

使用氩弧焊焊接不锈钢条缝筛板的优越性
格式:pdf
大小:288KB
页数:2P
人气 :94
 4.5
4.5
针对不锈钢条缝筛板的焊接工艺,分析了手工电弧焊的缺点以及氩弧焊或二氧化碳气体保护焊的优点,有效地降低了生产成本,提高了产品质量。



使用氩弧焊焊接不锈钢条缝筛板的优越性
使用氩弧焊焊接不锈钢条缝筛板的优越性——针对不锈钢条缝筛板的焊接工艺,分析了手工电弧焊的缺点以及氩弧焊或二氧化碳气体保护焊的优点,有效地降低了生产成本,提高了产品质量。

编辑推荐下载

不锈钢氩弧焊接要点
格式:pdf
大小:8KB
页数:1P
4.6
. . 不锈钢氩弧焊接要点 1、钨针要磨尖,手要把稳,拉弧后要通过目镜观察焊接位置后调整,要多练。 2、不锈钢tig焊要点及注意事项: (1)采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。 (2)一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点。 (3)保护气体为氩气,纯度为99.99%。当焊接电流为50~150a时,氩气流量为8~10l/min, 当电流为150~250a时,氩气流量为12~15l/min。 (4)钨极从气体喷嘴突出的长度,以4~5mm为佳,在角焊等遮蔽性差的地方是2~3mm, 在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过15mm。 (5)为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 (6)焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以1~3mm
使用氩弧焊焊接不锈钢条缝筛板的优越性热门文档
TIG焊接不锈钢薄板
格式:pdf
大小:60KB
页数:7P
4.4
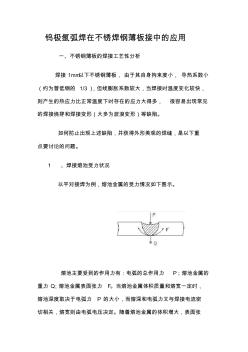
钨极氩弧焊在不锈焊钢薄板接中的应用 一、不锈钢薄板的焊接工艺性分析 焊接1mm以下不锈钢薄板,由于其自身拘束度小,导热系数小 (约为普低钢的1/3),但线膨胀系数较大,当焊接时温度变化较快, 则产生的热应力比正常温度下时存在的应力大得多,很容易出现常见 的焊接烧穿和焊接变形(大多为波浪变形)等缺陷。 如何防止出现上述缺陷,并获得外形美观的焊缝,是以下重 点要讨论的问题。 1、焊接熔池受力状况 以平对接焊为例,熔池金属的受力情况如下图示。 熔池主要受到的作用力有:电弧的总作用力p;熔池金属的 重力q;熔池金属表面张力f。当熔池金属体积质量和熔宽一定时, 熔池深度取决于电弧力p的大小,而熔深和电弧力又与焊接电流密 切相关,熔宽则由电弧电压决定。随着熔池金属的体积增大,表面张 力f也随着增大,造成表面张力不能平衡电弧作用力p和熔池金属的 重力q,此时熔池
不锈钢焊接工艺(氩弧焊工艺)
格式:pdf
大小:30KB
页数:1P
4.6
--word格式--专业资料--可编辑--- -- 不锈钢焊接工艺(第一部分:氩弧焊接) 焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导 书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ0.8、φ 1、φ1.2、φ 1.5、φ2.0 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前 应清除油锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中 的氩气不能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.
不锈钢焊接工艺氩弧焊工艺
格式:pdf
大小:29KB
页数:4P
4.4
不锈钢焊接工艺(第一部分:氩弧焊接) 焊接工艺指导书 一???氩弧焊接? 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。 2.??编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.??焊接准备 3.1.?焊接材料 焊丝:h1cr18ni9tiφ0.8、φ1、φ1.2、φ1.5、φ2.0 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清 除油锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气 不能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.焊接工具 3.3.1.采用直流电焊机,本厂用wse-315和tig400两种型
薄壁不锈钢管氩弧焊焊接
格式:pdf
大小:10KB
页数:3P
4.3
薄壁不锈钢管氩弧焊焊接 标签:薄壁不锈钢管弧焊焊接时间:2009-03-2712:44:57点击:2227回帖:0 上一篇:信赖下属的五个着陆点(图)下一篇:报价报错了,是我的错么?(图) 1、适用范围 本工法主要适用于薄壁不锈钢管氩弧焊焊接,焊接管径在dn20mm~dn175mm,管壁σ≤3mm。 对薄壁的有色金属及其合金管材(如铜及铜合金)也可适用。 2、焊接工艺原理 2.1焊接工艺评定:对一种型号的管材,在运用全自动氩弧焊时,必须根据全自动焊接的要求进 行程序编制,同时对编制好的焊接程序输入设备主机后,要进行焊接工艺的评定 (weldingprocessquality),通过工艺评定来确定所编制的程序是否合理,确保正式施焊程序的 可靠性,并进行永久性的程序。 拟定焊接工艺→按拟定工艺做评定试验→焊接工艺评定报告

