




 热推制弯头壁厚不减薄理论
热推制弯头壁厚不减薄理论 热推制弯头壁厚不减薄理论
根据金属材料扩张和流动规律,通过理论计算和中频感应加热推制工艺实现了弯曲中性层平移到外弧和弯头外弧无塑性变形,达到弯头弯制过程中壁厚不减薄的目的。即弯头弯曲成形后外腹、内腹壁厚均匀,避免了传统弯管工艺变形时内侧增厚、外侧减薄的壁厚不均现象。

碳钢弯头对推制弯头几何形状的影响
法兰之家www.***.*** 碳钢弯头对推制弯头几何形状的影响 碳钢弯头用坯料的材质、壁厚和外径对推制弯头几何形状的影响火力发电行业常用推制弯头 的材质有wb36和a335p22等。 碳钢弯头几何形状 1、碳钢弯头用坯料的材质、壁厚和外径对推制弯头几何形状的影响火力发电行业常用推制 弯头的材质有wb36和a335p22等。wb36的高温强度小于a335p22的高温强度,wb36 的高温塑性小于a335p22的高温塑性,wb36的导热系数小于a335p22的导热系数。故在 坯料外径、壁厚及芯棒头形状尺寸相同的情况下,wb36与模具的贴合性能小于a335p22。 推制弯头需要正火+回火热处理、机加工端口,壁厚需留有烧损及机加工余量。一般余量 为弯头理论壁厚的10%~20%。弯头壁厚δ与截面直径d比值越小,与模具的贴合性能越
编辑推荐下载
碳钢推制弯头制造工艺规程
格式:pdf
大小:23KB
页数:4P
 4.6
4.6
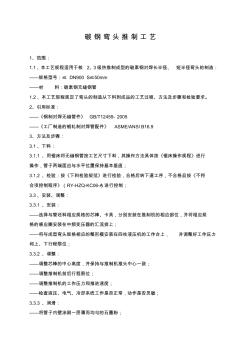
碳钢弯头推制工艺 1、范围: 1.1、本工艺规程适用于核2、3级热推制成型的碳素钢对焊长半径、短半径弯头的制造: ——规格型号:≤dn900s≤50mm ——材料:碳素钢无缝钢管 1.2、本工艺规程规定了弯头的制造从下料到成品的工艺过程、方法及步骤和检验要求。 2、引用标准: ——《钢制对焊无缝管件》gb/t12459-2005 ——《工厂制造的锻轧制对焊管配件》asme/ansib16.9 3、方法及步骤: 3.1、下料: 3.1.1、用锯床将无缝钢管按工艺尺寸下料,其操作方法具体按《锯床操作规程》进行 操作,管子两端面应与水平位置保持基本垂直; 3.1.2、检验:按《下料检验规范》进行检验,合格后转下道工序,不合格品按《不符 合项控制程序》(ry-hzq-kc06-a)进行控制; 3.3、安装、调整: 3.3.1、安装: ——选择与管坯料相应规格的
弯头检验要求(弯头)
格式:pdf
大小:26KB
页数:2P
4.8
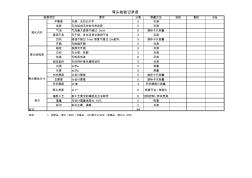
要求分值测量方法自检复检终检 平整度光滑,无凹凸不平5目测 杂质无与组成无关的外来杂质5目测 气泡气泡最大直径不超过3mm6游标卡尺测量 浸润不良无干斑、发白及其它浸润不良3目测 凹坑直径不超过1mm,深度不超过2mm凹坑5游标卡尺测量 开裂无树脂开裂5目测 裂纹表面无开裂5目测 白纱无分层、炸裂3目测 色差无明显色差6目测 刮伤垫伤无任何纤维外漏和划伤5目测 内径±5‰5测量 长度±5‰5测量 内衬厚度≥设计厚度5游标卡尺测量 总厚度≥设计厚度5游标卡尺测量 巴氏硬度≥363巴氏硬度计测量 弯头角度±1°8角度平台/角度仪 铺层工艺按工艺要求的铺层及方法制作8过程控制/样块焚烧 重量与设计重量误差≤10%5称重 标识标识正确、清晰2目测 合计94 说明
推制弯头变形过程及变形规律热门文档

