

我国铁路货车技术标准的现状及发展建议
格式:pdf
大小:541KB
页数:3P
人气 :82
 4.4
4.4
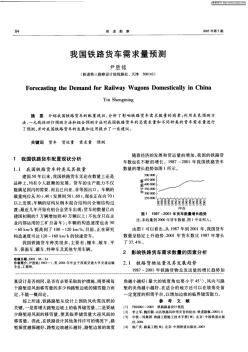
介绍目前我国铁路货车技术标准的现状,阐述存在的主要问题。与国外先进技术标准进行对比分析,提出今后我国铁路货车技术标准的发展建议。



铁路货车轮对探伤的问题分析与建议
随着现代社会的发展,铁路事业也获得了较大的进步,轮轴是影响铁路货车运行安全的关键部件,也是铁路系统探伤的最重要部件之一。多年来发生货车车辆冷切轴事故,严重影响了铁路运输安全,为防止类似事故的再次发生,本文针对货车车辆轮对探伤工作中存在的问题进行了分析并提出相关建议。笔者希望本文的论述可以对铁路货车轮对探伤工作的进一步发展带来一定的启发。
编辑推荐下载
 中国铁路工程测量技术标准现状及改进
中国铁路工程测量技术标准现状及改进 中国铁路工程测量技术标准现状及改进
格式:pdf
大小:97KB
页数:4P
4.5
中国铁路工程测量技术标准在铁路建设中发挥了积极的技术指导作用,实现了中国铁路工程测量技术标准的统一,提高了铁路工程测量的作业质量和效率。对中国铁路工程测量技术标准的演化历程和现状进行详细介绍,分析铁路工程测量技术标准中存在的不足,提出铁路工程测量技术标准的改进建议。

铁路货车技术标准的现状及发展建议热门文档

铁路货车必知
格式:pdf
大小:185KB
页数:39P
4.5
1、摇枕,侧架使用时间满多少年报废? 答:25年 2、交叉杆轴向橡胶垫使用时间满多少年报废? 答:6年。 3、侧架正位检查重点检查哪些部位? 答:导框弯角处,承载鞍(轴箱)支承圆脐上平面与侧架结合处,导框a区,三角孔周边, 三角孔内腔,枕弹簧承台周边,立柱及磨耗板,中框上横梁,横跨梁安装座、制动梁滑槽磨 耗板,制动梁滑槽防脱板(焊结构),斜楔挡板。 4、、摇枕正位检查重点检查哪些部位? 答:端部内腔、枕弹簧支承面、斜楔挡、斜楔磨擦面(含弯角)、下旁承座、下旁承座至上 漏水孔(圆周)、内腔心盘销座、心盘安装座平面及螺栓孔、心盘安装座下面与摇枕侧面结 合处、侧面、制动梁及横跨梁安全链座、固定杠杆支点座。 5、侧架翻转检查重点检查哪些部位? 答:下面b部漏水孔周边,枕弹簧座下面、底平面。 6、摇枕翻转检查重点检查哪些部位? 答:b部两漏水孔周边、a部漏水孔周边、内腔中心

铁路货车车辆用耐候钢的开发
格式:pdf
大小:1.4MB
页数:20P
4.7
箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废 箱体腐蚀磨损减薄导致车辆报废
我国铁路货车车体技术的回顾与展望 我国铁路货车车体技术的回顾与展望
格式:pdf
大小:2.6MB
页数:11P
4.7
综述了我国铁路货车车体在整体结构、新材料及轻量化、结构仿真分析、标准及试验、制造工艺技术方面的发展,与国外货车相关内容进行了综合分析,并针对我国货车车体发展所关注的问题提出了建议。
国外客车技术现状及发展趋势
格式:pdf
大小:39KB
页数:2P
4.6
332004-3城市车辆 欧洲的客车技术水平和科研 能力居世界的首位,中国客车企 业引进客车技术也集中在欧日两 大系列。全球比较著名的客车及 客车底盘生产企业有:德国的奔 驰、曼、凯斯鲍尔、尼奥普兰;法 国的雷诺;意大利的依维柯(菲亚 特集团) ;瑞典的沃尔沃和斯堪尼 亚;匈牙利的伊卡露斯和日本的 五十铃、日产柴和日野等。由于客 车行业具有产量低、品种多的特 点,所以自动化水平都不是很高, 一般客车厂年产量基本保持在 2000辆的水平。在上述厂家中,德 国的大中型客车技术在世界上一 直保持领先地位。 欧洲大中型客车的主要技术特 点是:发动机功率大、扭矩高,且 发动机最大扭距转速有下降的趋势 (目前,欧洲大客车用柴油机最大扭 矩转速平均为1190r/min),这使得 车辆行驶速度更快,加速性、爬坡 性和可靠性更强,经济性、环保性 能及安全性更好。 1 技术

