




 高压电缆铝护套三种制作工艺的性能对比与分析
高压电缆铝护套三种制作工艺的性能对比与分析 高压电缆铝护套三种制作工艺的性能对比与分析
连续包覆挤铝技术制造电缆铝护套是连续挤压技术的进一步发展,是一种高效节能的新工艺。文中主要对高压交联聚乙烯(xlpe)电力电缆不同制造工艺的挤铝、压铝、氩弧焊铝护套进行力学性能和显微结构的分析,结果表明,挤铝护套的力学性能和显微组织优于氩弧焊铝护套,而压铝护套和挤铝护套无明显差别。
三种高压电缆铝护套制作工艺的性能对比与分析
高压电缆铝护套三种制作工艺的性能对比与分析 三种高压电缆铝护套制作工艺性能对比分析 随着国民经济的发展和城市化进程的加速,采用高压电力电缆送电正成为当 今城市电网建设的趋势。高压交联聚乙烯(xlpe)绝缘电力电缆制造技术的发 展与成熟,使之成为高压电缆输电线路的主流。高压xlpe电缆设计要考虑的因 素很多,其中金属护套的选择涉及电缆线路的安全性、可靠性及经济性。 金属护套在电缆中的主要作用是防水、承受短路电流、对绝缘线芯起保护作 用,因此,金属护套必须具有良好的机械性能、耐腐蚀以及良好的密封性能和导 电性能。通常使用的金属护套材料主要有铅或铝,由于铝与铅相比具有许多优点, 因此目前电缆金属护套材料较多采用铝或铝合金材料。 铝护套的制作有挤铝、压铝和氩弧焊三种工艺。本文主要对这三种工艺制作 的xlpe电缆铝护套的力学性能和显微结构进行对比、分析研究。 1铝护套的三种制作
编辑推荐下载

讨论高压电缆纵包铝护套和挤包铝护套工艺技术
格式:pdf
大小:22KB
页数:2P
 4.3
4.3
讨论高压电缆纵包铝护套和挤包铝护套工艺技术 压电缆中的金属皱纹铝护套有着承受电缆短路电流、径向防水以及承受抗侧压力的作 用,其生产工艺方式有纵包、氩弧焊和连续挤包两种形式。 一:氩弧焊焊接铝护套工艺技术 1:氩弧焊铝护套工艺是采用经过压延的厚度均匀的铝板,经清洗、精切、纵包、焊接、 在线检测、轧纹过程来实现的;该氩弧焊工艺是在氩气和氦气的保护下,一铝板为负极,钨 极为正极,通过低电压,大电流来完成焊接。钨极焊头只有2mm的直径, 并且由保护的气体连续吹向焊点处,迅速带走热量,使焊接部位均匀快速冷却,电缆结构不 会受到任何不良影响,同时也避免铝护套的高温氧化。 2:采用先进的氩弧焊接技术,并装有超声波等在线检测装置,保证了焊接的密封性, 为了检验是否还有漏焊,生产厂又加了一项中间检验装置,将整盘焊接后的电缆进行气密性 试验,且进行百分之百的检验。通过几年来的生产、使用及
三种高压电缆铝护套制作工艺性能对比与分析热门文档
高压电缆铝护套沥青涂覆工艺的改进 高压电缆铝护套沥青涂覆工艺的改进
格式:pdf
大小:146KB
页数:2P
4.7
0引言铝护套高压电缆具有柔软、耐弯曲、密封性和耐腐蚀性能好等特点,便于敷设以及电缆附件的安装,适用于对防水、防潮以及防腐蚀性要求较高的场合。铝护套是铝护套高压电缆的重要组成部分,其承担着径向防水、承受抗侧压力以及在短路故障下导通短路电流的作用,因而铝护套的质量直接关系到高压电缆能否安全运行。由于铝护套高压电缆需要长期敷设在地下较潮湿的环境中,因此为了使铝护套