直管、弯头的制作过程
格式:pdf
大小:72KB
页数:2P
4.5
1、无甲醛环保玻纤消音风管的制作过程(单位mm) 例如:做一个250×250的玻纤消音空调风管(全封闭式) 先在玻纤板上开4个45°的槽,每个槽之间的间隔为250,用 刀将第四个槽切开,其他三个槽要注意槽的深度不要超过板的厚 度。 整体内贴面,先喷胶,再整体贴上黑色抑菌布。要注意在板的 两头开上45°的槽,并把黑色抑菌布在板的边缘贴好 合管,粘胶,用网格胶带把拼头处粘接好,密封。 2、玻纤消音空调风管,直管改成90°弧角弯头的图解公式 eg、 直管长度=(口径÷2.428+脖长)×2+(内r-脖长)×1.44 tg22.5°内rxhh直管长度 0.41424130099.774223.974647.496 公式: 直管长度为 2h+2h h=内r× tg22.5° h=(内r+x)× tg22.5° 内r=1/2×x 先合成一
弯头分类
格式:pdf
大小:19KB
页数:3P
4.6
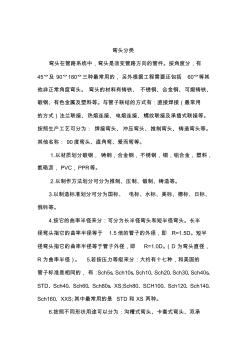
弯头分类 弯头在管路系统中,弯头是改变管路方向的管件。按角度分,有 45°及90°180°三种最常用的,另外根据工程需要还包括60°等其 他非正常角度弯头。弯头的材料有铸铁、不锈钢、合金钢、可煅铸铁、 碳钢、有色金属及塑料等。与管子联结的方式有:直接焊接(最常用 的方式)法兰联接、热熔连接、电熔连接、螺纹联接及承插式联接等。 按照生产工艺可分为:焊接弯头、冲压弯头、推制弯头、铸造弯头等。 其他名称:90度弯头、直角弯、爱而弯等。 1.以材质划分碳钢,铸钢,合金钢,不锈钢,铜,铝合金,塑料, 氩硌沥,pvc,ppr等。 2.以制作方法划分可分为推制、压制、锻制、铸造等。 3.以制造标准划分可分为国标、电标、水标、美标、德标、日标、 俄标等。 4.按它的曲率半径来分:可分为长半径弯头和短半径弯头。长半 径弯头指它的曲率半径等于1.5倍的管子的外径,即r=1.5d。短半

