

天铁集团炼铁厂四号高炉主卷电路的改造和调试
格式:pdf
大小:275KB
页数:6P
人气 :68
 4.6
4.6
在天铁集团炼铁厂四号高炉进行中修期间,对已经老化的主卷扬电机老化的控制装置进行了更换。为达到对其进行调速控制的目的,对其控制电路进行了改造。在调试过程中,还解决了右车装矿电机启动力矩过小的问题。经过一年多的运行,实践表明,改造后电器控制系统运行稳定,故障显著减少,满足了高炉上料要求。



杭钢炼铁厂改造后的一号高炉
§霈黪一一。*l雾爨 豢 一 k a **资讯http://www.***.*** 凝 ℃州钢铁集团公司炼铁厂1号. i 高 i 炉主控室 **资讯http://www.***.***

包钢炼铁厂四号高炉环形吊车控制系统改造
重点介绍了西门子simatics7-300plc替代包钢炼铁厂四号高炉环形吊车siemenss5115u控制系统的过程,在整个控制系统的替代中,进行了硬件组成重新配置、s5控制程序到s7控制程序的转换及原s5控制软件加密部分的破译和功能的完全恢复性编制。新系统完成环形吊车多维空间动作、走行回路速度调节、与上位机通信等功能。本文给出了这个系统的主要硬件构成和软件功能的实现方法;重点阐述了环形吊车控制系统改造方案。
编辑推荐下载
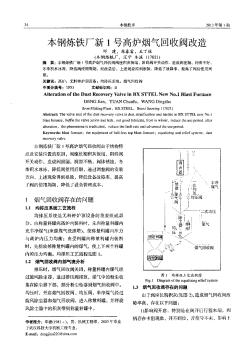
本钢炼铁厂新1号高炉烟气回收阀改造
格式:pdf
大小:116KB
页数:2P
4.5
本钢炼铁厂新1号高炉烟气回收阀阀座积灰板结,阻碍阀开关动作,造成阀泄漏,润滑不好,冬季积水冰冻,降低阀使用周期,经改造后,上述现象得到根除,降低了故障率,提高了阀的使用周期。
天铁集团炼铁厂四号高炉主卷电路改造和调试热门文档
炼铁厂高炉上料技术论文
格式:pdf
大小:108KB
页数:4P
4.8
1 二高炉炉顶料罐受料控制程序优化 单位:中冶宝钢技术服务有限公司作者:吴为 【摘要】:本文对二高炉无料钟炉顶设备的受料过程控制进行了分析、研究,针对其控制方式的缺陷以及故障成 因的分析,对二高炉原有的炉顶罐料受料控制程序进行了优化、改进。实践证明,通过对炉顶料罐受料控制程序的 优化及改进,能有效防止炉顶重料事故的发生,能确保高炉的稳定与顺行。 twofurnacetopmaterialcanbeoptimizedmaterialcontrolprocedures 【关键词】:无料钟料罐受料控制程序重料 【abstract】:inthispaper,twobell-lesstopblastfurnaceequipmentcarriedbythematerialprocesscontrolanalysis,research,

第二炼铁厂9#高炉培训考勤表
格式:pdf
大小:29KB
页数:1P
4.5
第二炼铁厂8#高炉标准化专项培训考勤表 教师:王亚坤(丁班)教师:付伟(丙班)教师:王亚坤(乙班) 姓名 2014年月日 姓名 2014年月日 姓名 2014年月日 开始结束成绩开始结束成绩开始结束成绩 王尔强刘明虎肖真 蒲旺旺杜军峰陈琪 任沁史骏马程曦南 王志威韩自鹏钟幸 郭晓东张国来段瑞强 王洋洋周海龙李浩 孙炜张森谢志龙 谢行王久军曹勇泉 张新朋欧利平肖化勇 谢成龙郝长城王世平 葛光星柏德钦曹全才 张茂现沈德洪曹立民 姚云成林正刚辛学良 周明波王广星宿瑞凯 教师:杨力平(甲班)2014年月日 黄翔佩莫鼎飞 胡为宝刘志强 王晨封名喜 施磊晏兴银 简群群陈强 常宏宇陈付余 徐勇刘群科 注:按厂部考勤表符号进行考勤 考勤员:考勤员:考勤员: 考勤员:
炼铁厂1#高炉送风装置更换
格式:pdf
大小:6KB
页数:2P
4.8
炼铁厂1#高炉送风装置更换施工方案 一、施工内容:将原11套送风装置及围管短节整套更换。 二、施工方法 1.待围管内砖拆除后,用倒链吊装将送风装置整套拆下并把短节 割下,测绘新装送风装置及新短节尺寸,制作短节。 2.预装一整套送风装置及短节进行预安装,当安装位置符合使用 要求后,将短节固定并断焊。送风装置拉杆焊点焊接处点焊接。一套 送风装置预装完成。预装过程应保留大小套。以此类推。 3.拆下短节下送风装置,焊接短节,里外双面焊,外面加脖套焊 接,拉杆焊接。 4.围管砌筑前要对管内焊接质量进行检查,合格后再进行砌筑。 5.待围管砌筑完工,风口大小套安装完后,安装送风装置并进行 调整,达到使用要求的精度。 三、质量标准 1.各短节法兰水平差≤0.5毫米。 2.法兰面中心的铅垂线对风口中心偏差≤5毫米。 3.焊接处牢固可靠,焊肉饱满、无漏焊。 4.法兰面垫放置正确,螺母紧固,接触紧密均匀

