

双乙烯酮生产中醋酸回收工艺的节能改造
格式:pdf
大小:696KB
页数:2P
人气 :54
 4.6
4.6
通过对以往的醋酸回收生产工艺的调查分析,从工艺、化工单元操作设备、化工过程系统等方面提出的节能改造,一方面使系统更稳定,另一方面减少了能源的浪费。



醋酸乙烯精馏装置节能改造中夹点技术的应用
采用夹点技术对醋酸乙烯精馏装置的换热网络进行用能分析。以夹点温差10℃,找出该装置换热网络的夹点温度在80℃和70℃处,计算得到装置的热公用工程用量从18141.28kw减少到16201.72kw,节能潜力10.69%。结合现行换热网络结构进行设计优化,实现换热面积减少61.12m2,热负荷减少1129.53kw,循环水用量减少6.01×104kg.h-1。
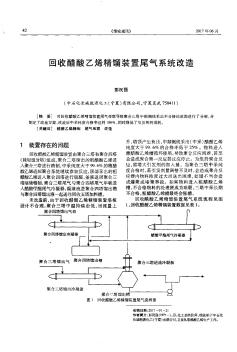
回收醋酸乙烯精馏装置尾气系统改造
对回收醋酸乙烯精馏装置尾气串联导致聚合三塔中部侧线采出不合格的原因进行了分析,并制定了改造方案,改造后中采纯度合格率达到100%,同时降低了引发剂的消耗。
编辑推荐下载
醋酸乙烯精制系统的优化改造
格式:pdf
大小:1.2MB
页数:4P
4.5
将醋酸乙烯精制系统精馏三塔、四塔改为串联操作,精馏三塔馏出不经过冷凝直接从塔釜进入精馏四塔,精馏四塔中采原塔釜气相采出改为塔中部液相采出,应用复合斜孔塔板替代原来的导向筛孔塔板,提高精馏三四塔分离效果。
醋酸乙烯生产的工艺流程
格式:pdf
大小:173KB
页数:4P
4.4
醋酸乙烯生产的工艺流程 摘要醋酸乙烯(vac)是一种重要的有机化工原料,特别是醋酸乙烯通过自 身聚合或与其它单体共聚,可以生成应用很广的衍生物。醋酸乙烯生产方法有乙 炔法、乙烯法以及碳一化学法等,醋酸乙烯工业的发展具有广阔前景。 关键字醋酸乙烯工艺 1乙炔气相法合成醋酸乙烯 乙炔气相法原料是醋酸和乙炔。用该法合成醋酸乙烯反应有许多副产物的产 生。 1.1主要反应方程式 c2h2+ch3cooh→ch3coochch2放热 随着温度的升高,副反应加剧,因此应控制反应温度和避免局部过热。 1.2醋酸乙烯工艺流程 乙炔气相法合成醋酸乙烯工艺流程包括合成和气体分离两个工段 合成工段是乙炔与醋酸在流化床反应器中通过活性碳醋酸锌催化合成醋酸 乙烯,分离工段把合成气中的高沸物醋酸和醋酸乙烯等液化,与不凝气乙炔、氮 气、二氧化碳等分开。分离工段的分离塔为筛板和泡罩的混合塔板
双乙烯酮生产中醋酸回收工艺的节能改造热门文档
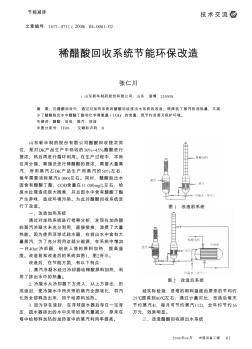
稀醋酸回收系统节能环保改造
格式:pdf
大小:45KB
页数:2P
4.5
在醋酸回收中,通过对加热系统和醋酸回收排出水系统的改造,既降低了蒸汽的消耗量,又减少了醋酸脱出水中醋酸丁酯和化学需氧量(cod)的含量,既节约资源又保护环境。

