

天津推出新型高锰铝青铜合金滑板
格式:pdf
大小:556KB
页数:1P
人气 :69
 4.3
4.3
据报道,一种新型耐磨材料高锰铝青铜合金制造的电力机车受电弓滑板,日前在天津推出,并获得国家发明专利。与现有滑板系列材料相比,电力机车受电弓滑板是一种技术要求高、消耗量大的导电材料,也是实现铁路高速化的重要制约因素之一。目前,滑板材料主要有粉末冶金铜基、铁基材料和铸造铜合金、金属碳复合材料等,在耐磨减摩、节能节材上仍存在着一些问题。据悉,



 锻造ZQAl9-4铝青铜合金裂纹分析
锻造ZQAl9-4铝青铜合金裂纹分析 锻造ZQAl9-4铝青铜合金裂纹分析
高强铝青铜合金因具有良好的物理性能和机械性能,广泛应用于民用和军工行业.本文中研究分析了zqa19-4高强铝青铜合金在锻造过程中出现的断裂进行了失效分析.通过宏观断口分析和显微组织微观分析表明零件的断裂主要是由于变形应力超过了合金的屈服极限和k相形成了裂纹源的缘故,使其发生了沿晶脆性断裂.
铝青铜合金热变形流变应力特征 铝青铜合金热变形流变应力特征
采用gleeble-3500热模拟机进行圆柱体压缩试验,研究了新型铝青铜合金在变形温度为650~950℃、应变速率为0.01~5s-1、真应变为0~0.8条件下的流变应力特征。结果表明:应变速率为0.01和5s-1时,铝青铜合金首先出现加工硬化,流变应力达到峰值后趋于平稳,表现出动态回复的特征;应变速率为0.1和1s-1时,合金发生了局部动态再结晶;可用zener-hollomon参数的双曲正弦形式来描述新型铝青铜合金热压缩变形时的流变应力行为。
编辑推荐下载
新型铸造锡青铜合金的微观组织和性能 新型铸造锡青铜合金的微观组织和性能
格式:pdf
大小:502KB
页数:4P
4.7
利用真空熔炼离心工艺浇铸了zcusn10zn2feco合金试样棒。利用sem、tem分析了新型铸造合金的微观组织。结果表明:和zcusn10zn2合金相比,zcusn10zn2feco合金的抗拉强度提高到了400~450mpa,提高了70%~90%,伸长率保持在12%以上,没有明显下降。透射电镜下,铜基体中弥散分布着数量众多的细小析出相,直径在2~20nm之间不等,直径大于100nm的纳米析出相数量很少。纳米尺寸的析出相对位错的钉轧和阻碍作用明显,位错塞积可见。孪晶组织中存在着高密度的位错和数量众多的纳米析出相,是合金强度提高的重要原因之一。合金的断裂形式呈韧性断裂。
挤压不锈钢用高铝青铜合金模具材料 挤压不锈钢用高铝青铜合金模具材料
格式:pdf
大小:270KB
页数:4P
4.6
在分析铜合金模具材料优异特性的基础上,研究制备新型高铝复杂青铜合金挤压不锈钢模具材料。结果表明,研制的cu14alx高铝复杂青铜合金材料性能与国内外研究开发的新型模用铜合金相比,具有较小的摩擦系数和对不锈钢等铁基材料很好的抗粘着性,是无冲击静态挤压不锈钢制品的优秀模具材料。
天津推出新型高锰铝青铜合金滑板热门文档
等离子制备高铝青铜合金粉体涂层的组织及其性能 等离子制备高铝青铜合金粉体涂层的组织及其性能
格式:pdf
大小:871KB
页数:6P
4.6
为解决模具关键部位更换铝青铜垫块的加工、更换困难和铝青铜模具脆性大的问题,通过气体水雾化法制备cu-14al-x高铝青铜合金粉末,用等离子热喷涂制备涂层.用x射线衍射分析、往复式摩擦实验、扫描电镜、电子探针等方法研究cu-14al-x合金等离子涂层组织、结合强度和摩擦磨损性能.结果表明,涂层与基材为冶金结合,组织为β+γ+κ,硬度达372hv,试样在实际工况相当参数(压力15.6mpa,滑动速度0.2m/s)下与304不锈钢干摩擦对磨,摩擦系数为0.08.等离子涂层具有良好的减摩性和耐磨性,满足静态挤压模具工作要求.