奥氏体不锈钢氩弧焊焊接工艺
格式:pdf
大小:163KB
页数:7P
4.7
沃泰水技术 共7页第1页 奥氏体不锈钢氩弧焊焊接工艺 本规范依据《现场设备、工业管道焊接工程施工及验收规范》 沃泰水技术 共7页第2页 目次 一.焊接通用规定 二.材料 三.焊接一般规定 四.焊接工艺要求 五.钢板卷筒或设备的焊缝 六.焊缝外观检查 七.无损检验规定 附录:钢焊件坡口形式和尺寸规定 沃泰水技术 共7页第3页 奥氏体不锈钢氩弧焊焊接 一.焊接通用规定 焊接人员及其职责应符合下列规定: 1.焊接技术人员应由中专及以上专业学历有1年以上焊接生产实践的人 员担任,焊接技术人员应负责焊接工艺评定,编制焊接作业指导书和焊接技 术措施,指导焊接作业,参与焊接质量管理,处理焊接技术问题,整理焊接 技术资料。 2.焊接质检人员应由相当于中专及以上文化水平,有一定的焊接经验和技 术水平的人员担任,焊接质检人员应对现场焊接作业进行全面检查和控制, 负责确定焊缝检
使用氩弧焊焊接不锈钢条缝筛板的优越性精华文档
不锈钢焊接工艺(氩弧焊工艺)
格式:pdf
大小:49KB
页数:7P
4.6
不锈钢焊接工艺(氩弧 焊工艺) 用心整理的精品word文档,下载即可编辑!! 精心整理,用心做精品2 不锈钢焊接工艺(第一部分:氩弧焊接) 焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本 指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ0.8、φ1、φ1.2、φ1.5、φ2.0 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使 用前应清除油锈及其他污物,露出金属光泽。 3.2.氩气 用心整理的精品word文档,下载即可编辑!! 精心整理,用心做精品3 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/

