送审稿)编制说明 1工作简况 1.1任务来源 根据全国钢标准化技术委员会sac/tc183钢标委[2006]34号文《关于下达全国钢标委2006年第三 批国家标准修订项目计划的通知》的要求,计划项目编号20068563-t-605《奥氏体-铁素体双相不锈钢 焊接钢管》国家标准的制订任务由浙江久立不锈钢管股份有限公司、常州市武进不锈钢管有限公司2家 单位承担。 1.2主要工作过程 接到制订任务后,浙江久立不锈钢管股份有限公司及时与相关单位沟通协调成立了标准编制组,并 于2007年1月17日在上海会同冶金工业信息标准研究院、宝钢集团特殊钢分公司、钢铁研究总院、常州 市武进不锈钢管有限公司等合作单位召开第一次工作会议,交流目前我国双相不锈钢管发展和需求动 向,针对标准文本的草案进行讨论,协调双相不锈钢焊

铁素体不锈钢的焊接工艺
格式:pdf
大小:19KB
页数:2P
4.7
铁素体不锈钢的焊接工艺 属于铁素体不锈钢的钢号有0cr13a1、1cr17、1cr28、0cr17ti、1cr25ti、 1cr17mo2ti等。 铁素体不锈钢焊接工艺如下: ⑴焊接性铁素体不锈钢焊接时,由于热影响区晶粒急剧长大、475℃脆性和 σ相析出不仅引起接头脆化,而且也使冷裂倾向加大。在温度高于1000℃的熔 合线附近快速冷却时会产生晶间腐蚀,但经650~850℃加热并随后缓冷就可以 加以消除。 由于铁素体钢在加热和冷却过程中不发生相变,所以晶粒长大以后,不能通 过热处理来细化。 ⑵焊接工艺 1)焊接时将焊件预热100~150℃,含铬量越高,预热温度越高。 2)可分别选用铬不锈钢焊条或铬镍奥氏体焊条。采用铬镍奥氏体焊条时,可 不进行焊前预热和焊后热处理。 焊接铁素体不锈钢用焊条,见表22。 表22焊接铁素体不锈钢用焊条 钢种 对接头性能 要求 选用
无缝及焊接的铁素体奥氏体不锈钢公称管最新文档
铁素体不锈钢容器的焊接 铁素体不锈钢容器的焊接
格式:pdf
大小:345KB
页数:2P
4.7
根据铁素体不锈钢化学成分、金相组织,结合其焊接性能和使用条件,采用特定的焊接工艺,以获得优异的焊接接头。铁素体不锈钢焊接的关键主要在于控制金相组织,防止产生脆性组织。
不锈钢焊接性能计算文件(铁素体计算)
格式:pdf
大小:237KB
页数:5P
4.5
ps-66--rev.b rosemountproprietary procurementspecification ps-66 calculationofferritenumberfor stainlesssteelweldmetal -rev.b preparedby:elizabethsimmonsprocurementengineer approvedby:donaldharasynmaterialscience coryholmpurchasing tableofcontents s1.0scope: s2.0definitions: s3.0procedure s4.0referencedocuments s5.0revisionhistory sappendixa-ferr
小议奥氏体不锈钢的焊接 小议奥氏体不锈钢的焊接
格式:pdf
大小:214KB
页数:2P
4.4
随着人们生活水平的日益提高,对不锈钢的需求也越来越大,而不锈钢的焊接尤为重要,不锈钢按其金相组织可分为铁素体型不锈钢、马氏体型不锈钢、奥氏体型不锈钢、双相不锈钢和沉淀硬化不锈钢等。而其中以奥氏体型不锈钢应用最为广泛,以下就以奥氏体不锈钢焊接过程中最易出现的问题和一些注意事项做简单的讨论。1焊接工艺1.1焊接方法采用手工钨极氩弧焊打底,焊条电弧焊填充和盖面。3层6道焊,
 我国应重视铁素体及铁素体/奥氏体不锈钢管材的开发
我国应重视铁素体及铁素体/奥氏体不锈钢管材的开发 我国应重视铁素体及铁素体/奥氏体不锈钢管材的开发
格式:pdf
大小:536KB
页数:7P
4.4
低铬的实用型铁素体不锈钢和低镍的铁素体/奥氏体双相不锈钢是国际上1980年以后迅速发展的两类不锈钢管材新品种。前者以低成本而成为在低腐蚀环境下应用如汽车排气管等的优选管材,后者则以高强度和高耐腐蚀性能的优良组合而成为在含氯离子、h2s等应力腐蚀环境下使用的部件首选材料。介绍了这两类不锈钢(焊)管的研究情况及应用前景,并建议我国应重视和加强对这类不锈钢管材的开发。
石油化工奥氏体不锈钢焊接 石油化工奥氏体不锈钢焊接
格式:pdf
大小:115KB
页数:1P
4.3
随着科技的不断发展,不锈钢在航空、石油化工,和原子能等工业中得到越来越广泛的应用。奥氏体不锈钢具有较好的稳定性。但在石油化工管道的安装,检修中、所遇到不锈钢的焊接性问题也是层出不穷,我们往往由于对奥氏体不锈钢的焊接性缺乏了解,造成一些不必要的焊接缺陷导致设备利用率,耐蚀性降低,及达不到原有设计所需要的使用性能等缺陷。
无缝及焊接的铁素体奥氏体不锈钢公称管相关
文辑推荐
知识推荐
百科推荐


职位:BIM设计师
擅长专业:土建 安装 装饰 市政 园林