等通道转角挤压对铝青铜合金组织及摩擦学性能的影响 等通道转角挤压对铝青铜合金组织及摩擦学性能的影响
格式:pdf
大小:1.5MB
页数:5P
4.6
对铝青铜合金(cu-10%al-4%fe)进行了等通道转角挤压(ecae)热加工处理,研究了ecae对合金微观组织、力学性能及摩擦学性能的影响.结果表明:ecae热挤压后合金的晶粒显著细化,晶粒尺寸随着挤压道次的增加而逐步减小;晶粒细化导致合金的硬度与屈服强度显著增加,提高了合金抵抗塑性变形能力,减轻了磨粒对合金表面的犁削作用;ecae热挤压细化了合金中的第二相,减小了脱落硬质颗粒压入合金表面的深度与宽度,降低了合金的磨损量,提高了合金的摩擦学性能.
闸阀密封座喷涂铝青铜合金的试验研究 闸阀密封座喷涂铝青铜合金的试验研究
格式:pdf
大小:364KB
页数:3P
4.4
采用电弧喷涂工艺在dn600mm闸阀的阀体和闸板密封座上喷涂铝青铜合金,通过工艺性试验,对涂层与基体的力学性能和整台产品的耐压密封性进行了检验和测试,结果表明力学性能及密封性能符合设计和使用要求,并有良好的经济效益。
Ce对铝青铜合金粉体材料涂层微观组织结构的影响 Ce对铝青铜合金粉体材料涂层微观组织结构的影响
格式:pdf
大小:414KB
页数:3P
4.5
利用等离子喷焊技术,将自主研究开发的多元铜合金粉体(含ce和不含ce)涂覆在45#钢表面,通过sem等对熔覆层表面微观组织观察,采用x射线衍射、表面eds、epma等分析手段,研究ce在多元铝青铜粉末熔覆层中的分布及其对微观组织结构的影响。结果表明:稀土ce在多元铝青铜合金粉体材料涂层中以化合物的形式存在,主要富集在晶界,少量分布在晶粒内.
超音速等离子制备多元铝青铜合金涂层的组织 超音速等离子制备多元铝青铜合金涂层的组织
格式:pdf
大小:671KB
页数:4P
4.3
采用超音速等离子喷涂技术将新型多元铝青铜合金粉体喷涂在45号钢基体表面。运用xrd、sem、eds、epma等手段分析了涂层的组织特点及元素分布情况。结果表明,超音速等离子喷涂层主要由cu9al4、alfe3、alfe等相组成;涂层元素分布均匀;超音速等离子喷涂层硬度高于传统等离子喷焊层;涂层的结合强度为59.3mpa。可见,经过工艺参数的优化,超音速等离子喷涂可以制备出类似于多元铝青铜合金的易氧化涂层。
天津推出新型高锰铝青铜合金滑板精华文档
铝青铜合金粉末涂层制备中Fe元素的扩散特性 铝青铜合金粉末涂层制备中Fe元素的扩散特性
格式:pdf
大小:626KB
页数:4P
4.5
利用等离子喷焊和激光熔敷技术,将铝青铜合金粉末涂敷在45#钢表面,通过对涂层金相组织观察、界面金相观察、x-ray分析、表面eds分析、对fe元素的epma分析,研究fe元素在铜合金涂层中的扩散特性.结果表明,采用等离子喷焊技术制备的涂层中,fe元素从基材到合金涂层有较强烈持续的扩散过程;采用激光熔敷技术制备的涂层中,fe元素在基体与合金涂层之间无明显的扩散现象.可见,fe元素在等离子喷焊层中扩散率较高,在激光熔敷层中扩散率较低.
