

数字式超声波探伤仪在不锈钢小径管中的应用
格式:pdf
大小:270KB
页数:3P
人气 :91
 4.4
4.4
通过对DL/T 820-2002《管道焊接接头超声波检验技术规程》中奥氏体不锈钢对接接头超声波检验方法的探讨,分析了如何正确使用数字式超声波探伤仪,达到准确的缺陷定位,进而确保了缺陷的检出率,保证机组设备运行的安全性、经济性。



HS-I型数字式超声波探伤仪安全操作规程
q/tgoodg63-06-hv.28 -1- hs-i型数字式超声波探伤仪安全操作规程 1.目的 为保证人员和设备的安全、使产品质量得以保证所以制定此安全操作规程;凡操作者必 须严格按照本操作规程作业。 2.适用范围 试验人员 3.内容 3.1斜探头入射零点快捷调校模式 下面以csk-ⅰa标准试块为例如图所示,介绍斜探头的快捷调校步骤。 (1)将探头与仪器连接好,如上图所示将探头放置在csk-ⅰa试块上。 (2)按通道键,再按键,选择任意斜/表探头通道,按键,进入参数 列表,按键将光标移动到试块选择栏,把试块选择栏改为csk-ⅰa试块, 按键,退出参数列表。 3.2进行自动校准 (1)按热键进入自动校准功能,屏幕右上角显示“自动校准”字样。 (2)将斜探头放置在csk-ⅰa试块的r50和r100的圆心处,来回移动探头,直到r50和

超声波探伤仪使用说明汇总
◆武汉中科创新技术股份有限公司◆1 hs620数字式超声波探伤仪简介 ◆武汉中科创新技术有限公司◆2 目录 一、hs620数字式超声波探伤仪简介..........................................4 1.1本机特点........................................................................................................................4 1.2主要技术参数...............................................................................................................4 1.3仪器主要部件名称.
编辑推荐下载
如何选择超声波探伤仪探头
格式:pdf
大小:37KB
页数:3P
4.6
如何选择超声波探伤仪探头 超声波探伤仪探头的主要作用:一是将返回来的声波转换成电脉冲;二是控 制超声波的传播方向和能量集中的程度,当改变探头入射角或改变超声波的扩散 角时,可使声波的主要能量按不同的角度射入介质内部或改变声波的指向性,提 高分辨率;三是实现波形转换;四是控制工作频率,适用于不同的工作条件。 超声波探伤仪探头种类繁多,日常使用中常见的探头种类有以下几种: 1、超声波探伤仪直探头 进行垂直探伤用的单晶片探头,主要用于纵波探伤。直探头由插座、外壳、 保护膜、压电晶片、吸声材料等组成,头接触面为可更换的软膜,用于检测表面 粗糙的工件。 2、超声波探伤仪斜探头 进行斜射探伤用的探头,主要用于横波探伤。斜探头由斜块、压电晶片、吸 声材料、外壳、插座等组成,斜探头的声束与探头表面倾斜,因此可用于检测直 声束无法到达的部位、或者缺陷的方向与检测面之间存在夹角的区域。 3、超
常见缺陷的波形特征-超声波探伤仪
格式:pdf
大小:1.4MB
页数:6P
4.5
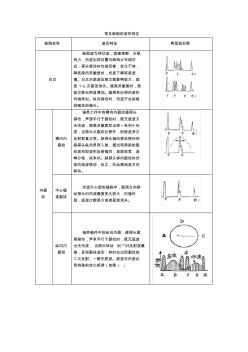