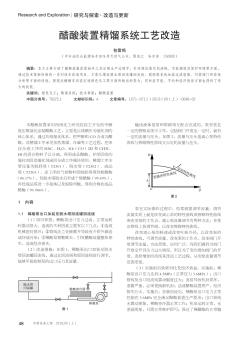
醋酸装置精馏系统工艺改造
格式:pdf
大小:1.2MB
页数:2P
4.8
本文主要介绍了醋酸装置在原始开工及后期生产过程中,针对降低催化剂消耗、节能增效及保护环境等方面,通过技术革新所做的一系列技术改造项目。文章从增设脱水塔回流罐回流线、脱轻塔系统加装过滤装置、闪蒸阀门和在线分析等方面的改造,展现出醋酸车间在打造绿色化工等方面所做出的努力,同时在节能、节约和经济效益方面也得到了很大的收获。
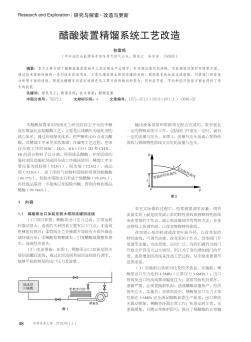
醋酸装置精馏系统工艺改造
格式:pdf
大小:1.4MB
页数:2P
4.8
本文主要介绍了醋酸装置在原始开工及后期生产过程中,针对降低催化剂消耗、节能增效及保护环境等方面,通过技术革新所做的一系列技术改造项目.文章从增设脱水塔回流罐回流线、脱轻塔系统加装过滤装置、闪蒸阀门和在线分析等方面的改造,展现出醋酸车间在打造绿色化工等方面所做出的努力,同时在节能、节约和经济效益方面也得到了很大的收获.
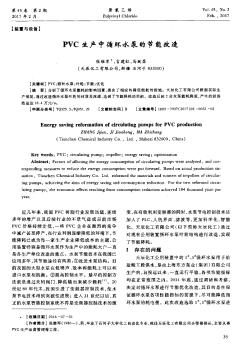
PVC生产中循环水泵的节能改造
格式:pdf
大小:191KB
页数:3P
4.7
分析了循环水泵能耗的影响因素,提出了相应的降低能耗的措施.天辰化工有限公司根据实际生产情况,通过改造循环水泵叶轮的材质及流道,达到了节能降耗的目的.改造后的2台水泵能耗降低,产生的经济效益达18.4万元/a.
双乙烯酮生产中醋酸回收工艺的节能改造精华文档
聚乙烯醇装置回收乙炔脱乙醛系统节能改造
格式:pdf
大小:248KB
页数:2P
4.7
对聚乙烯醇装置回收乙炔脱乙醛系统进行改造,降低了乙醛精馏工段的处理量。同时,工艺废水排放量减少,达到了节能减排的目的,也降低了生产成本。
氯碱生产工艺中废水回收工艺改造
格式:pdf
大小:213KB
页数:3P
4.8
介绍了新疆中泰化学股份有限公司华泰公司氯碱分厂根据废水来源,按照"高水高用、低水低用、阶梯利用"的原则采取措施使废水得到再利用,控制了废水排放量。
焦化粗苯回收工艺系统的改造
格式:pdf
大小:133KB
页数:2P
4.6
为解决焦化粗苯回收率低和洗油再生烟气污染等问题,采取了如下措施:改善煤气终冷系统冷却效果、提高脱苯单元脱苯效率、优化贫、富油输送系统、改变洗油再生器排渣方式并加装烟气洗涤装置等。结果表明,洗苯塔后煤气含苯量降低1.4g/m3,粗苯产量增加0.099t/h,每小时节约电量36kwh。

加热炉余热回收工程节能改造分析
格式:pdf
大小:386KB
页数:3P
4.7
主要对长钢四厂轧钢分厂加热炉改造工程进行了节能效果分析对比,提出了提高余热回收率的措施,对存在的问题提出了解决方法。
双乙烯酮生产中醋酸回收工艺的节能改造最新文档
加热炉余热回收工程节能改造分析
格式:pdf
大小:887KB
页数:1P
4.7
加热炉的余热也是一个非常重要的能量,在提倡可持续发展的现代社会,如果我们可以有效利用这些能量,将会给企业带来不可估量的经济效益。本文就加热炉余热回收工程节能的改造进行深入的探讨,希望能对之有所帮助。
 不锈钢酸洗废混酸回收工艺
不锈钢酸洗废混酸回收工艺 不锈钢酸洗废混酸回收工艺
格式:pdf
大小:93KB
页数:3P
4.8
不锈钢冷轧带钢生产过程中要产生大量的废混酸(hf+hno3)溶液。为了减少酸液损耗,需要进行混酸回收。本文主要对不锈钢酸洗废混酸回收技术进行介绍,分析了废酸的产生以及成分,阐述了混酸回收的原理及其工艺,并对两种混酸回收技术进行了综合分析对比。