新型铝青铜合金粉体材料涂层耐腐蚀性能研究 新型铝青铜合金粉体材料涂层耐腐蚀性能研究
格式:pdf
大小:1002KB
页数:5P
4.5
采用扫描电镜、能谱及静态浸泡腐蚀实验等方法研究了雾化法制备的新型铝铜合金粉末(cu-14al-x)通过等离子喷焊的方式作为涂层材料分别在3.5mol/lnacl溶液、10mol/lhcl溶液、5mol/lh2so4溶液中的腐蚀行为以及耐腐蚀性。结果表明,这种新型的涂层材料具有良好的耐腐蚀性能。涂层中的(α+γ2)共析体与β′相、α相和k相相比,具有优先腐蚀倾向,涂层发生的主要是脱铝腐蚀。在3种溶液环境下的腐蚀速率由小到大依次为:5mol/lh2so4溶液,10mol/lhcl溶液,3.5mol/lnacl溶液。
铝青铜
格式:pdf
大小:5KB
页数:1P
4.6
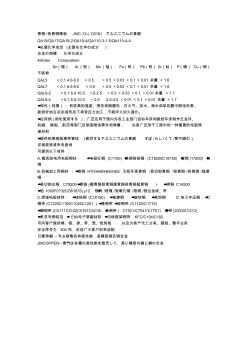
青铜/铝青铜棒板jmc-13-lc6161アルミニウムの青銅 qa15/qa17/qa19-2/qa19-4/qa110-3-1.5/qa110-4-4 ●主要化学成份(主要な化学の成分): 合金の商標化学の成分 articlescomposition sn(锡)al(铝)mn(锰)fe(铁)pb(铅)si(硅)p(磷)cu(铜) 不純物 qal5<0.14.0-6.0<0.5<0.5<0.03<0.1<0.01余量<1.6 qal7<0.16.0-8.0<0.5<0.5<0.03<0.1<0.01余量<1.6 qal9-2<0.18.0-10.01.5-2.5<0.5<0.03<0.1<0.01余量<1.7 qa
热处理对锡青铜合金组织和性能的影响 热处理对锡青铜合金组织和性能的影响
格式:pdf
大小:1.4MB
页数:4P
4.5
以zqsn10-2锡青铜合金成分为基础,研究加入少量的ni和后续扩散退火热处理对合金组织结构和性能的影响。研究结果表明:合金组织为α-cu固溶体和δ相,δ相沿晶界析出,含有较高的sn和ni,通过500~600℃热处理,部分δ相扩散固溶到α-cu相中,使得合金强度和伸长率大幅度提高。
磷青铜能不能替代铝青铜
格式:pdf
大小:60KB
页数:9P
4.3
磷青铜能不能替代铝青铜 相关性能和了解更多加工性能可以百度绿兴金属找到我们。 不能替代的,磷青铜是做弹性材料,铝青铜是耐磨材料,性能不一样的 磷铜(磷青铜)(锡青铜)(锡磷青铜)由青铜添加脱气剂磷p含量0.03~0.35%, 锡含量5~8%及其它微量元素如铁fe,锌zn等组成延展性,耐疲劳性均佳可 用于电气及机械材料,可靠度高于一般铜合金制品。 磷铜简介 磷铜,磷和铜的合金。代替纯磷用于还原黄铜和青铜合金,在制造磷青铜时作为 加磷用。它分为5%,10%和15%的级别,并可直接加入熔化的金属中。其作用 是强还原剂,而且磷使青铜变硬。即使在铜或青铜中加入少量的磷也能提高其疲 劳强度。制造磷铜,需把磷块压入熔化的铜里,直到反应停止。磷在铜中的比例 在8.27%之内时可溶,形成cu3p,其熔点为707℃。含10%磷的磷铜熔点为 850℃,含15%磷的熔点为102
天津推出新型高锰铝青铜合金滑板最新文档
各种型号铝青铜铜套的特性
