

唐山国丰ф1450中薄板坯连铸连轧工程体会
格式:pdf
大小:241KB
页数:1P
人气 :96
 4.6
4.6
对唐山国丰ф1450中薄板坯连铸连轧工程地质情况进行了详细的介绍,通过方案比选决定采用水泥粉煤灰碎石桩(CFG桩)进行地基处理,具体阐述了CFG桩在该工程中的应用,从而大大地节约了投资,取得了很好的经济效益。



 鞍钢1700中薄板坯连铸连轧工程总结
鞍钢1700中薄板坯连铸连轧工程总结 鞍钢1700中薄板坯连铸连轧工程总结
鞍钢1700建设工程,是1780技改工程的继续,是充分利用热轧带钢厂原1700机组设备通过搬迁改造,与二炼钢厂连锌工艺线相连,形成一条热装、直轧短流程连铸连轧生产线。
编辑推荐下载
CSP薄板坯连铸连轧
格式:pdf
大小:118KB
页数:4P
4.7
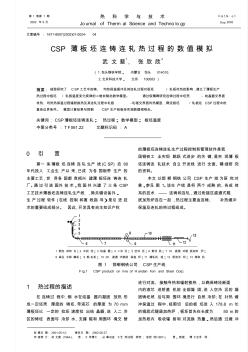
第1卷第1期 2002年9月 热科学与技术 journalofthermalscienceandtechnology vol.1,no.1 sep.2002 文章编号:1671-8097(2002)01-0024-04 收稿日期:2001-05-12;修回日期:2002-06-27. 作者简介:武文斐(1964-),男,工学博士,从事冶金工艺热过程研究;张欣欣(1957-),男,教授,博士生导师. csp薄板坯连铸连轧热过程的数值模拟 武文斐 1,张欣欣2 (1.包头钢铁学院,内蒙古包头014010; 2.北京科技大学,北京100083) 摘要:细致研究了csp工艺中连铸、均热保温缓冲及其连轧过程对板坯
鞍钢1700中薄板坯连铸连轧生产线(ASP)工程与生产实践 鞍钢1700中薄板坯连铸连轧生产线(ASP)工程与生产实践
格式:pdf
大小:684KB
页数:5P
4.6
主要对鞍钢1700中薄板坯连铸连轧生产线(angangstripproduction)研制的背景、工程情况、原料及产品规格、主要工艺设备、自动化系统及创新点进行了说明,并介绍了该生产线投产后一年来的生产实绩。
唐山国丰ф1450中薄板坯连铸连轧工程体会热门文档
邯钢薄板坯连铸连轧中的板带厚度控制 邯钢薄板坯连铸连轧中的板带厚度控制
格式:pdf
大小:487KB
页数:未知
4.7
邯钢引进的薄板坯连铸连轧(csp)中,用长行程液压缸与阶梯垫板结合的热轧板带材生产厚度自动控制(hgc),提高了快速液压执行机构的稳定性和响应速度.文章对该hgc系统进行了分析,并提出了作者自己的见解.
薄板坯连铸连轧(7)—马钢CSP
格式:pdf
大小:329KB
页数:7P
4.8
薄板坯连铸连轧(7)—马钢csp http://www.***.***2006-12-19 马钢的薄板坯连铸连轧生产线采用了德国sms-demag集团的csp薄板坯连铸连轧技 术,年设计生产热轧板卷200万吨。 马钢csp产品品种 马钢csp设计的产品大纲:产品规格为:厚度0.8~12.7mm(其中≤2.omm的 占总产量的25%以上);宽度900~1600mm。生产的主要品种有:碳素结构钢、优质 碳素结构钢、地合金高强度结构钢、汽车结构钢、高耐候结构钢、管线钢和超低 碳钢。其中热轧产品的70~80%作为冷轧原料。产品中碳素结构钢(代表钢号 q195~q235)占总量的约50%以上,优质碳素结构钢(代表钢号08、08al、10~35 号钢)约占20%,低合金高强度结构钢(代表钢号q345~q460)约占10%,汽车结 构
薄板坯连铸连轧(2)—珠钢CSP
格式:pdf
大小:17KB
页数:6P
4.4
薄板坯连铸连轧(2)—珠钢csp http://www.***.***2006-12-19 珠钢是国内拥有第1条采用短流程工艺生产热轧薄板生产线的企业。总的生产规 模为160~180万t/a热带材。分两期建设,第一期设计能力约为80万t/a。该 生产线于1999年8月下旬正式投产,一期配备了公称容量为150t的电弧炉和lf 炉;一台薄板坯连铸机;一条直通式辊底炉;一条热连轧线。该厂的电炉csp流 程生产线具有显著特点,其工艺技术能特别经济地生产热轧带钢,经济效益高,投 资费用比采用普通工艺的设备低得多。eaf-lf-csp生产线的生产周期短,从投料 冶炼开始到最终成品,整个周期时间只需2.5h,这是传统生产工艺无法比拟的。珠 钢csp生产线自动化水平高,6机架精轧机组具有高精度的自动化控制系统,板形好 、厚差小、适宜
唐山国丰ф1450中薄板坯连铸连轧工程体会精华文档
鞍钢1700中薄板坯连轧工程热力部分设计及施工服务 鞍钢1700中薄板坯连轧工程热力部分设计及施工服务
格式:pdf
大小:42KB
页数:1P
4.4
简要地总结了鞍钢1700中薄板坯连轧工程热力工程中净化压缩空气的制备和厂区与车间的热力管网的设计工作中的一些成功经验以及存在的问题。同时对服务工作也作了客观的总结。