包钢炼铁厂1_4_高炉减压阀组改造
格式:pdf
大小:85KB
页数:3P
4.6
包钢炼铁厂1#、4#高炉减压阀组改造y 李炳炎,王玉英 (包钢(集团)公司炼铁厂,内蒙古包头014010) 摘要:文章介绍了包钢炼铁厂为提高余压透平装置的发电量对1#、4#高炉减压阀组进行改造。这次改造取得明 显经济效益,并有推广作用。 关键词:高炉煤气;trt;减压阀组 中图分类号:tm61文献标识码:b文章编号:1009-5438(2006)05-0023-03 reformofpressurereducingvalvesofno.1andno.4bf ofironmakingplantofbaotousteelco. libing-yan,wangyu-ying (ironmakingplantofbaotousteel(group)co.,baot
 包钢炼铁厂1~#、4~#高炉减压阀组改造
包钢炼铁厂1~#、4~#高炉减压阀组改造 包钢炼铁厂1~#、4~#高炉减压阀组改造
格式:pdf
大小:347KB
页数:3P
4.5
文章介绍了包钢炼铁厂为提高余压透平装置的发电量对1#、4#高炉减压阀组进行改造。这次改造取得明显经济效益,并有推广作用。
天铁集团炼铁厂四号高炉主卷电路改造和调试精华文档
宣钢炼铁厂9号高炉喷煤系统改造及生产实践
格式:pdf
大小:80KB
页数:4P
4.6
宣钢9号高炉2005年10月投产,高炉有效容积为1800m3,喷煤系统采用了zgm123n中速辊式磨煤机,大布袋一次收粉、两罐交叉并联倒罐喷吹、罐中央氮气流化板和罐底氮气流化装置等设备和工艺技术,设计制粉能力60t/h。在生产过程中,由于原煤煤质硬、煤质差、煤种杂以及设备存在的缺陷、设备关键部位磨损严重等原因,中速磨的台时产量没有达到60t/h的设计要求。通过对原煤配比比例、制粉各工艺参数的及时、有效的调整,原煤输送、中速磨磨机本体、制粉、喷吹等设备一系列改造后,提高了台时产量,截止2007年3月,9号高炉中速磨台时产量均达到了35t/h以上,故障发生率明显降低、提高了高炉喷吹煤粉量,提高喷煤比节焦降耗,确保了高炉顺行,达到了预期的效果。

九江炼铁厂1#高炉4天检修预案
格式:pdf
大小:231KB
页数:17P
4.5
九江炼铁厂1#高炉4天检修预案 1.基本概况 九江炼铁厂1#炉炉容为450m3,2007年投产,配备30吨铁水罐罐位4 个,3座顶燃球式热风炉和两台助燃风机(一用一备),设计风温为1250℃左 右;目前存在以下因素制约高炉生产的稳定和发展: 1.1炉基水冷封板与炉壳连接处开裂,窜煤气火严重;到目前炉基水 冷封板与炉壳连接处呈1/2圈出现开裂窜煤气火,并且内部碳素捣打料 烧损严重; 1.2老区技改工程结束,现有出铁场龙沟流嘴布臵不能适应技改后的铁 水罐运行,需将现有的四个罐位改成三个罐位,与65t铁水罐使用配套; 1.3炉前大沟侵蚀严重,尤其在铁口前主沟的侵蚀较严重,已出现烧穿 漏铁,对泥炮、开口机基础威胁较大; 1.43#热风炉蓄热球板结严重,烧炉、送风时压力偏高,风温大幅下降, 需大修更换蓄热球; 1.5炉缸一、二、三层冷却壁
宣钢炼铁厂10号高炉喷煤系统改造及生产实践
格式:pdf
大小:172KB
页数:3P
4.3
宣钢10号高炉2008年3月投产,高炉有效容积为2500m3,喷煤系统采用了zgm133g中速辊式磨煤机,大布袋一次收粉、三罐交叉并联倒罐喷吹、罐中央氮气流化板和罐底氮气流化装置等设备和工艺技术,设计制粉能力74~78t/h。在试生产过程中,存在着由于设计和设备存在的缺陷等原因,设备故障率高,生产不稳定;通过对原煤配比比例、制粉各工艺参数的及时、有效的调整,原煤输送、中速磨磨机本体、制粉、喷吹等设备一系列改造后,使喷煤量有了很大的提高,截止2008年6月,10号高炉中速磨台时产量均达到了45t/h以上,故障发生率明显降低、提高了高炉喷吹煤粉量,提高喷煤比节焦降耗,确保了高炉顺行,达到了预期的效果。

