



编辑推荐下载


无缝钢管冷拔冷轧道次计算方法
格式:pdf
大小:8KB
页数:4P
 4.4
4.4
无缝钢管冷拔冷轧道次计算方法 制定管材冷轧冷拔生产(见管材冷轧冷拔机组)的工艺流 程及变形规程。在管材冷轧冷拔机组中,在产品投产以前必 须对它的生产工艺流程、变形参数和加工设备选择等有一个 明确的规定,作为组织生产和进行操作的依据,这项工作就 是编制工艺程序表。根据所采用的冷加工方法,工艺程序表 可分为拔制表(采用冷拔变形)和轧制表(采用冷轧变形)以及 轧制和拔制表(采用冷轧冷拔两种方式变形),由于管材冷轧 冷拔生产特点是多工序和循环性,而且品种很多,为了使生 产能合理和有秩序地进行,编制工艺程序表是很重要的。工 艺程序表的内容包括有:管料尺寸,变形方式和道次,每道 次的变形量及变形后管子尺寸,选用的加工设备、辅助工序 和工模具类型等。编制工艺程序表时,除根据材料加工特性 和管子技术条件外,还必须考虑具体的生产条件。各冷拔冷 轧机组都有根据自己生产条件制定的工艺程序表,并且
无缝钢管冷轧机机座传动齿条的装配方法热门文档
冷轧无缝钢管介绍
格式:pdf
大小:50KB
页数:8P
4.8
---------------------------------------------------------------最新资料推荐------------------------------------------------------ 1/8 冷轧无缝钢管介绍 冷轧无缝管冷轧无缝管(gb3639-2019)是用于机械结构、液 压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密无缝钢管。 无缝钢管分热轧和冷轧(拨)无缝钢管两类。 冷轧(拨)无缝管除分一般钢管、低中压锅炉钢管、高压 锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还 包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。 热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝 钢管处径可以到6mm,壁厚可到0.25mm,薄壁
 无缝钢管轧管机用浮动芯棒
无缝钢管轧管机用浮动芯棒 无缝钢管轧管机用浮动芯棒
格式:pdf
大小:41KB
页数:1P
4.4
公开了一种无缝钢管轧管机用浮动芯棒的制造方法。所述芯棒为圆锥台形,其大径端设有与轧管机芯杆连接的螺纹连接部,小径端设有顶头部,顶头部呈圆锥形。该芯棒能消除穿孔毛管时造成钢管前部壁厚比后部壁厚要薄的缺陷,提高了

无缝钢管无缝钢管
格式:pdf
大小:324KB
页数:17P
4.8
gb5310无缝钢管,gb5310-2008无缝钢管 电话:0, 规格规格规格规格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660*6.570*
无缝钢管冷轧机机座传动齿条的装配方法精华文档
热轧和冷轧(拨)无缝钢管的区别
格式:pdf
大小:22KB
页数:3P
4.7
热轧和冷轧(拨)无缝钢管的区别 冷轧无缝管(gb3639-2000)是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷 拔或冷轧精密无缝钢管。 无缝钢管分热轧和冷轧(拨)无缝钢管两类。 冷轧(拨)无缝管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢 管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异 型钢管。热轧无缝管外径一般大于32mm,壁厚2.5-75mm,冷轧无缝钢管处径可以到 6mm,壁厚可到0.25mm,薄壁管外径可到5mm,壁厚小于0.25mm,冷轧比热轧尺寸精度 高。 热轧无缝管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石 油裂化管、地质钢管和其它钢管等。 一般用无缝管:是用10、20、30、35、45等优质碳结钢16mn、5mnv等低合金结构钢 或40cr、
无缝钢管热轧和冷轧的区别
格式:pdf
大小:5KB
页数:2P
4.7
