

选择卫浴五金件
格式:pdf
大小:32KB
页数:3P
人气 :81
 4.7
4.7
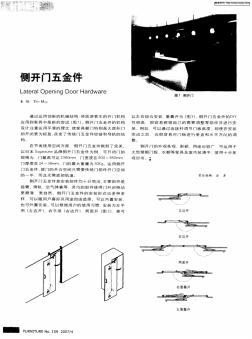
卫浴五金一般分为三个组成部分。即底座 (固定件 )、连接件、功能件;底座有一面是紧贴墙面或板面,这一 面一般是没有进行表面处理的。您只要看看它的颜色就基本上知道用的是什么材料了;连接件基本上都进行 了表面处理,只能用以下的方法了;功能件大部分以管状、杆型状的原材料为主,如果管状物,其内壁一般 也能看出来的。由于原材料的比重不同,所以体积大致相同的物件其重量是不一样的 (轻质材料出外 ) 。 目前市场上的卫浴五金挂件主要有以下材质: 1、不锈钢 (现在市面上这类产品比较少 )。 优点:不怕磨损,不生锈。缺点:样式单一,做工一般。 2、铜镀铬 (现在市面上基本以此类产品为主,杆分为空心、实心两种,电镀分为亮光和磨砂两种 )。 (1) 、空心铜镀铬 (多是圆杆,粗方杆一般也是 ) : 优点:样式多,价格适中。 缺点:怕磨损,最好的电镀常年在潮湿环境下也会脱落,有些小厂家为了压低价格,电镀层很薄,