常见缺陷的波形特征 缺陷名称波形特征典型波形图 白点 缺陷波为林状波,波峰清晰,尖锐 有力,伤波出现位置与缺陷分布相对 应,探头移动时伤波切换,变化不快, 降低探伤灵敏度时,伤波下降较底波 慢。白点对底波反射次数影响较大,底 波1~2次甚至消失。提高灵敏度时,底 波次数无明显增加。圆周各处探伤波形 均相类似。纵向探伤时,伤波不会延续 到锻坯的端头。 内裂 纹 横向内 裂纹 轴类工件中的横向内裂纹直探头 探伤,声速平行于裂纹时,既无底波又 无伤波,提高灵敏度后出现一系列小伤 波,当探头从裂纹处移开,则底波多次 反射恢复正常。斜探头轴向移动探伤和 直探头纵向贯穿入射,都出现典型的裂 纹波形即波形反射强烈,波底较宽,波 峰分枝,成束状。斜探头移向裂纹时伤 波向始波移动,反之,向远离始波方向 移动。 中心锻 造裂纹 伤波为心部的强脉冲,圆周方向移 动探头时伤波幅度变化较大,时强时 弱,底波
数字式超声波探伤仪在不锈钢小径管中应用热门文档
超声波探伤仪探头的分类
格式:pdf
大小:11KB
页数:2P
4.7
超声波探伤仪探头的分类 超声波探伤仪探头主要由压电晶片组成。探头可发射及接收超声波。探头由于其结构的不同可分为直探头(纵 波)、斜探头(横波)、表面波探头(表面波)、兰姆波探头(兰姆波)、可变角探头(纵波、横波、表面波、兰 姆波)、双探头(一个探头发射,另一个探头接收)、聚焦探头(将声波聚集为一细束)、水浸探头(可浸在液体 中)以及其它专用探头(如探高压瓷瓶的s型或扁平探头或探人体用的医用探头)等。 1.超声波探伤仪探头之一:直探头 直探头也称平探头,可发射及接受纵波。 直探头主要由压电晶片、阻尼块(吸收块)及保护膜组成。 (1)压电晶片压电晶片的厚度与超声频率成反比。例如锆钛酸铅(pzt-5)的频率厚度常数为1890千赫 /毫米,晶片厚度为1毫米时,自然频率为1.89兆赫,厚度为0.7毫米时,自然频率约2.5兆赫。电压晶片的直径 与扩散角成反比。电压

超声波探伤仪标准试块
格式:pdf
大小:180KB
页数:6P
4.5
产品名称:超声波探伤仪标准试块 一、国际标准化组织标准试块 标准编号试块型式单位说明 iso2400-1972e 《钢焊缝超声检测设备校准用试块》 iiw(荷兰试块、v-1试块) 块 碳钢 iiwⅰ不锈钢、铝合金 iiwⅰ试块专用支架台 iso7963:1985 《钢焊缝焊缝超声检测用2号校准试块》 iiwⅱ 块 碳钢 iiwⅱ不锈钢、铝合金 二、中华人民共和国国家标准试块 标准编号试块型式单位说明 gb/t3310-1999 《铜合金棒材超声波探伤方法》 平底孔标准人工缺陷试块 块 来料加工 短横孔标准人工缺陷试块来料加工 gb/t4162-1991 《锻轧钢棒超声波检验方法》 对比试块(用于纵波检验)直径≤120mm 对比试块(用于横波检验)直径≤120mm gb/t6402-1991 《钢锻件超声波检验方法》 平面
超声波探伤仪、探头及试块
格式:pdf
大小:696KB
页数:12P
4.4
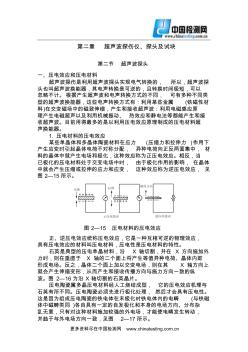
更多资料尽在中国检测网www.***.*** 第二章超声波探伤仪、探头及试块 第二节超声波探头 一、压电效应和压电材料 超声波探伤是利用超声波探头实现电气转换的,所以,超声波探 头也叫超声波换能器,其电声转换是可逆的,且转换时间极短,可以 忽略不计。根据产生超声波和电声转换方式的不同,可有多种不同类 型的超声波换能器,这些电声转换方式有:利用某些金属(铁磁性材 料)在交变磁场中的磁致伸缩,产生和接收超声波:利用电磁感应原 理产生电磁超声以及利用机械振动、热效应和静电法等都能产生和接 收超声波。目前用得最多的是以利用压电效应原理制成的压电材料超 声换能器。 1.压电材料的压电效应 某些单晶体和多晶体陶瓷材料在应力(压缩力和拉伸力)作用下 产生应变时引起晶体电荷不对称分配,异种电荷向正反两面集中,材 料的晶体中就产生电场和极化,这种效应称为正压

超声波探伤仪探头分类
格式:pdf
大小:16KB
页数:5P
4.7