无缝钢管热轧和冷轧的区别 热轧和冷轧都是型钢或钢板成型的工序,它们对钢材的组织和 性能有很大的影响,钢的轧制主要以热轧为主,冷轧只用于生产 小号型钢和薄板。 一.热轧 优点:可以破坏钢锭的铸造组织,细化钢材的晶粒,并消除显微组织的缺陷,从而使钢材 组织密实,力学性能得到改善。这种改善主要体现在沿轧制方向上,从而使钢材在一定程度 上不再是各向同性体;浇注时形成的气泡、裂纹和疏松,也可在高温和压力作用下被焊合。 缺点:1.经过热轧之后,钢材内部的非金属夹杂物(主要是硫化物和氧化物,还有硅酸盐) 被压成薄片,出现分层(夹层)现象。分层使钢材沿厚度方向受拉的性能大大恶化,并且有 可能在焊缝收缩时出现层间撕裂。焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比 荷载引起的应变大得多;2.不均匀冷却造成的残余应力。残余应力是在没有外力作用下内部 自相平衡的应力,各种截面的热轧型钢都
 盘式辊旋轧扩管机轧制大直径无缝钢管的方法
盘式辊旋轧扩管机轧制大直径无缝钢管的方法 盘式辊旋轧扩管机轧制大直径无缝钢管的方法
格式:pdf
大小:81KB
页数:1P
4.5
提供了一种盘式辊旋轧扩管机轧制大直径无缝钢管的方法。该盘式辊旋轧扩管机组区域是将前台、主机、后台一段和后台二段4个独立的区域通过运输辊道连接而成。其生产步骤为:管坯上料,步进炉加热,盘式辊扩管,锥形辊均整,步进炉再加热,定径,精整,入库。经盘式辊旋轧扩管机轧制的产品表面质量好,钢管金属组织均匀,尺寸精度高,
无缝钢管生产工艺流程及轧机轧辊的选用
格式:pdf
大小:85KB
页数:5P
4.4
无缝钢管生产工艺流程及轧机轧辊的选用 无缝钢管生产流程及几种主要轧辊工具的材质、硬度选用介绍如 下: 1无缝钢管生产工艺流程 无缝钢管生产主要经过以下几道工序;管坯——切断——加热— —穿孔——轧管——定(减)径——矫直——切头尾——检验——包 装——入库。而根据轧管方式的不同可将无缝钢管轧机分为自动轧管 机组、连轧管机组(mpm两辊连轧管机组、pqf三辊连轧管机组)、 assel轧辊机组、accu轧管机组、周期轧管机组等,新上的轧机以 mpm连轧管机组、pqf三辊连轧管机组居多,比如天津钢管公司的 φ460、φ258pqf连轧管机组、衡阳钢管的φ273mpm连轧管机组、 攀钢成都无缝的φ340mpm连轧管机组、φ159pqm连轧管机组、 鞍山φ170pqf连轧管机组等。 2穿孔机 管坯穿孔是热轧无缝钢管生产中最重要的变形工序,它的任务是 将
无缝钢管冷轧机机座传动齿条的装配方法最新文档
浅议无缝钢管连轧机组的轧制中心线 浅议无缝钢管连轧机组的轧制中心线
格式:pdf
大小:96KB
页数:3P
4.8
无缝钢管连轧机组的轧制中心线是否居中,直接决定着产品质量的优劣。介绍了无缝钢管连轧机组轧制中心线的确定及校核,并指出轧制中心线对产品质量的影响,同时对轧机设备的设计提出了建议。
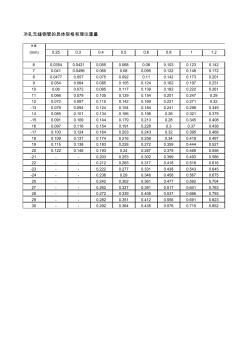
冷轧无缝钢管的具体规格和理论重量
格式:pdf
大小:59KB
页数:3P
4.6
外径 (mm)0.250.30.40.50.60.811.2 60.03540.04210.0550.0680.080.1030.1230.142 70.0410.04960.0650.080.0950.1220.1480.172 80.04770.0570.0750.0920.110.1420.1730.201 90.0540.0640.0850.1050.1240.1620.1970.231 100.060.0720.0950.1170.1390.1820.2220.261 110.0660.0790.1050.1290.1540.2010.2470.29 120.0720.0870.1150.1420.1690.2210.2710.32 -130.079
无缝钢管生产中阿塞尔轧管机的控制 无缝钢管生产中阿塞尔轧管机的控制
格式:pdf
大小:106KB
页数:3P
4.6
随着整流装置功率加大,它所产生的谐波、无功功率等对电网的干扰也随之加大,为减轻干扰,可采用多重化整流电路。针对无缝钢管厂阿塞尔轧机系统,结合主从控制思想及工业网络的应用,提出了大功率直流传动系统12脉动控制方式,介绍了该系统中主要电气元件选型及技术参数计算的方法。实践证明,此方法结构清晰,波形良好,输入电流谐波大幅减少,一定程度上提高了功率因数,系统稳定可靠,能满足较高的工艺要求,值得在大功率直流控制系统中广泛应用。