5.13日炼铁厂2#、3#高炉施工监督表
格式:pdf
大小:65KB
页数:4P
4.5
1、热除框架制作18 2、高炉炉壳16 3、热风炉炉壳安装28 4、炉体框架安装32 5、热风围管制作及安装30 6、炉体框架制作20 1、干法除尘0 2、干法除尘电气室6 3、粗除尘(重力)4 4、水泵及电气室9 5、矿槽30 6、矿槽及出铁场除尘0 7、喷煤21 8、高炉主控10 9、冲渣23 10、热风炉换热器8 11.返焦仓6 12、热风炉电气室5 13、二、三期风机房变电站 14、矿槽转运站5 15、水泵管道设备安装20 16、矿槽钢结构安装8 盛鹏风机房6 志兴建安矿槽框架、风机房屋架8 煌埔干法除尘箱体10 江苏沪联除尘结构安装3 备注: 2期施工单 位 十 三 冶 八 冶 施工项目2期施工人数 2号矿槽西侧路面已平整,方便进钢结构 在制作场制作 冷却壁安装完成第4段,铁口两侧框架
天铁集团炼铁厂四号高炉主卷电路改造和调试最新文档
本钢炼铁厂新1号高炉二级计算机系统开发实践 本钢炼铁厂新1号高炉二级计算机系统开发实践
格式:pdf
大小:1.9MB
页数:4P
4.6
文章简述了本钢炼铁厂开发过程控制计算机系统的背景,分析了本钢新1号高炉过程控制计算机系统的结构、软硬件配置情况及其应用功能,阐述了配料模型、炉缸侵蚀模型的应用,提出了高炉计算机技术发展方向。
本钢炼铁厂新1号高炉二级计算机系统开发实践 本钢炼铁厂新1号高炉二级计算机系统开发实践
格式:pdf
大小:514KB
页数:未知
4.7
文章简述了本钢炼铁厂开发过程控制计算机系统的背景,分析了本钢新1号高炉过程控制计算机系统的结构、软硬件配置情况及其应用功能,阐述了配料模型、炉缸侵蚀模型的应用,提出了高炉计算机技术发展方向。
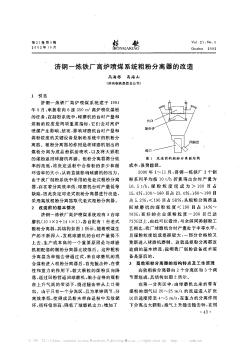
济钢一炼铁厂高炉喷煤系统粗粉分离器的改造
格式:pdf
大小:273KB
页数:2P
4.8
1引言济钢一炼铁厂高炉喷煤系统建于1991年9月,承担着向6座350m~3高炉喷吹煤粉的任务。在制粉系统中,球磨机的台时产量和煤粉的粒度是两项重要指标,它们会对高炉喷煤产生影响。然而,影响球磨机台时产量和煤粉粒度的关键设备是制粉系统中的粗粉分离器。粗粉分离器的作用是将球磨机制出的煤粉分离为成品粉供给喷吹,以及将大颗粒的煤粉返回球磨机再磨。粗粉分离器筛分效率的高低,将决定返粉中合格粉的多少和循环倍率的大小,从而直接影响球磨机的出力。由于我厂制粉系统中采用的是老式粗粉分离
莱钢银山型钢炼铁厂1880m^3高炉进风系统改造
格式:pdf
大小:55KB
页数:1P
4.3
针对银山型钢炼铁厂2座1880m^3高炉进风系统存在的问题进行了分析,并组织力量进行了相应的技术攻关和技术改造,使2座高炉进风系统发红、漏风现象得到明显改善,保证了高炉的顺产、稳产。
浅谈济钢第一炼铁厂1^#、2^#高炉槽上槽下除尘改造与对策
格式:pdf
大小:69KB
页数:2P
4.7
本文重点对除尘器改造进行了探讨和分析。提出了在除尘管道上安装除尘控制阀门。调整风量和密封吸尘罩的措施