卫浴五金技术标准
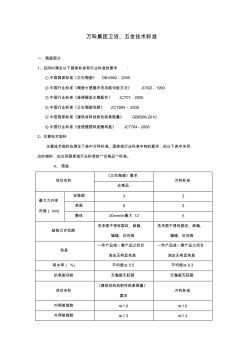
a、面盆 万科集团卫浴、五金技术标准 一、陶瓷部分 1、应同时满足以下国家标准和行业标准的要求: ①中国国家标准《卫生陶瓷》gb6952-2005 ②中国行业标准《陶瓷大便器冲洗功能试验方法》jc502-1993 ③中国行业标准《座便器低水箱配件》jc707-2005 ④中国行业标准《卫生陶瓷包装》jc/t694-2008 ⑤中国国家标准《建筑材料放射性核素限量》gb6566-2010 ⑥中国行业标准《座便器塑料座圈和盖》jct764-2008 2、主要技术指标 主要技术指标应满足下表中万科标准。国家或行业标准中有的要求,但以下表中未列 出的指标,应达到国家或行业标准的“合格品”标准。 项目名称 《卫生陶瓷》要求 万科标准 合格品 最大允许变 形值(mm) 安装面33 表面63 整体20mm/m最大125 缺陷允许范围 洗净面不得有裂纹、缺釉、 磕碰、坑
京都五金件介绍
1 京都塑(木、铝包木)白钢内开 内倒五金件介绍 2 公司简介 浙江京都五金有限公司座落于中国温州经济技术开发区滨海 园区,现有厂房面积10000多平方米。公司成立于2004年,是一 家拥有近10年历史的企业。公司采用国外技术与设备,制造出中 国第一套e5实木门窗内开内到五金系统。公司专一制造欧标内平 开与平开上悬门窗五金系统。传动器应用专用素材,从气密性、水 密性、隔音性、保温性、抗风压、防结露、装饰性、安全性、适 用性、经济性等全方位相结合使设计和生产于一体化。公司坚持 科学发展,生产管理体系全面使用erp软件,完善pvc塑钢、alu 铝合金、铝木复合、高档中空多层、隔热、隔音玻璃,完善多种 功能开启方式门窗五金系统。企业管理做到理性化管理与感性化 管理有机结合。公司现有6条全自动化传动器生产线,使用专用 素材,生产一次成型,连续冲压,品质控制到100万
编辑推荐下载
五金件的作用,特点以及五金件的配置
格式:pdf
大小:45KB
页数:9P
4.7
第一节五金件的作用,特点以及五金件的标准: 1.1五金件的作用 1.实现各种开启功能。 2.防盗作用,门窗都有两个以上的锁点,安全性能好。 3.门窗锁紧功能,门窗锁紧以后,可以使门窗更加密封,隔音,保温。 1.2五金件的特点: 1.操作简便。 2.标准化和系列化。 3.可调整性。 4.承重力强。 5.安全性能。 1.3五金件的标准; 1.欧槽标准:①窗扇上欧槽分为两部分,上槽口为16.2*2.2mm,下槽口为 12.2*9.5mm ②槽口的中心线我们称为五金件的中心线,它到窗框内表面的 距离有9mm和13mm两种,相应的五金槽的外边到窗框内表面的距离有17mm 和21mm两钟。 ③框扇之间的间隙为12mm,窗扇外缘的尺寸按德国标准一般为 三种18/20/22mm,外缘尺寸减去间隙尺寸即为搭接量,有6/8/10mm, 第二节五金件的配置 2.1外平开五
卫浴五金件热门文档
德国诺托五金件
格式:pdf
大小:7KB
页数:2P
4.5
德国诺托五金件-您的理想选择 德国诺托五金件(roto)---是最早进入中国市场的德国门窗五金件品牌,德国诺托五金件 是最优秀的门窗五金件,中国目前比较中高档的门窗使用的都是诺托品牌,如北京鸿凯莱门 窗,易窗网,使用德国诺托五金件的频率都是非常高的。 德国诺托·弗朗克国际集团1935年成立于斯图加特。其创建者威廉·弗朗克先生是行业内 著名的发明家和革新者。他不仅发明了世界上第一套平开上悬五金件,而且一生中注册了 1200项专利技术。 德国诺托·弗朗克国际集团自创立以来,不断在门窗和建筑五金领域树立了一个又一个里程 碑: 1935年第一套平开上悬五金系统 1957年第一套铝合金平开上悬五金系统 1968年第一套屋顶斜窗 1971年隐藏式五金系统 1981年享誉世界的平开上悬五金系统centro100 1994年铝合金200/500系统 1999年面向
五金件检验规范
格式:pdf
大小:88KB
页数:6P
4.8
第1页 五金件检验规范 1.目的及适及范围: 1.1本检验规范为了进一步提高五金制品的质量,在产品生产及出厂时能严 格把关,制定出适应本公司的五金件检验标准,为外观检验提供科学、客观 的方法。对某些无法用定量表明的缺陷,用供需双方制订的检验标准和封样 的办法加以解决。 1.2本检验规范适用于金属五金件制成的产品及其相关加工组成品,及小五 金件(如螺丝,卯钉等)的检验与验收。 2.参照文件 本检验规范参照金属冷冲压件通用技术条件 本规范若与零件图/规格相抵触,则以零件图/规格为优先 本规范若与参考文件相抵触,则以本规范为优先 3.内容: 3.1术语: 刮伤---手指感觉不出之线凹痕或痕迹。 裂缝---材料部份断裂,典型的例子是以生在折弯引伸加工之外侧,因内/外力 或机械损伤而造成的裂纹和细小开裂。 披锋---剪切或冲
坚朗五金件价格
格式:pdf
大小:27KB
页数:2P
4.3
序号项目名称 材料名 称 型号及规格数量/单位单价合价备注 执手czs318m1件21 传动 杆 lg01-8001件11 锁块sk32a2件2 滑撑fj600a-142件23.29 风撑fc200-102件11.19 门执手mzs181件40 门锁msb32/ii1件49 框面板kmb180a1件4.5 合页j5b3件28 锁芯kil3052/t1件34 执手czs3181件21 传动杆lzdc01-8001件11 锁块sk32a2件2 合页n42件11 滑撑hc400a-142件22.58 执手mzs1201件50 门锁jms26a/ii1件39 框面板kmb100a1件3.5 合页j5b6件28 插销scx220a2件10 锁块sk202件3
卫浴五金件精华文档