不锈钢高效氩弧焊焊剂的研制
格式:pdf
大小:157KB
页数:4P
3
不锈钢高效氩弧焊焊剂的研制——针对304不锈钢的焊接研制了一种a-tig焊活性剂该活性荆由马03、mno、fb03、a03、si02、、c03、naf等组成。分析了各单一活性剂对焊接熔探的影响规律,在此基础上结合304不锈钢的合金元素系统,初步确定了活性剂的基本成分。利用...
不锈钢氩弧焊焊工证
格式:pdf
大小:20KB
页数:2P
4.4
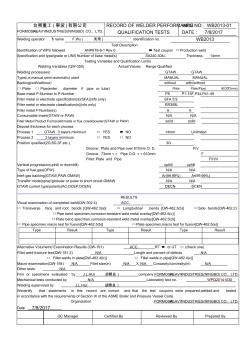
台朔重工(寧波)有限公司 formosaheavyindustries(ningbo)co.,ltd. recordofwelderperformance qualificationtests wpqno:wb2013-01 date:7/8/2017 weldingoperator’snamef.wu(吳飛)identificationno.wb2013 testdescription identificationofwpsfollowedanp8t8-8-1rev.0■testcoupon□productionweld specificationandtype/gradeorunsnumber
 微束等离子弧焊焊接不锈钢筛网的研究
微束等离子弧焊焊接不锈钢筛网的研究 微束等离子弧焊焊接不锈钢筛网的研究
格式:pdf
大小:519KB
页数:4P
4.7
不锈钢筛网是由不锈钢丝线编制而成,由于材料丝径细且界面多,焊接工艺上有一定的难度。tig焊、激光焊、钎焊等焊接方法由于工艺、成本等原因都不是筛网焊接的最佳选择,而微束等离子弧焊具有拘束度高、能量密度高等特点,特别适合不锈钢筛网的焊接。实验中采用自主研制的微束等离子弧焊接系统,在主弧电流小于3a下,进行了不同焊炬高度和不同焊接速度的对接试验,最终取得了良好的不锈钢筛网焊接效果。在此基础上,分析了焊接速度和焊炬高度等因素对焊接质量的影响。
二保焊机如何才能焊接不锈钢
格式:pdf
大小:9KB
页数:1P
4.8
二保焊机如何才能焊接不锈钢 关于二保焊机如何才能焊接不锈钢,森达焊接推荐您 使用mig系列的二保焊机,这样通过使用惰性保护气体的气 保焊机机型不锈钢的焊接! 关于二保焊机如何才能焊接不锈钢,一般来说二保焊 机是指的mag的二氧化碳气体保护焊机系列,想用焊接不 锈钢的话最好还是使用mig也就是惰性气体进行焊接! 关于二保焊机如何才能焊接不锈钢,森达焊接推荐您使用上 海通用品牌的二保焊机,上海通用品牌是国产的十大品牌, 绝对的性价比! 一定让您买的舒心,用的放心!!!
使用氩弧焊焊接不锈钢条缝筛板的优越性最新文档
 钨极氩弧焊在不锈钢薄板焊接中的应用
钨极氩弧焊在不锈钢薄板焊接中的应用 钨极氩弧焊在不锈钢薄板焊接中的应用
格式:docx
大小:44KB
页数:未知
3
钨极氩弧焊在不锈钢薄板焊接中的应用——分析了不锈钢薄板焊接熔池受力情况与该工作的焊接变形。详细介绍了钨极氩弧焊焊接不锈钢薄板时的焊接工艺要领和应用。
0.8MM不锈钢薄板氩弧焊焊接工艺
格式:pdf
大小:22KB
页数:2P
4.7
0.8mm不锈钢薄板氩弧焊焊接工艺 设计要求大型隔热门选用0。8mm厚0cr18ni9材料,面板正面不允许拼焊,侧面拼 焊后焊缝表面必须无凹陷。无咬边,平整光洁,且整个面板拼焊后无波浪变形缺陷发生。由 于大型隔热门面板薄,面积大(3046mm*1352mm*0。8mm),受板料规格限制,面板 上必设计两道拼接焊缝。因此焊接过程中不但要解决不锈钢薄板长焊缝的焊接质量问题,还 要控制好面板焊后变形。考虑到自动tig焊缝工艺具有单面焊双面成形,焊缝质量好,焊 后变形小,焊接效率高等优点,特别适合于不锈钢薄板长焊缝的焊接,决定采用自动tig 焊单面焊双面成形工艺解决0。8mm厚0cr18ni9薄板的拼焊问题。 1试验目的 通过对于0。8mm厚0cr18ni9薄板的自动tig焊单面焊双面成形工艺试验,制定 出合理的焊接工艺参数;采取合适的焊接
二保焊机如何才能焊接不锈钢 (2)
格式:pdf
大小:9KB
页数:1P
4.4