 高压电缆冷缩头制作工艺改进
高压电缆冷缩头制作工艺改进 高压电缆冷缩头制作工艺改进
格式:pdf
大小:117KB
页数:1P
4.8
煤矿井下6kv(10kv)高压电缆之间用冷缩头进行连接,但原装冷缩头套件实际使用起来不太方便,对其进行巧妙的技术改进,既保证了原有的绝缘效果同时又提高了安装效率。
三种高压电缆铝护套制作工艺性能对比与分析精华文档
高压电缆冷缩型电缆头制作工艺及其注意事项
格式:pdf
大小:10KB
页数:2P
4.6
高压电缆冷缩型电缆头制作工艺流程 及其注意事项 在电力系统中,电缆以其施工维护方便、供电可靠性高等特点得 以广泛应用。冷缩电缆头由于现场施工简单方便,其冷缩管具有弹性, 只要抽出内芯尼龙支撑条,即可紧紧贴服在电缆上,不需要使用加热 工具,克服了热缩材料在电缆运行时,因热胀冷缩而产生的热缩材料 与电缆本体之间的间隙,因而得到了越来越广泛的应用。 一、冷缩电缆头制作的基本工艺原理 利用冷缩管的收缩性,使冷缩管与电缆完全紧贴,同时用半导体 自粘带密封端口,使其具有良好的绝缘和防水防潮效果。 二、冷缩电缆头制作的基本工艺流程 1、剥外护套 将电缆校直、擦净。剥去从安装位置到接线端子的外护套(可将 恒力弹簧暂时绕在外护套切断处,以方便剥去外护套)。 2、锯钢铠 暂用恒力弹簧顺钢铠将钢铠扎住,然后顺钢铠包紧方向锯一环形 深痕,(不要锯断第二层钢铠,防止伤到电缆),用一字螺丝刀撬起
 高压电缆冷缩型电缆头制作工艺
高压电缆冷缩型电缆头制作工艺 高压电缆冷缩型电缆头制作工艺
格式:pdf
大小:249KB
页数:2P
4.7
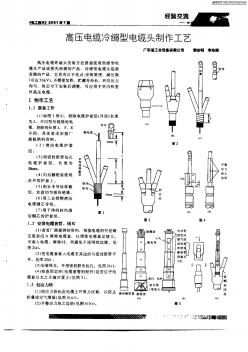
高压电缆终端头安装方法普遍使用热缩型电缆头产品或预先伸展的产品,冷缩型电缆头是新发展的产品,它具有以下优点:安装简便,耐压高(可达36kv),不需要加热,贮藏寿命长,环向压力均匀,线芯可于安装后调整,可应用于室内和室外高压电缆。1制作工艺1.1准备工作(1)如图1所示,剥除电缆护套层(外层)长度
三种高压电缆铝护套制作工艺性能对比与分析最新文档
高压电缆安装及电缆头制作工艺 高压电缆安装及电缆头制作工艺
格式:pdf
大小:45KB
页数:未知
4.8
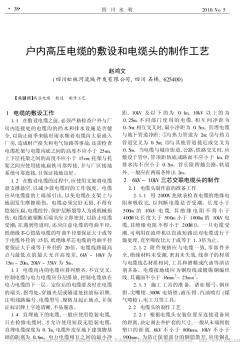
某电站500kv超高压电缆,是引进日本古河电工株式会社生产的1x800mm。交联聚乙烯(xlpe)绝缘、波纹铝包单相铜芯电缆,现场安装场地特殊,单根电缆敷设800m,敷设时要经过高差为100m的垂直竖井40°的斜坡35m。我们经过周密细致的考虑和安排,克服了场地狭窄、施工难度大、工期非常紧、工艺要求严格等难题,圆满完成了500kv超高压电缆的安装和电缆头的制作。