超声波探伤仪探头分类 资料整理:无损检测资源网 http://www.***.***无损检测资源网 超声波探伤仪探头的分类 超声波探伤仪探头主要由压电晶片组成。探头可发射及接收超声波。 探头由于其结构的不同可分为直探头(纵波)、斜探头(横波)、表面波 探头(表面波)、兰姆波探头(兰姆波)、可变角探头(纵波、横波、表 面波、兰姆波)、双探头(一个探头发射,另一个探头接收)、聚焦探头 (将声波聚集为一细束)、水浸探头(可浸在液体中)以及其它专用探头 (如探高压瓷瓶的s型或扁平探头或探人体用的医用探头)等。 1.超声波探伤仪探头之一:直探头 直探头也称平探头,可发射及接受纵波。 直探头主要由压电晶片、阻尼块(吸收块)及保护膜组成。 (1)压电晶片压电晶片的厚度与超声频率成反比。例如锆钛酸铅 (pzt-5)的频率厚度常数为1890千赫/毫米,晶片厚度为1毫米时,自然频 率
超声波探伤仪的焊缝检验规范
格式:pdf
大小:70KB
页数:6P
4.6
超声波探伤仪的焊缝检验规范 发布时间:10-09-20来源:点击量:2187字段选择:大中小 超声波探伤仪主要用来探铸件、锻件、板材、管件及焊缝等工件; 超声波探伤仪探铸件 铸件有多种分类方法:按其所用金属材料的不同,分为铸钢件、铸铁件、铸 铜件、铸铝件、铸镁件、铸锌件、铸钛件等。 铸件由于多种因素影响,常常会出现气孔、针孔、夹渣、裂纹、凹坑等缺陷。 常用的修补设备为氩弧焊机、电阻焊机、冷焊机等。对于质量与外观要求不高的 铸件缺陷可以用氩弧焊机等发热量大、速度快的焊机来修补。 但在精密铸铜件缺陷修补领域,由于氩焊热影响大,修补时会造成铸件变形、 硬度降低、砂眼、局部退火、开裂、针孔、磨损、划伤、咬边、或者是结合力不 够及内应力损伤等二次缺陷。 冷焊机正好克服了以上缺点,其优点主要表现在热影响区域小,铸件无需预 热,常温冷焊修补,因而无变形、咬边和残
数字式超声波探伤仪在不锈钢小径管中应用精华文档
CTD350数字便携超声波探伤仪使用说明
格式:pdf
大小:332KB
页数:3P
4.6
hrt350数字便携超声波探伤仪 hrt350数字超声波探伤仪适用于制造、钢铁冶金业、金属加工业、化工业等需要缺陷 检测和质量控制的领域,也广泛应用于航空航天、铁路交通、锅炉压力容器等领域的在役安 全检查与寿命评估。 一、功能特点 全中文显示,主从式菜单,并设计有快捷按键和数码飞梭旋轮,操作便捷,技术领先。 全数字真彩色液晶显示器,可根据环境选择背景色和波形颜色,液晶亮度可自由设定。高 性能安保电池模块便于拆装,可以脱机独立充电,大容量高性能锂离子电池模块使仪器连 续工作时间延长到八小时以上;仪器轻小便携,单手即可以把持,经久耐用,引导行业潮 流,适用于gb、en、aws各种标准。 二、主要技术参数 检测范围:(0~9999)mm 工作频率:(0.2~20)mhz 声速范围:(1000~9999)m/s 动态范围:≥32db 垂直线性误差:≤2.5% 水平
 同种不锈钢小径管焊缝超声波探伤的方法
同种不锈钢小径管焊缝超声波探伤的方法 同种不锈钢小径管焊缝超声波探伤的方法
格式:pdf
大小:126KB
页数:4P
4.7
文章对锅炉受热面同种不锈钢小径管对接焊缝超声波探伤方法的中探头研制,探伤工艺简要阐述,为不锈钢小径管对接焊缝的探伤方法探索出一种可行的途径。
同种不锈钢小径管焊缝超声波探伤的方法 同种不锈钢小径管焊缝超声波探伤的方法
格式:pdf
大小:532KB
页数:未知
4.3
文章对锅炉受热面同种不锈钢小径管对接焊缝超声波探伤方法中探头研制、探伤工艺等进行了简要阐述,为不锈钢小径管对接焊缝的探伤方法探索出一种可行的途径

数字式超声波探伤仪中高速数据采集模块设计
格式:pdf
大小:1.2MB
页数:4P
4.6