常用弯头
格式:pdf
大小:247KB
页数:6P
4.7
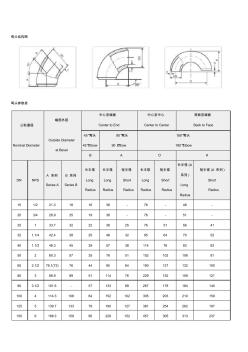
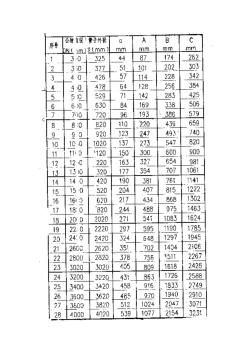
常用弯头、三通、异径管尺寸表 一、弯头 国内常用无缝弯头和焊接弯头 45°弯头90°弯头和180°弯头尺寸mm 公称通径 dn 端部外径 d 中心至端部尺寸中心至端部尺寸背面至端面尺寸 45°h90°f180°p180°k a系列b系列长半径长半径短半径长半径短半径长半径短半径 1521.31816381676324828 2026.92516381876325136 2533.73216382576515641 3242.43820483295647052 4048.345245738114768362 5060.35732765115210210681 657376409564191127132100 8
 大断面黄土隧道变形规律及预留变形量研究
大断面黄土隧道变形规律及预留变形量研究 大断面黄土隧道变形规律及预留变形量研究
格式:pdf
大小:2.8MB
页数:6P
4.5
文章统计分析了大断面黄土隧道初期支护变形量,研究了大断面黄土隧道变形规律及预留变形量合理取值范围。大断面黄土隧道变形规律表现为:隧道拱顶、拱脚下沉差异小,隧道开挖后拱部将产生一定程度的整体下沉;隧道拱顶下沉量均大于水平收敛;初期支护封闭后,隧道周边位移基本上不再发展;当隧道埋深小于40m时,隧道变形量较大且规律不明显;当隧道埋深大于40m时,隧道变形量分布相对集中。经过对现场量测数据的统计分析可知:在ⅳ级围岩条件下,大断面黄土隧道预留变形量可取10~15cm;在ⅴ级围岩条件下,大断面黄土隧道预留变形量可取25~28cm。
推制弯头变形过程及变形规律精华文档
弯头
格式:pdf
大小:47KB
页数:1P
4.8
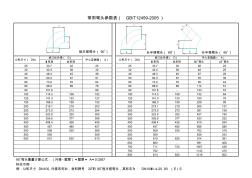
常用弯头参数表(gb/t12459-2005) 短半径弯头(90 o )长半径弯头(90o)长半径弯头(45o) 公称尺寸(dn) 坡口处外径(d) 中心至端面(a)公称尺寸(dn) 坡口处外径(d)中心至端面(a) ⅰ系列ⅱ系列ⅰ系列ⅱ系列90o弯头45o弯头 2533.732252533.7323822 3242.438323242.4384825 4048.345384048.3455729 5060.357515060.3577635 6573.076646573.0769544 8088.989768088.98911451 90101.6-8990101.6-13357 100114.3108102100
弯头放样
格式:pdf
大小:829KB
页数:10P
4.4
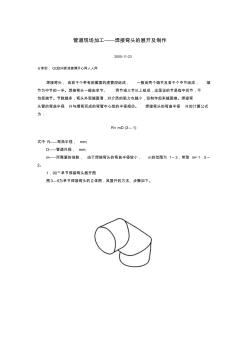
管道现场加工——焊接弯头的展开及制作 2005-11-23 分享到:qq空间新浪微博开心网人人网 焊接弯头,由若干个带有斜截面的直管段组成,一般由两个端节及若干个中节组成,端 节为中节的一半。焊接弯头一般由单节、两节或三节以上组成,这里说的节是指中间节,不 包括端节。节数越多,弯头外观越圆滑,对介质的阻力也越小,但制作起来越困难。焊接弯 头管的弯曲半径r与煨弯而成的弯管中心线的半径相仿。焊接弯头的弯曲半径r的计算公式 为: r=md(3—1) 式中r——弯曲半径,mm; d——管道外径,mm; m——所需要的倍数,由于焊接弯头的弯曲半径较小,m的范围为1~3,常取m=1.5~ 2。 1.90°单节焊接弯头展开图 图3—6为单节焊接弯头的立体图,其展开的方法、步骤如下。 图3—6单节焊接弯头立体图 ①作∠aob=90°(见图3—7),以o为圆心,
地铁重叠隧道内力及变形规律研究 地铁重叠隧道内力及变形规律研究
格式:pdf
大小:421KB
页数:4P
4.4
以在建的深圳地铁5号线工程太安站~怡景路站暗挖法区间的重叠隧道为例,采用flac3d非线性大变形程序对重叠隧道暗挖法施工引起的地层三维变形规律进行了数值模拟研究,揭示地铁重叠隧道内力、地层变形的规律。
推制弯头变形过程及变形规律最新文档
弯头知识详解
格式:pdf
大小:37KB
页数:3P
4.7
碳钢弯头的基本工艺- 碳钢弯头首先按它的曲率半径来分,可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径 等于1.5倍的管子外径,即r=1.5d。短半径弯头指它的曲率半径等于管子外径,即r=1.0d。(d为弯头 直径,r为曲率半径)若按压力等级来分,大约有十七种,和美国的管子标准是相同的,有:sch5s、sch10s、 sch10、sch20、sch30、sch40s、std、sch40、sch60、sch80s、xs;sch80、sch100、sch120、sch140、 sch160、xxs,其中最常用的是std和xs两种。按弯头的角度分,有45°弯头,有90°弯头和180°弯头。 碳钢弯头的基本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内 部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,最终成为
弯头结构参数
格式:pdf
大小:117KB
页数:2P
4.5
弯头结构图 弯头参数表 公称通径 nominaldiameter 端部外径 outsidediameter atbevel 中心至端面 centertoend 中心至中心 centertocenter 背面至端面 backtoface 45°弯头 45°elbow 90°弯头 90°elbow 180°弯头 180°elbow baok dnnps a系列 seriesa b系列 seriesb 长半径 long radius 长半径 long radius 短半径 short radius 长半径 long radius 短半径 short radius 长半径(a 系列) long radius 短半径(a系列) short radius 151/221.318