二保焊机如何才能焊接不锈钢 关于二保焊机如何才能焊接不锈钢,森达焊接推荐您 使用mig系列的二保焊机,这样通过使用惰性保护气体的气 保焊机机型不锈钢的焊接! 关于二保焊机如何才能焊接不锈钢,一般来说二保焊 机是指的mag的二氧化碳气体保护焊机系列,想用焊接不 锈钢的话最好还是使用mig也就是惰性气体进行焊接! 关于二保焊机如何才能焊接不锈钢,森达焊接推荐您使用上 海通用品牌的二保焊机,上海通用品牌是国产的十大品牌, 绝对的性价比! 一定让您买的舒心,用的放心!!!
氩弧焊不锈钢楼梯点焊技巧与焊接参数
格式:pdf
大小:13KB
页数:1P
4.4
氩弧焊不锈钢楼梯点焊技巧与焊接参数 这个主要是看人,可以用小电流烧焊或者是大电流点焊。一般的薄管用3 0+的电流,具体电流要根据个人的控制能力。戴上面罩,起弧在管面上不要在 管口的端面上,适当的多烧管面,待到出现熔池后点焊丝烧到焊点融合后为止。 再有一种是大电流,电流理论上一般的焊机可以直接到底,这个更要看你的控制 能力。如果端面与管面接触没有一丝缝隙这个时候可以将乌极磨成针状,然后把 乌极尖无限接近严密的结合处注意焊枪角度,然后瞬间动作完成电焊,手要稳防 止乌极粘连到焊件上。 再有一种大电流方法是用焊丝垫在街口处,用乌极尖去烧焊丝头,方法和 上面的一样无限接近瞬间激发。这时可以允许有缝隙,焊丝直径要盖过缝隙。如 果缝隙大焊丝没有足够粗也可以用就是按开关同时往里送焊丝,这个感觉很重要, 要保证乌极距离以及焊丝不要沾到乌极。 平时用的最多的就是后面两种,一个人就可以
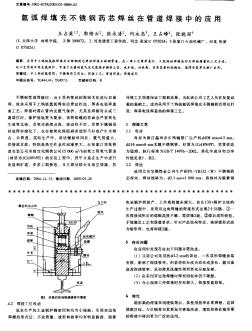
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
格式:pdf
大小:121KB
页数:2P
3
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用——采用手工钨极氩孤焊填充不镑钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氢气及充氩保护辅助工具,成本低,功效高,具有显著的...
双面氩弧焊在焊接不锈钢中的应用 双面氩弧焊在焊接不锈钢中的应用
格式:pdf
大小:121KB
页数:未知
4.4
我厂不锈钢产品多为薄壁容器,且直径较大。原焊接方法为焊条电弧焊或埋弧焊,均为双面焊,背侧需碳弧气刨清根,合格率不高,不但生产效率低,而且焊接变形难以控制。改用双面氩弧焊方法后,生产效率得以提高,改善焊缝一次探伤合格率。双面氩弧焊一次焊接成形,剩余部分采用埋弧焊或焊条电弧焊。1.工艺特点双面氩弧焊由两人操作,两人分布在焊道两端,
不锈钢薄板双面氩弧焊焊接工艺研究 不锈钢薄板双面氩弧焊焊接工艺研究
格式:pdf
大小:95KB
页数:2P
4.7
本文通过对不锈钢薄板制压力容器双面氩弧焊焊接工艺研究分析,确定合理的焊接工艺参数,提高焊接生产效率,减少焊接变形,保证产品质量。
不锈钢筛板焊接翻转工作台的设计 不锈钢筛板焊接翻转工作台的设计
格式:pdf
大小:164KB
页数:未知
4.6
为了实现洗煤厂不锈钢条缝筛板的焊接工艺要求,针对加工现场的实际条件,自主设计焊接翻转工作台。介绍了翻转工作台的设计方案和设计过程,以及该翻转工作台的总体结构和操作流程,为工程技术人员解决相关实际问题提供了设计思路。
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用 氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
格式:pdf
大小:81KB
页数:2P
4.7
采用手工钨极氩弧焊填充不锈钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氩气及充氩保护辅助工具,成本低,功效高,具有显著的优越性,值得安装单位推广应用。
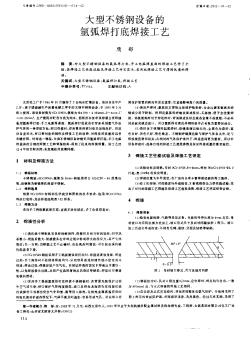
大型不锈钢设备的氩弧焊打底焊接工艺
格式:pdf
大小:118KB
页数:2P
3
大型不锈钢设备的氩弧焊打底焊接工艺——对大型不锌钢设备的氩弧坪打鹿手工电弧焊盖面的焊接工艺作了介绍.其焊接工艺性能试验及焊接工艺评定显示,采用此焊接工艺可得到优质的焊接。
使用氩弧焊焊接不锈钢条缝筛板的优越性相关
文辑推荐
知识推荐
百科推荐


职位:桥梁工程师
擅长专业:土建 安装 装饰 市政 园林