数字式超声波探伤仪中高速数据采集模块设计 作者:储明聚,周西峰,郭前岗,chumingju,zhouxifeng,guoqiangang 作者单位:南京邮电大学,自动化学院,江苏,南京,210003 刊名:现代电子技术 英文刊名:modernelectronicstechnique 年,卷(期):2010,33(6) 参考文献(10条) 1.于寒;李黎数据采集系统抗干扰技术[期刊论文]-科技信息2008(22) 2.analogcorporationad9446datasheet2005 3.李粤得;张雷刚;余胜康基于ad9228的超声数据采集电路的设计[期刊论文]-生物医学工程研究2008(04) 4.郑宝华基于fpga的高速数据采集及处理系统设计[期刊论文]-吉林化工学院学报2008(04) 5.孙兵usb2.0在
用超声波探伤仪耐火材料的热震结构损伤 用超声波探伤仪耐火材料的热震结构损伤
格式:pdf
大小:83KB
页数:2P
4.5
探讨了利用超声波探伤测定耐火材料热震结构损伤的可行性。结果表明:对于在试验温度范围内不发生物理化学变化的耐火材料,如镁尖晶石砖,用超声波探伤仪测定其热震结构损伤具有可行性;耐对那些在试验温度范围内发生物理化学变化的耐火材料,如含钛酸铝制品,是不可行的。对于含碳的影响,应选择适宜的超声波频率,才能获得较好的试验效果。
数字式超声波探伤仪在不锈钢小径管中应用最新文档
无损检测:超声波探伤仪的性能特点
格式:pdf
大小:12KB
页数:1P
4.3
无损检测:超声波探伤仪的性能特点 超声波探伤仪是一种便携式工业无损探伤仪器,它能够快速便捷、无损伤、 精确地进行工件内部多种缺陷(裂纹、夹杂、气孔等)的检测、定位、评估和诊 断。既可以用于实验室,也可以用于工程现场,并具有以下性能特点。 测量显示方式:a型显示方式、b型显示方式; 探头阻尼通过菜单选择在50、100、400之间切换; 检波方式有正半波、负半波、全波和射频四种方式可供选择; 具有线性抑制功能,最大抑制为屏高的80[%]; 可以在单探头、双探头及透射三种探伤工作方式之间任意切换; 具有闸门设置和报警功能。能够在屏幕上任意设置闸门的位置和宽度,并可 以分别设置进波报警与失波报警; 具有32个独立探伤通道,每个通道单独设置一组探伤参数。 具有存储功能,每个通道可以存储32幅共1024幅a扫图形、参数及dac 曲线;每个通
超声波探伤仪探头标定实验指导书
格式:pdf
大小:179KB
页数:6P
4.5
实验三超声波探伤仪探头标定实验指导书 一、实验目的 1、熟练掌握数字探伤仪的使用方法; 2、掌握超声波探伤仪探头校准方法 3、理解探头k值、探测灵敏度的含义。 二、预习内容 1、熟悉探伤仪使用说明书 2、了解实验设备 3、深刻理解实验内容和方法。 三、实验内容 完成探头如下标定内容:校距离、校k值、制作距离波幅曲线、确定检测 范围、确定探伤灵敏度。 四、注意事项 探头k值应为2(探头规格2.5p1313k2),由于要执行gb4730-93标准, 根据此标准可知,校准用的标准试块为csk-ⅰa,对比试块为csk-ⅲa,当工件厚 度为20mm时,则判废线为16+5db,定量线为16-3db,评定线为16-9db, 此三条线的16是指csk-ⅲa试块上的人工缺陷(短横孔),三条线分别加减多 少db是以16短横孔为
不锈钢管的超声波探伤方法简析
格式:pdf
大小:24KB
页数:2P
4.5
不锈钢管的超声波探伤方法简析 采用a型脉冲反射式超声波探伤仪,用聚焦探头横波反射法进行探伤。 适用于单层无缝直筒形外径6─7mm、壁厚0.5─6mm的不锈钢管超声波探 伤。 也可供其他钢类的钢管作超声波探伤时参考,但不适于异型钢管和极薄壁钢 管超声波探伤。 探伤目的是发现破坏管材连续性的纵向缺陷。 对管材上缺陷的实际尺寸、缺陷的形成和性质均不属本标准范围。缺陷的评 定以标准试样的反射当量为依据。 1标准试样 1.1标准试样应与被探钢管的规格相同,化学成分、表面状态和热处理工艺相似。 标准试样不得有自然缺陷。 1.2标准试样内外壁人工槽可以分别刻在两根管上。内外壁刻有人工槽的标准试 样可在人工槽加工好后用适当方法连接,连接后应符合4.1条的规定。外径不大 于12mm的内壁人工槽由供需双方协商确定。 1.3人工槽可在标准试样全长中部的内表面或外表面加工。 1.