Φ89mm连轧机组热轧无缝钢管缺陷分析 Φ89mm连轧机组热轧无缝钢管缺陷分析
格式:pdf
大小:98KB
页数:3P
4.7
根据衡阳钢管(集团)有限公司φ89mm半浮动芯棒连轧机组的生产实际,对试车以来生产中出现的钢管缺陷进行分类分析,分析了不同类型的缺陷产生的原因,提出了避免缺陷产生的措施。
 无缝钢管冷轧机机座传动齿条的装配方法
无缝钢管冷轧机机座传动齿条的装配方法 无缝钢管冷轧机机座传动齿条的装配方法
格式:pdf
大小:73KB
页数:1P
4.4
公开了一种无缝钢管冷轧机机座传动齿条的装配方法,包括:将左侧传动齿条和右侧传动齿条分别安装在冷轧机机座上的左侧和右侧;将机架安装在冷轧机机座上,调节机架和机座的运动间隙;对左侧传动齿条和右侧传动齿条的精度进行调整;对左侧传动齿条和右侧传动齿条进行紧固。
无缝钢管的在线冷却方法 无缝钢管的在线冷却方法
格式:pdf
大小:48KB
页数:未知
4.5
本发明涉及一种无缝钢管的在线冷却方法,属于轧钢技术领域。该方法采用斜锥形辊道,辊道轴向与无缝钢管前进方向成5°-85°,使得无缝钢管以螺旋方式前进,开通冷却区域的冷却水喷向钢管,对无缝钢管进行冷却。由于采用斜锥形辊道,使钢管螺旋式前进,既保证了钢管向前运行,又使其沿周向转动,周向的转动有利于周向的均匀冷却,并且换热快,
热轧无缝钢管轧机研讨会在太原召开 热轧无缝钢管轧机研讨会在太原召开
格式:pdf
大小:53KB
页数:未知
4.7
热轧无缝钢管轧机研讨会于2005年1月1日在太原市通泽成套设备有限公司(山西省冶金成套设备技术中心)召开,来自国内相关单位的10余位专家参加了会议。会议就热轧无缝钢管轧机进行了广泛的交流,重点对aeesl和accuroll轧机的优缺点从理论到生产实际并结合改造选型进行了深入的讨论。会议还对krm轧机的特点及推广前景进行了分析。
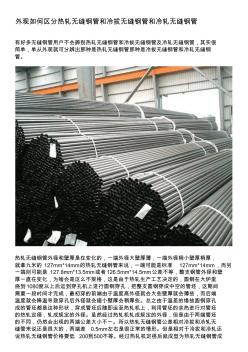
外观如何区分热轧无缝钢管和冷拔无缝钢管和冷轧无缝钢管
格式:pdf
大小:2.7MB
页数:3P
4.8
外观如何区分热轧无缝钢管和冷拔无缝钢管和冷轧无缝钢管 有好多无缝钢管用户不会辨别热轧无缝钢管和冷拔无缝钢管及冷轧无缝钢管,其实很 简单,单从外观就可分辨出那种是热轧无缝钢管那种是冷拔无缝钢管和冷轧无缝钢 管。 热轧无缝钢管外径和壁厚是在变化的,一端外径大壁厚薄,一端外径稍小壁厚稍厚, 就拿九米的127mm*14mm的热轧无缝钢管来说,一端可能是标准127mm*14mm,而另 一端则可能是127.8mm*13.5mm或者126.5mm*14.5mm公差不等,整支钢管外径和壁 厚一直在变化,为啥会是这么不规格,这是由于热轧生产工艺决定的,圆钢在大炉里 烧到1080度以上后运到穿孔机上进行圆钢穿孔,把整支圆钢穿成中空的管坯,这期间 需要一段时间才完成,最初穿的前端由于温度高外径就会大些壁厚就会薄些,而后端 温度就会降温导致穿孔后外径就会缩小壁厚会稍厚些。总之由于温差的缘故圆钢穿孔 成的管坯
无缝钢管的热轧工艺
格式:pdf
大小:1.2MB
页数:14P
4.5
无缝钢管 1.无缝钢管的制造加工方法: (1)热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱 管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 (2)冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀 铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→ 入库 2.热轧 (1)热轧的概念:热轧(hotrolling)是相对于冷轧而言的,冷轧是在再结晶温 度以下进行的轧制,而热轧就是在再结晶温度以上进行的轧制。 (2)热轧的优缺点 优点: a.热轧能显著降低能耗,降低成本。热轧时金属塑性高,变形抗力低,大大减少 了金属变形的能量消耗。 b.热轧能改善金属及合金的加工工艺性能,即将铸造状态的粗大晶粒破碎,显著 裂纹愈合,减少或消除铸造缺陷,将铸态组织转变为变形组织,提高合金的加工 性能。 c.热轧通常采
无缝钢管冷轧机机座传动齿条的装配方法相关
文辑推荐
知识推荐
百科推荐


职位:方案预算造价工程师
擅长专业:土建 安装 装饰 市政 园林