弯头制作
格式:pdf
大小:1.3MB
页数:9P
4.8
::左右虾米腰交接圆管怎样进行展开放样:: 左右虾米腰交接圆管(见图1a)是在食品工业输送物料中经常碰到的钣金展开项目,展开的难度较大。但是, 将它的展开件分析清楚后,可容易地用虾米腰直角弯头和异径直交/斜交三通两个程序来完成。 现在,以一边虾米腰交接圆管为例说明bjzk系统的实现过程。虾米腰弯头直径为426mm、弯曲半径为1.5倍 和直径为600mm主圆管相交,以48等分展开。 图1 1.已知条件分析(画实样图): 根据已知条件图1a可以看出和主圆管相交的左 右两个虾米腰,实际只要完成一边的展开,另一边 的展开数据是一样的。现在分析一边的展开实样图 (图1b)可以看出: ⑴只需完成一个虾米腰弯头的端节、虾米腰弯头 和主圆管相交而割除小部分的中间节、虾米腰中间 节和主圆管相交而割除大部分后的瓦片三个展开 件就可以了。 ⑵虾米腰弯头两个中间节分别

弯头检验规程
格式:pdf
大小:66KB
页数:6P
4.5
弯头管件检验规程 弯头管件的检验规程 1、范围 本规程规定了以铸钢、碳钢、不锈钢等为主要原料,经加工形成的弯头管件产品的分类、技术要求、 检验方法、标志、包装、运输、贮存。 2、引用标准 下列标准所包含的条文,通过本规程中引用而构成为本规程的条文。本规程的条款会被修订,使用最 新版本的可能性。 gbt12459-2005钢制对焊无缝管件标准 gbt14626-1993锻钢制螺纹管件标准 jsb2311-1997一般配管用钢制突合溶接式管件 gbt12459-2005钢制对焊无缝管件标准 3、定义、符号与代号 3.1、弯头管件的定义:是在管路系统中,弯头是改变管路方向的连接管件。 3.2、弯头的连接方式:1、直接焊接(最常用的方式)。. 2、法兰式有承插式连接等。 3.3、dn—米制单
 等径弯头是90度弯头吗
等径弯头是90度弯头吗 等径弯头是90度弯头吗
格式:doc
大小:27KB
页数:4P
4.6
在建设工程领域,弯头是常见的管道连接件之一。而在选择合适的弯头时,经常会遇到一个问题:等径弯头是否等同于90度弯头?本文将从材料、结构、适用范围和安装方式等方面对等径弯头和90度弯头进行对比,以帮助读者更好地理解它们之间的区别与联系。
弯头、变径及三通
格式:pdf
大小:221KB
页数:8P
4.3
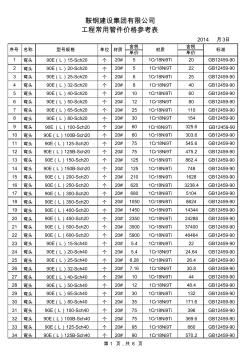
含税含税 单价单价 1弯头90e(l)15-sch20个20#51cr18ni9ti20gb12459-90 2弯头90e(l)20-sch20个20#51cr18ni9t22gb12459-90 3弯头90e(l)25-sch20个20#61cr18ni9ti25gb12459-90 4弯头90e(l)32-sch20个20#81cr18ni9t40gb12459-90 5弯头90e(l)40-sch20个20#101cr18ni9ti60gb12459-90 6弯头90e(l)50-sch20个20#121cr18ni9t80gb12459-90 7弯头90e(l)65-sch20个20#251cr18ni9ti110gb12459-90 8弯头90e(l)80-sc
推制弯头变形过程及变形规律相关
文辑推荐
知识推荐
百科推荐


职位:城乡规划及地理信息人员
擅长专业:土建 安装 装饰 市政 园林