莱钢型钢炼铁厂2^#高炉热风炉塌砖处理实践
格式:pdf
大小:164KB
页数:2P
4.6
莱钢型钢炼铁厂为解决2^#高炉1^#热风炉空气入口内部耐火砖脱落问题,在空气环腔与煤气环腔之间隔墙的三层砖以及炉壳处的外环砖部位,用插板的方法隔开空气环腔和煤气环腔贯通,使煤气、空气不在此混合燃烧。系统改造后,确保了热风炉正常运行,风温提高20-30℃,延长了热风炉寿命,年增加效益1000万元以上。
炼铁厂一高炉炉顶检修安全措施MicrosoftWord文档
格式:pdf
大小:7KB
页数:4P
4.3
炼铁厂1高炉炉顶检修安全措施 主要检修项目有:炉顶均压管加装眼镜阀;均压阀座、阀盖、拐臂检 查,胶圈检查、更换,阀盖固定加焊;1#均压放散阀更换,2#均压放散 阀板阀座更换。油管更换6根;称量料罐衬板,漏点及积料盒焊补。 分料器下部脱落衬板处衬板恢复加焊积料盒;上料闸驱动机构内部检 查。闸板及8个螺栓检查电焊固定;密封阀胶圈更换,拐臂检查、阀 板阀座清灰,调整,阀板与拐臂固定螺栓更换;压紧油缸拆除安装、 销子检查固定;下密封阀胶圈更换,拐臂检查,节流阀板衬板检查更 换、驱动机构检查及上部下料口焊补;开封大方人孔及点火人孔、溜 槽拆除及安装、大方人孔变形部分修复,开裂处加焊修复及捣料部位 加焊锚固件,气密箱检查加油、紧固、调整,旋转与倾动电机接手更 换梅花垫;更换两个点火人孔等 主要危害事件有:煤气中毒、氮气窒息、煤气爆炸、高处坠落、起重 伤害、物体打击、机械伤害、触电、火
炼铁厂无料钟炉顶球型截料阀改造 炼铁厂无料钟炉顶球型截料阀改造
格式:pdf
大小:155KB
页数:3P
4.7
安钢炼铁厂无料钟炉顶球型截料阀由于存在设计方面问题,造成高炉无计划性休风,严重制约高炉生产。通过对其改造,该设备故障少,运行可靠,寿命长、结构紧凑,保证了生产顺利、安全有效运行。
炼铁厂环保除尘优化改造的设计及实施 炼铁厂环保除尘优化改造的设计及实施
格式:pdf
大小:210KB
页数:3P
4.7
为了满足2015年1月1日开始执行的环保新标准,某公司开展了炼铁厂环保除尘优化改造工作,根据行业现状和公司实际运行情况制定了工作原则,以“总体规划设计、专项工作落实相关指标”的方式确定项目目标,并签订责任状保证目标的实现。最终项目所有指标均控制在责任状约定和国家标准要求的范围内。
炼铁厂信息传递与反馈管理制度
格式:pdf
大小:241KB
页数:6P
4.8
炼铁厂 安宁市永昌钢铁有限公司 炼铁厂 管理制度 文件编号yclt-qms-ms-05 版本号1 页码1/6 信息传递与反馈 管理制度 可控状态: 批准实施日期 审核批准日期 编写发放编号 炼铁厂 页码2/6 信息传递与反馈管理制度 文件编号yclt-qms-ms-05 修改码0版本号1 信息传递与反馈管理制度 1.目的 为落实“决策迅速、行动迅速、反馈迅速”的信息传递与反馈机制,保证信 息传递的及时性、有效性,提高工作效率,降本增效,特制定本管理制度。 2.适用范围 本制度规定了信息的内容、收集、传递,处理与反馈的方法和职责等,适用 于炼铁厂所有部门的信息管理。 3.规范性引用文件 《质量管理体系文件编制规程》,,,,,,,,,,,,yclt-qms-qp-01 《员工基本管理制度》,,,,,,,,,,,,,,,,ycl
天铁集团炼铁厂四号高炉主卷电路改造和调试相关
文辑推荐
知识推荐
百科推荐


职位:高级给排水工程师
擅长专业:土建 安装 装饰 市政 园林