铁路特种货车的需求与发展
格式:pdf
大小:165KB
页数:3P
4.4
中 国 铁 路7/2003chineserailways28 着大型电力、冶金、化工、航天、 军事工业的飞跃发展,大型装 备的运输需求与日俱增。十几年来, 特种货车的品种和数量也日益增多。 特种货车技术含量的提高在一定程度 上反映了国家的工业技术水平。由于 全球经济与技术的增长,以长大货物 车为主体的特种货车也得到了长足的 发展。尤其是在中国,随着经济的发 展和西部的开发建设,铁路正在承担 着日益增加的大型变压器、发电机、 轧钢设备、锅炉、反应塔等特种货物 的运输。 1 特种货车所运特殊货物的范围 与要求 特种货物运输这一概念起源于公 路运输。公路运输规程规定,尺寸、轴 重或总重超过规定限制的车辆需经批 准,这种在公路上得到批准的运输称 之为特种货物运输。 铁路特种货物运输利用铁路的规 定或规程是不能加以分类和划定范围 的。铁路运输规程、国际联运货
铁路货车技术标准的现状及发展建议精华文档

铁路货车制造工艺工程化探析
格式:pdf
大小:94KB
页数:1P
4.4
所谓的工艺工程化是指一种过程,涉及到对产品开发、材料采购、工艺研究、装备配备、过程控制、质量改进和人员技能等多方面的要求,是一项范围广、周期长的系统工程。铁路货车制造工艺工程化探讨,从其基本概念出发,阐述了铁路货车制造工艺工程化的必要性,最后在分析基本概念和必要性的基础上提出了完善铁路货车制造工艺工程化的建议,如做到标准化工艺工程的实施、加强对铁路货车制造的工业工程调研分析、明确各部分职责,加强监督检查、推行良好的生产制造模式,促进工艺工程化等。
 铁路货车下侧门冲压工艺数值分析
铁路货车下侧门冲压工艺数值分析 铁路货车下侧门冲压工艺数值分析
格式:pdf
大小:1.0MB
页数:3P
4.8
采用塑性有限元法,利用dynaform软件对铁路货车敞车下侧门成形的两种成形方案进行计算机数值模拟,对数值模拟结果进行了比较,最终确定了在35000kn以上的水压机起伏成形和20000kn冲床切边两道工序的冲压工艺方案。
铁路货车柔性工装辅助管理及设计系统的研究 铁路货车柔性工装辅助管理及设计系统的研究
格式:pdf
大小:1.3MB
页数:6P
4.7
柔性工装的应用能够显著提高铁路货车产品制造的生产效率。针对人工管理方式的缺陷开发了相应的信息管理及辅助设计系统。将系统分为产品管理、工装管理、使用管理和工装设计四个模块,分析了每个模块的组成结构和功能,介绍了相应的数据库设计模型及系统实现方法。工装组合设计采用基于实例推理(cbr)技术和交互式相混合的设计方法,确定了详细的设计流程。
铁路货车技术标准的现状及发展建议最新文档