格式:pdf
大小:11KB
页数:1P
4.6
标题:各种型号铝青铜铜套的特性 关键字:铜套,铝青铜铜套,铜套厂家,铜滑板 描述:山东正祥工矿设备股份有限公司是专业的铝青铜铜套的生产厂家,提供砂 型铸造、金属型铸造、离心铸造等铸造工艺,如有需要欢迎来图加工。 山东正祥工矿是专业的铝青铜铜套的生产厂家,公司自成立以来不断发展壮 大,现已具备完整的有色金属加工铸造设备和丰富的经验。 铝青铜是青铜含铝量一般不超过11.5%的铜合金,有时还加入适量的铁、镍、 锰等元素,进一步改善性能。铝青铜铜套可热处理强化,其强度比锡青铜铜套高, 抗高温氧化性也较好。 含有铁、锰元素的铝青铜铜套有高的强度和耐磨性,经淬火、回火后可提高 硬度,有较好的高温耐蚀性和抗氧化性,在大气、淡水和海水中抗蚀性很好,可 切削性尚可,可焊接不易纤焊,热态下压力加工良好。 铝青铜具有良好的切削磨削性能,可焊接,易热加工成型。合金主要用于制造 支架、齿轮、

QAl10-3-1.5铝青铜
格式:pdf
大小:6KB
页数:3P
4.5
qal10-3-1.5铝青铜 青铜、白铜、黄铜分简单和复杂两种,qal10-3-1.5就是其中的一种, 想知道它是哪种铜合金吗?这就得从其化学成分来区分: 材料名称:铝青铜拉制棒(硬,5~40mm) 牌号:qal10-3-1.5 标准:gb/t4423-1992 ●qal10-3-1.5化学成份: 铜cu:余量 锡sn:≤0.1 锌zn:≤0.5 铅pb:≤0.03 磷p:≤0.01 铝al:8.5~10.0 铁fe:2.0~4.0 锰mn:1.0~2.0 硅si:≤0.1 注:≤0.75(杂质) ●qal10-3-1.5力学性能: 抗拉强度σb(mpa):≥630 伸长率δ10(%):≥6 伸长率δ5(%):≥8 注:棒材的纵向室温拉伸力学性能 试样尺寸:直径或对边距离5~40 ●qal10-3-1.5热处理规范:热加工温度775

QAl10-3-1.5铝青铜应用及特性
格式:pdf
大小:6KB
页数:3P
4.5
1/3 qal10-3-1.5铝青铜 青铜、白铜、黄铜分简单和复杂两种,qal10-3-1.5就是其中的一种,想知 道它是哪种铜合金吗?这就得从其化学成分来区分: 材料名称:铝青铜拉制棒(硬,5~40mm) 牌号:qal10-3-1.5 标准:gb/t4423-1992 ●qal10-3-1.5化学成份: 铜cu:余量 xxsn:≤0.1 锌zn:≤0.5 铅pb:≤0.03 磷p:≤0.01 铝al:8.5~10.0 铁fe:2.0~4.0 锰mn:1.0~2.0 硅si:≤0.1 注:≤0.75(杂质) ●qal10-3-1.5力学性能: 抗拉强度σb(mpa):≥630 伸长率δ10(%):≥6 伸长率δ5(%):≥8 2/3 注:棒材的纵向室温拉伸力学性能 试样尺寸:直径或对边距离5~40 ●qal10-3-1.5热
镍铝青铜C95800的焊接 镍铝青铜C95800的焊接
格式:pdf
大小:121KB
页数:2P
4.4