电工钢板的生产与薄板坯连铸连轧工艺
格式:pdf
大小:395KB
页数:4P
4.4
本文在阐述硅钢现有生产工艺的基础上,分析了我国硅钢生产存在的主要问题,指出了我国在硅钢生产中与国外的差距,说明了采用薄板坯连铸连轧工艺生产硅钢的发展趋势,探讨了连铸连轧生产电工钢的核心工艺技术。结果表明,自主开发低成本、紧凑型的冷轧硅钢生产流程和工艺切实可行且发展前景良好。
薄板坯连铸连轧钢的组织性能综合控制理论及应用 薄板坯连铸连轧钢的组织性能综合控制理论及应用
格式:pdf
大小:394KB
页数:5P
4.5
在对国内外薄板坯连铸连轧工艺及产品开发现状及发展趋势分析的基础上,通过大量的试验研究提出了连铸连轧组织性能综合控制的概念,对钢中夹杂物超细化,锰和硫的控制,热连轧过程中的再结晶、组织细化及沉淀析出,层流冷却过程特征及对组织性能的影响以及柔性轧制工艺控制进行了研究分析,给出了通过组织性能综合控制得到的高性能低碳高强钢板(hslc)在汽车上应用的实例。
本钢薄板坯连铸连轧生产线节能功能开发 本钢薄板坯连铸连轧生产线节能功能开发
格式:pdf
大小:98KB
页数:未知
4.7
介绍了本钢薄板坯连铸连轧生产线轧机与卷取机部分节能功能的开发原理。在薄板坯连铸连轧生产线的生产中,由于产品低等因素,致使吨钢电耗处在一个较高的水平,此功能主要利用轧制过程中的待机时间,通过对精轧机的速度控制与卷取机起停控制来降低电耗。