外方内圆不锈钢管超声波探伤 外方内圆不锈钢管超声波探伤
格式:pdf
大小:1.0MB
页数:4P
4.7
对外方内圆不锈钢管进行了超声波探伤试验。结果表明,用水浸多探头非垂直入射方法可以检出外方内圆不锈钢管中所有的ф0.5mm×4mm孔和纵横向r0.5mm×2mm半圆槽的当量缺陷,以实现全体积的较高灵敏度的超声检测。
无损检测:超声波探伤仪故障和解决方法
格式:pdf
大小:12KB
页数:1P
4.5
无损检测:超声波探伤仪故障和解决方法 无损检测:超声波探伤仪故障和解决方法 一、为何超声波探伤仪在操作过程中出现死机,且关机后不能再开机? 答:由于超声波探伤仪受到剧烈震动或者误操作或其它原因使存储器内容出 现混乱,从而导致出现死机现象,此时关机后过30秒后再开机,一般可以重 新进行正常操作。在某些极端情况下可能会出现开机即死机的现象,此时用户 可将仪器初始化,即可消除此现象,但仪器内部存储数据可能会部分或全部丢 失。在此我们特别提醒用户,要及时将需打印或传送到计算机备份的内容打印 或备份。对可能造成的数据丢失,我们表示万分的抱歉和遗憾。 二、超声波探伤仪开机后,屏幕显示混乱或无法执行该怎么办?1.关机,等待 1分钟后再开机; 2.将仪器初始化; 3.按不能开机情况处理。 三、超声波探伤仪关机后立即开机,为何会鸣叫报警或没有回波?答: 造成这一现象的原因是由于开关机间
用超声波探伤仪测定耐火材料的热震结构损伤 用超声波探伤仪测定耐火材料的热震结构损伤
格式:pdf
大小:316KB
页数:未知
4.5
探讨了利用超声波探伤仪测定耐火材料热震结构损伤的可行性。结果表明:对于在试验温度范围内不发生物理化学变化的耐火材料,如镁尖晶石砖,用超声波探伤仪测定其热震结构损伤具有可行性;而对那些在试验温度范围内发生物理化学变化的耐火材料,如含钛酸铝制品,是不可行的。对于含碳的制品,应选择适宜的超声波频率,才能获得较好的试验效果。
 小径管异种钢焊接接头超声波探伤的探讨
小径管异种钢焊接接头超声波探伤的探讨 小径管异种钢焊接接头超声波探伤的探讨
格式:pdf
大小:167KB
页数:未知
4.4
在高参数的电厂中,存在大量的奥氏体钢与铁素体钢的异种钢焊接接头,由于不同母材金属的化学成分、组织以及性能的差异,给超声波探伤带来很大难度。采用纵波斜角法以及小波理论配置超声波探伤领事处理系统进行检测的方法,可以抑制噪声,提高信噪比,容易判断小径管异种钢焊缝中存在的缺陷及方位。
新型奥氏体钢小径管焊接接头的超声波探伤 新型奥氏体钢小径管焊接接头的超声波探伤
格式:pdf
大小:139KB
页数:3P
4.5
在超(超)临界发电机组的锅炉受热面中,super304h等新型奥氏体材料应用越来越广泛,文章结合铁素体钢小径管焊接接头的超声波探伤方法,对新型奥氏体钢小径管进行分析及对比,指出其中的差异,并提出适用于现场的快速有效检测新型奥氏体钢小径管焊接接头的探伤方法。
数字式超声波探伤仪在不锈钢小径管中应用相关
文辑推荐
知识推荐
百科推荐


职位:市政给排水工程师
擅长专业:土建 安装 装饰 市政 园林