2012年抚顺某单位承揽了美国一家公司一批铸管及泵头的制造任务。该批设备的主体材料为astmb-148unsc95800,系镍铝青铜铸件,铸件最大厚度为18mm,服役环境为海水及浓盐水等。由于工作环境的特殊,设备制造图纸对其技术要求很高。为保证制造质量,在经过查阅的相关资料[1]以及严格的焊接工艺评定,最后确定了c95800材料的氩弧焊接工艺。1焊接接头的性能要求设备制造图纸对焊接接头的力学性能、耐腐蚀性能要求均需满足asme规范第ⅷ卷和相关工程标准的技术要求。
胎圈钢丝化学镀锡青铜合金工艺研究进展 胎圈钢丝化学镀锡青铜合金工艺研究进展
格式:pdf
大小:39KB
页数:4P
4.4
基于化学镀锡青铜胎圈钢丝的生产工艺,同时综合了国内外研究领域的相关评述,探讨了现阶段实际生产中化学镀锡青铜合金的影响因素,为化学镀锡青铜合金制备工艺的优化与完善提供参考和依据。
超高锰钢与铝青铜衬板的焊接工艺 超高锰钢与铝青铜衬板的焊接工艺
格式:pdf
大小:181KB
页数:未知
4.4
通过对细破碎机上超高锰钢与铝青铜衬板角焊缝断裂的情况和它们的焊接性能分析,选择合适的焊接材料、堆焊过渡层和采取合理的焊接工艺及措施,解决了超高锰钢与铝青铜衬板异种金属角接焊缝的问题,保证了角焊缝的焊接质量和使用性能要求。
新型高韧度铝-铜-锂薄板合金 新型高韧度铝-铜-锂薄板合金
格式:pdf
大小:56KB
页数:1P
4.7
加拿大铝业公司法国雷纳技术中心(alcanrhenalu)发明一种具有高的断裂韧度的al-cu-li合金,生产薄板与中板(light-gaugeplate),在美国取得了专利,专利号us7744704b2。合金成分(质量分数/%):2.7~3.4cu,0.8~1.4li,0.1~0.8ag,0.2~0.6mg,下列元素至少有一种:0.02~1.3zr、0.05~0.8mn、0.05~0.2cr、0.05~0.3sc、0.05~0.5hf、0.05~0.15ti,其余为铝及不可避免的杂质;铜与锂含量应保持如下关系:(cu+5/3li)<5.2。铸锭在490℃~530℃均匀化退火5h~60h。将锭轧成最终厚度为0.8mm~12mm的
日本研发出新型空调用含锡铜合金管 日本研发出新型空调用含锡铜合金管
格式:pdf
大小:63KB
页数:1P
4.5
据日本金属日报报道,三种含锡的空调用新型铜合金管将于7月通过日本工业标准部门鉴定。这三种新型铜合金管均添加了部分金属锡和钴,在减小尺寸的同时,大大增强了强度,并降低了成本。目前,日本最大的铜合金管生产企业kobelco每月可生产该种类型铜管200吨。通过标准鉴定后,将在更多的企业内进行生产。
铝青铜表面粉末火焰喷涂Ni60合金涂层的耐蚀性研究 铝青铜表面粉末火焰喷涂Ni60合金涂层的耐蚀性研究
格式:pdf
大小:538KB
页数:4P
4.5
采用氧-乙炔火焰喷涂-重熔技术在qal9-4铝青铜表面制备ni60合金涂层,通过静态浸泡试验﹑电化学实验及表面分析技术等方法对铝青铜基体和ni60合金涂层在3.5%nacl溶液中的腐蚀行为进行了研究。结果表明,ni60合金涂层可以明显提高铝青铜基体的耐蚀性能;基体主要发生脱铝腐蚀,而涂层的腐蚀过程则是铬元素的优先溶解。
天津推出新型高锰铝青铜合金滑板相关
文辑推荐
知识推荐
百科推荐

职位:驻场安全员
擅长专业:土建 安装 装饰 市政 园林