浅谈高压电缆接头的制作工艺(张琴)
格式:pdf
大小:10KB
页数:4P
4.4
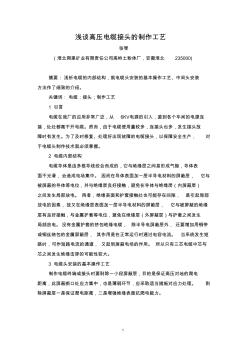
1 浅谈高压电缆接头的制作工艺 张琴 (淮北朔里矿业有限责任公司高岭土粉体厂,安徽淮北235000) 摘要:浅析电缆的内部结构,就电缆头安装的基本操作工艺、中间头安装 方法作了细致的介绍。 关键词:电缆;接头;制作工艺 1引言 电缆在我厂的应用非常广泛,从6kv电源的引入,直到各个车间的电源连 接,处处都离不开电缆。然而,由于电缆使用量较多,连接头也多,发生接头故 障时有发生。为了及时修复、处理好出现故障的电缆接头,以保障安全生产,对 于电缆头制作技术就必须掌握。 2电缆内部结构 电缆导体是由多根导线绞合而成的,它与绝缘层之间易形成气隙,导体表 面不光滑,会造成电场集中。因而在导体表面加一层半导电材料的屏蔽层,它与 被屏蔽的导体等电位,并与绝缘层良好接触,避免在导体与绝缘层(内屏蔽层) 之间发生局部放电。再者,绝缘表面和护套接触处也可能存在间隙,是引起局部 放电的因素,故
 插接式高压电缆头制作工艺
插接式高压电缆头制作工艺 插接式高压电缆头制作工艺
格式:pdf
大小:138KB
页数:2P
4.8
插接式高压电缆头是国内少见的安装形式,可以任何角度接入盘柜,端接和拆除比较方便。电缆头的半导体剥除长度较短,损坏后仅需要切除掉200mm即能重新制作电缆头。预留长度可用于更多次的重新制作电缆头,增加电缆使用寿命。文章介绍了35kv插接式高压电缆头的制作工艺。
高压电力电缆皱纹铝护套挤制工艺探讨 高压电力电缆皱纹铝护套挤制工艺探讨
格式:pdf
大小:91KB
页数:3P
4.4
详细介绍了66kv及以上高压交联电力电缆用皱纹铝护套的挤制工艺。将挤制工艺生产的皱纹铝护套与目前最常用的焊接(氩弧焊)工艺生产的皱纹铝护套进行了比较。分析了挤制过程中出现的问题,并提出了相应的解决方法。
高压电缆参数
格式:pdf
大小:120KB
页数:6P
4.6
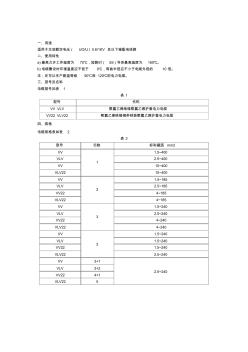
一、用途 适用于交流额定电压(uo/u)0.6/1kv及以下输配电线路 二、使用特性 a)最高允许工作温度为70℃,短路时(5s)导体最高温度为160℃。 b)电缆敷设时环境温度应不低于0℃,弯曲半径应不小于电缆外径的10倍。 注:还可以生产耐温等级90℃和120℃的电力电缆。 三、型号及名称 电缆型号如表1 表1 型号名称 vvvlv聚氯乙烯绝缘聚氯乙烯护套电力电缆 vv22vlv22聚氯乙烯绝缘钢带铠装聚氯乙烯护套电力电缆 四、规格 电缆规格表如表2 表2 型号芯数标称截面mm2 vv 1 1.5~400 vlv2.5~400 vv10~400 vlv2210~400 vv 2 1.5~185 vlv2.5~185 vv224~185 vlv224~185 vv 3 1.5~240 v
高压电缆选型的分析与研究 高压电缆选型的分析与研究
格式:pdf
大小:80KB
页数:1P
4.6
高压电缆的主要参数关系到电缆线路是否安全可靠、经济合理。本文通过对导体材料、绝缘层、金属护套、外护套等材质、技术性能以及经济性进行分析比较,结合工程现场情况,提出自己的一些见解。
高压电缆故障分析与检测 高压电缆故障分析与检测
格式:pdf
大小:115KB
页数:未知
4.7
高压电缆作为电力系统的重要组成部分,其运行的可靠性直接影响电力系统供电质量,电缆绝缘的好坏是影响电缆安全可靠的关键因素,为保证电缆安全可靠运行,就必须对电缆进行正确的分析和诊断。
三种高压电缆铝护套制作工艺性能对比与分析相关
文辑推荐
知识推荐
百科推荐


职位:项目管理工程师助理
擅长专业:土建 安装 装饰 市政 园林