唐钢薄板坯连铸连轧辊底式加热炉技术改造效果分析
格式:pdf
大小:297KB
页数:4P
4.4
论述了唐钢薄板坯连铸连轧辊底式加热炉燃烧系统的改造。改造后使加热炉提高了加热能力和加热质量,减少了板坯表面氧化烧损,降低了煤气消耗,经济效益显著。指出陶瓷蜂窝状蓄热体的使用寿命及损坏更换有待进一步提高和解决。
唐山国丰ф1450中薄板坯连铸连轧工程体会最新文档
薄板坯连铸连轧生产超薄低碳钢板的组织与性能 薄板坯连铸连轧生产超薄低碳钢板的组织与性能
格式:pdf
大小:910KB
页数:4P
4.7
利用光学显微镜、扫描电镜和透射电镜等研究了唐钢薄板坯连铸连轧线(ftsr线)热轧低碳钢超薄板(厚0.8mm)的显微组织和第二相析出粒子,对钢板的力学性能和成形性等进行了研究。结果表明:超薄低碳钢板的显微组织为比较细小、均匀的铁素体晶粒及少量的珠光体组织,铁素体的平均晶粒尺寸约7.0μm,钢板具有良好的综合力学性能和优良的成形性,钢中存在的较高密度位错和少量第二相析出粒子对钢板性能的提高起到了有利的作用。
薄板坯连铸连轧工艺试制600 MPa级C-Si-Mn系TRIP钢的研究 薄板坯连铸连轧工艺试制600 MPa级C-Si-Mn系TRIP钢的研究
格式:pdf
大小:574KB
页数:3P
4.6
在实验室条件下模拟薄板坯连铸连轧工艺试制了600mpa级c-si-mn系trip钢,其力学性能检测及组织分析结果表明,用此工艺生产600mpa级c-si-mn系trip钢是可行的。
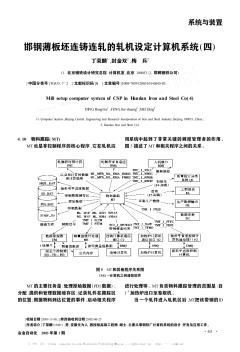
邯钢薄板坯连铸连轧的轧机设定计算机系统(四)
格式:pdf
大小:362KB
页数:3P
4.6
邯钢薄板坯连铸连轧的轧机设定计算机系统(四) 丁荣麟1,封金双2,梅 兵2 (11北京钢铁设计研究总院计算机室,北京100053;21邯郸钢铁公司) [中图分类号]tg333.7+2 [文献标识码]b [文章编号]100027059(2003)0120043203 millsetupcomputersystemofcspinhandanironandsteelco(4) dingrong2lin1,fengjin2shuang2,meibing2 (11computersection,beijingcentralengineeringandresearchincorporationofironandsteelindustry,beijing100053,china; 21handani
包钢薄板坯连铸连轧车间轧机区设备基础施工
格式:pdf
大小:315KB
页数:2P
4.4
采取分层、分段施工方法,从基础底板、墙壁、平台、沟道到基础顶板共经历了三个大的阶段;在施工中采取了一系列措施,解决了钢筋绑扎、模板安装和大体积砼施工上的难题,最终成功地完成了轧机区设备基础施工的全过程。
薄板坯连铸连轧生产热轧TRIP钢可行性分析 薄板坯连铸连轧生产热轧TRIP钢可行性分析
格式:pdf
大小:1.2MB
页数:6P
4.7
薄板坯连铸连轧是当代钢铁工业的先进技术,自1989年问世以来已取得巨大的进步。当前,扩展薄板坯连铸连轧可生产钢种范围具有重要意义。近年来,随着汽车工业对钢铁材料性能要求的不断提高,具有优异性能的低合金trip钢受到相当的重视。本文就薄板坏连铸连轧生产热轧trip钢的可行性进行了分析和讨论。指出了生产热轧trip钢的困难性所在,并提出了几个方面的解决措施。
实验室薄板坯连铸连轧电工钢板的组织与性能 实验室薄板坯连铸连轧电工钢板的组织与性能
格式:pdf
大小:1.8MB
页数:5P
4.3
在实验室条件下对两种电工钢进行了薄板坯连铸连轧,对fe-3.2%si取向硅钢板的铸坯组织、偏析、轧后组织和抑制剂形貌、织构等进行了分析,同时利用热模拟技术测定了fe-1.6%si无取向硅钢的cct曲线,建立了变形抗力模型。结果表明:fe-3.2%si取向硅钢铸坯等轴晶比例为35%左右,铸坯表面至中心的碳、硫和磷偏析指数为0.9~1.1,热轧后组织不均匀,分三个区域,热轧带次表层有一定的{110}〈001〉高斯织构存在,织构的组分和传统工艺的基本相同,但织构强度稍弱;给出了fe-1.6%si无取向硅钢铁素体区、奥氏体区和两相区变形抗力的数学模型。

薄板坯连铸连轧带的生产线的技术改造和改进
格式:pdf
大小:228KB
页数:2P
4.7
自1989年第一条薄板坯连铸连轧生产线在美国纽科钢铁公司克劳福兹维尔钢厂投产以来,在20多年的时间中得以迅速发展,截止目前全球已有约70条生产线在生产和建设中,年产能力约1亿t。
包钢薄板坯连铸连轧Ι流段加热炉砌筑技术 包钢薄板坯连铸连轧Ι流段加热炉砌筑技术
格式:pdf
大小:286KB
页数:3P
4.5
文章阐述了包钢薄板坯连铸连轧加热车间加热炉砌筑的材料特点、结构特点及施工方法;同时对特殊部位及过程采取的技术措施进行了细致介绍。
唐山国丰ф1450中薄板坯连铸连轧工程体会相关
文辑推荐
知识推荐
百科推荐


职位:建造师
擅长专业:土建 安装 装饰 市政 园林