五金件技术要求
格式:pdf
大小:12KB
页数:3P
4.3
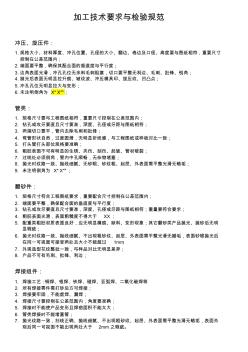
加工技术要求与检验规范 冲压、旋压件: 1.规格大小、材料厚度、冲孔位置、孔径的大小、翻边、卷边及口径、高度要与图纸相符,重要尺寸 控制在公差范围内; 2.端面要平整,确保其配合面的垂直度与平行度; 3.边角表面光滑,冲孔孔位无余料毛刺阻塞,切口要平整无利边、毛刺、批锋、锐角; 4.抛光后表面无明显拉升痕、皱纹波、冲压模具印、旋压纹、凹凸点; 5.冲孔孔位无明显拉大与变形; 6.未注明倒角为x*x°; 管类: 1.规格尺寸要与工程图纸相符,重要尺寸控制在公差范围内; 2.钻孔或攻牙要直且尺寸要准,深度、孔径或牙距与图纸相符; 3.两端切口要平,管内去除毛刺和批锋; 4.弯管形状自然,过度圆滑,无明显折线感,与工程图纸或样板对比一致; 5.打头管打头部位规格要准确; 6.粗胚表面不可有明显的生锈、夹伤、刮伤、起皱、管材破裂; 7.过线处必须倒角,管内中孔顺畅,无杂物堵塞;
五金件检验标准
格式:pdf
大小:238KB
页数:9P
4.6
1 第1页共1页 五金件检验规范 编制 审核 审批 是否需要会签:□需会签□不需会签 会签部门 会签人 文件发放范围 分发部门品质部 分发份数 文件变更记录 版本主要变更内容编写人/修订人修订日期 新中力电子科技有限公司 文件编号stw-wi-pz-003版本a.0 制作部门品质部生效日期2017-1-7 深圳市中新力电子科技有限公司 电子料检验标准 文件编号stw-wi-pz-003 版本/本a/0 页次 2 第2页共2页 1、目的 明确五金件来料品质验收标准,规范检验动作,使检验、判定标准能达到一致性。 2、范围 适用于深圳市创品新媒体科技有限公司五金件检验。 3、定义 3.1基本定义 3.1.1)a面:指组装成整机后的正前面、上表面及丝印面(在使用过程能直接看到及吸引 视觉的表面)。 3.1.2)b面:

卫浴五金件最新文档

五金件外观检验实用标准
格式:pdf
大小:139KB
页数:8P
4.6
实用文档 文案大全 深圳凯聚源科技有限公司 shenzhenkaijuyuantechnologyco.,ltd 文件名称五金件检验标准 文件编号ken-qc-002文件版次a/0制定日期2012/06/02页次1/8 1.0目的: 确定检验作业条件,确定抽样水准,明确检验方法,建立判定标准,以确保产品品质。 2.0范围: 本规范适用于深圳凯聚源科技有限公司产品验证、生产组装之五金制品部件及其表面的 喷油、印刷。 3.0责任: 本规范由工程部制定,品管部负责实施和维护。 4.0检验标准: 4.1采用gb/t2828.1-2003单次抽样,检查水平(il)和接收质量(aql)遵循如下规定: 项目检查水平(il)接收质量限(aql) 外观ⅱ0.65 尺寸s-21.5 性能s-21.5 4.2

五金件外观检验规范
格式:pdf
大小:92KB
页数:5P
4.4
五金件外观检验规范 1.目的及适及范围: 本检验规范为了进一步提高五金制品的质量,在产品生产及出厂时能严格把关,制定出适应本公司的 五金件及喷涂件检验标准,为外观检验提供科学、客观的方法。对某些无法用定量表明的缺陷,用供需双 方制订的检验标准和封样的办法加以解决。 本检验规范适用于五金件制成的电子产品(外壳及有关五金件)以及二次加工件制品(喷涂)的检验 与验收。 本检验规范参照《检验和试验工作手册》 3.内容: 3.1术语: 1)异色点:与本身颜色不同的杂点或混入树脂中的杂点暴露在表面上。 2)气丝:由于种种原因,气体在产品表面留下的痕迹与底面颜色不同并发亮,带有流动样。 3)塌坑:由于材料收缩,使产品局部整体表面下陷。 4)熔接缝:产品在成型过程中,二股以上的融熔料相汇合的接线,目视及手感都有感觉。 5)缺料:产品某个部位不饱满。 6)白印:由于内应力,在产品表面产