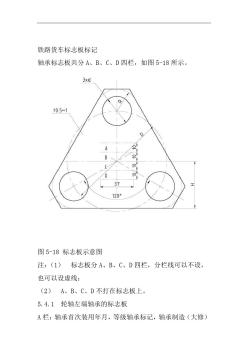
铁路货车标志板标记
格式:pdf
大小:241KB
页数:4P
4.6
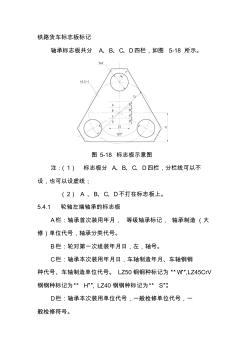
铁路货车标志板标记 轴承标志板共分a、b、c、d四栏,如图5-18所示。 图5-18标志板示意图 注:(1)标志板分a、b、c、d四栏,分栏线可以不 设,也可以设虚线; (2)a、b、c、d不打在标志板上。 5.4.1轮轴左端轴承的标志板 a栏:轴承首次装用年月,等级轴承标记,轴承制造(大 修)单位代号,轴承分类代号。 b栏:轮对第一次组装年月日,左,轴号。 c栏:轴承本次装用年月日,车轴制造年月、车轴钢钢 种代号、车轴制造单位代号。lz50钢钢种标记为“w”,lz45crv 钢钢种标记为“h”,lz40钢钢种标记为“s”。 d栏:轴承本次装用单位代号,一般检修单位代号,一 般检修符号。 5.4.2轮轴右端轴承的标志板 a栏:轴承首次装用年月,等级轴承标记,轴承制造(大 修)单位代号,轴承分类代号。 b栏:轮对最后一次组装年月日,轮对组装单位代号
我国铁路货车需求量预测
格式:pdf
大小:1.4MB
页数:3P
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
 SMC模压成型铁路货车下门
SMC模压成型铁路货车下门 SMC模压成型铁路货车下门
格式:pdf
大小:119KB
页数:1P
4.5
smc模压成型铁路货车下门,主要应用于铁路行业中,是专门作为铁路货物列车敞式车厢卸货开启用装置,是现在普遍应用的钢制铁路货车下门的理想替代产品。产品以环氧树脂和酚醛树脂为基体材料,以耐磨、阻燃、耐候等材料为辅助材料,以带式纤维毡、优质玻璃纤维布等材料为增强材料,通过多种复合材料的最佳配比形成预浸料片材,以先进的模压工艺、层压自动复合技术制作而成,是现在普遍应用的铁制铁路货车下门的理想替代产品。
关于铁路货车车辆涂装用醇酸漆质量的建议 关于铁路货车车辆涂装用醇酸漆质量的建议
格式:pdf
大小:464KB
页数:2P
4.5
以目前使用量及范围最广的厚浆醇酸漆为例,叙述了厚浆醇酸漆存在的一些质量问题,如抗流挂性差、耐盐雾性不够,颜色不达标等。为此提出了对tb/t2707《铁路货车用厚浆醇酸漆技术标准》的修改建议。
适应中国铁路“走出去”的产品技术标准发展策略研究 适应中国铁路“走出去”的产品技术标准发展策略研究
格式:pdf
大小:363KB
页数:5P
4.6
本文总结中国铁路技术标准与国外铁路先进技术标准存在的主要差异,分析中国铁路\"走出去\"在产品技术标准方面遇到的技术壁垒以及中国铁路技术标准对国外铁路市场存在的适应性问题,提出中国铁路\"走出去\"的产品技术标准发展基本原则、发展目标,及针对不同类型东道国的应对策略,为促进中国铁路\"走出去\"的技术标准发展提供了相关的措施及建议。
浅谈铁路货车制动圆销改造中存在的问题及改进建议
格式:pdf
大小:72KB
页数:1P
4.7
铁路货车圆销改造是2012年铁道部推行的一项新技术政策,目的在于通过改进的扁孔制动圆销与扁开口销组装结构提高转向架基础制动装置连接的安全性、可靠性。该项改造在实施现场出现了一些问题,笔者通过对这些问题的分析,提出改进建议。
铁路货车技术标准的现状及发展建议相关
文辑推荐
知识推荐
百科推荐


职位:钢结构工程师助理
擅长专业:土建 安装 装饰 市政 园林