五金件成本核算
格式:pdf
大小:26KB
页数:3P
4.4
钣金件成本构成一般分为下面几个部分组成: 1、材料费 2、标准件费用 3、工序加工费 4、包装费 5、运输费 6、管理费用 7、利润 详见《成本核算格式》表。 一、材料费 材料费指按图纸要求的净材料费用=材料体积*材料密度*材料单价 二、标准件费用 指图纸要求的标准件费用。 三、工序加工费 指加工成产品所需要的每道工序所需的加工费用。各工序构成详见《成本核算格式》和《各工序成本构成表》。现列举主要 工序成本构成进行说明 1、cnc落料 其成本构成=设备折旧摊销+人工成本+辅助材料 设备折旧摊销: 设备折旧按5年计算,每年按12个月,每月22天,每天8小时记。 例如:200万的设备,每小时设备折旧=200*10000/5/12/22/8=189.4元/小时 人工成本: 每台cnc需要3个技术员操作,每个技术员月平均工资=1800元,每
五金件检验规范 (2)
格式:pdf
大小:88KB
页数:6P
4.4
第1页 五金件检验规范 1.目的及适及范围: 1.1本检验规范为了进一步提高五金制品的质量,在产品生产及出厂时能严 格把关,制定出适应本公司的五金件检验标准,为外观检验提供科学、客观 的方法。对某些无法用定量表明的缺陷,用供需双方制订的检验标准和封样 的办法加以解决。 1.2本检验规范适用于金属五金件制成的产品及其相关加工组成品,及小五 金件(如螺丝,卯钉等)的检验与验收。 2.参照文件 本检验规范参照金属冷冲压件通用技术条件 本规范若与零件图/规格相抵触,则以零件图/规格为优先 本规范若与参考文件相抵触,则以本规范为优先 3.内容: 3.1术语: 刮伤---手指感觉不出之线凹痕或痕迹。 裂缝---材料部份断裂,典型的例子是以生在折弯引伸加工之外侧,因内/外力 或机械损伤而造成的裂纹和细小开裂。 披锋---剪切或冲
 卫浴五金领域的传奇品牌 帝朗卫浴
卫浴五金领域的传奇品牌 帝朗卫浴 卫浴五金领域的传奇品牌 帝朗卫浴
格式:pdf
大小:104KB
页数:2P
4.6
<正>帝朗卫浴在人们的印象中是一个专业做挂件的品牌,在卫浴五金行业处于领导地位。但你知道他现今的地位是如何建立的吗?下面小编将与你分享这个卫浴五金领导品牌传奇般的成长历史。1992年,帝朗卫浴品牌成立,专门销售高品质挂件、水龙头等卫浴五金产品。因产品深受香港市民的欢迎,专卖店在香港遍地开花,成为了家喻户晓的卫浴品牌。1994年,帝朗的创始人发现当时中国家庭普遍使用螺丝钉、
五金件及小五金件施工方案
格式:pdf
大小:7KB
页数:4P
4.4
第五章 主要分项工程施工方案和技术措施 (十二)五金件及小五金件施工方案 1、施工作业条件 1)门体及相关结构已完成并达到有关验收标准。建筑五 金的现场施工应在建筑物的内、外装修工作完成之后且安装底面 (门体表面装修)完成之后方可进行安装固定,对于五金件安装处 或附近地方有污损处,应在安装之前及时进行清洁。 2)安装所需的安装孔及加强板已按要求完成并经检验合 格。建筑五金的安装固定应参照五金门表选择相应产品进行安装固 定,施工时严格按照五金件及小五金件说明、安装指导手册进行安 装。对于五金件安装后必须再次进行表面装饰(油漆、另做饰面或 移除)的门体或安装面,应安排五金件的移除、保存及重新安装工 作。 3)有电力保证。 4)有五金件产品存放和搬运条件。 2、施工工艺流程: 建筑五金施工前期应将建筑五金的相关技术问题确认完毕后 方可安装固定。技术问题的确认包含门体的材质、
五金件及小五金件施工方案 (2)
格式:pdf
大小:11KB
页数:4P
4.6
第五章 主要分项工程施工方案和技术措施 (十二)五金件及小五金件施工方案 1、施工作业条件 1)门体及相关结构已完成并达到有关验收标准。建筑五金的现场施工应 在建筑物的内、外装修工作完成之后且安装底面(门体表面装修)完成之后方可 进行安装固定,对于五金件安装处或附近地方有污损处,应在安装之前及时进行 清洁。 2)安装所需的安装孔及加强板已按要求完成并经检验合格。建筑五金的 安装固定应参照五金门表选择相应产品进行安装固定,施工时严格按照五金件及 小五金件说明、安装指导手册进行安装。对于五金件安装后必须再次进行表面装 饰(油漆、另做饰面或移除)的门体或安装面,应安排五金件的移除、保存及重 新安装工作。 3)有电力保证。 4)有五金件产品存放和搬运条件。 2、施工工艺流程: 建筑五金施工前期应将建筑五金的相关技术问题确认完毕后方可安装固定。 技术问题的确认包含门体的材质、门厚、门宽及门框
卫浴五金件相关
文辑推荐
知识推荐
百科推荐


职位:园林工程资料员
擅长专业:土建 安装 装饰 市政 园林