联醇法生产醋酸乙酯工艺及设备的技术改造
格式:pdf
大小:368KB
页数:2P
4.3
醋酸乙酯是应用非常广泛的高级溶剂和基本有机化工产品,主要用于医药、食品、化工、轻纺、印染、印刷等行业。目前醋酸乙醋的生产方法主要有三种:醋酸乙酯是用乙醛在三乙醇铝存在下经二聚作用制得。国外石油化工发达的国家多采用这种生产方法。由于其产品含有化学杂质,因而不能用于制药和食品行业,因此国外在制药、食品等行业在醋酸乙酯的需求方面转向了我国。醋酸、乙醇在硫酸作为

联醇法生产醋酸乙酯工艺及设备的技术改造
格式:pdf
大小:96KB
页数:2P
4.5
。实用技术 , 工设嚣瑕襄, (化工之友)1996年第2期 醋酸乙酯 是应用非常广 泛的高级溶翔 和基本有机化 工产品,主要 用于医药、食 品、化工、轻 纺、印染、印 刷等行业。 目前醋酸 乙醋的生产方 法主要有三 种: 醋酸乙酯 是用乙醛在三 乙醇铝存在下 经二聚作用制 得。国外石油 化工发达的国 家多采用这种 生产方法。由 于其产品含有 化学杂质,因 而不能用于制 药和食品行 业,因此国外 在制药、食品 等行业在醋酸 乙酯的需求方 面转向了我 国。 醋酸、乙 醇在硫酸作为 化反应法和醋 酸、乙醇在佳化剂金属氧化物(如 氧化钛)存在下的气相酯化反应 法。其中,液相酯化法是比较成熟 的工业生产方法,在国内已有较大 规模的工业生产。这两种方法所用 原料均为工业纯品,生产
硝酸和硝酸铵装置节能改造与工艺优化
格式:pdf
大小:307KB
页数:4P
4.6
分析了现有硝酸和硝酸铵装置生产消耗情况,介绍了硝酸和硝酸铵装置所采取的节能降耗改造和工艺优化措施.改造后,硝酸和硝酸铵装置运行消耗明显下降,大幅降低了生产成本.
煅烧热碱液回收工艺改造
格式:pdf
大小:193KB
页数:2P
4.3
分析了我公司纯碱生产规模扩大后,原热碱液回收工艺中存在的问题。制定并实施了热碱液回收工艺改造方案,获得了良好的经济效益。

某铁尾矿再选回收工艺改造实践
格式:pdf
大小:2.1MB
页数:2P
4.4
漓铁集团选矿厂总尾矿原采用盘式回收机中磁选—中磁尾矿筒式磁选机弱磁选闭路流程进行再选回收,但外排尾矿铁品位和磁性铁含量较高,弱磁精矿铁品位较低,因此采用筒式磁选机代替原盘式回收机进行工艺改造。实践表明,改造后,外排尾矿铁品位和磁性铁含量分别下降到8.47%、1.01%,弱磁精矿铁品位提高到45.61%,均达到设计指标要求,提高了资源利用率和经济效益。

铜洗再生气氨回收工艺改造
格式:pdf
大小:371KB
页数:2P
4.4
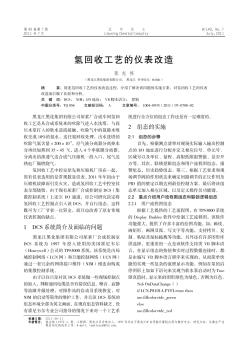
小氮肥 第38卷 第3期 2010年3月 铜洗再生气氨回收工艺改造 王金平 (山西灵石中煤化工有限责任公司 太原030006) 1 传统再生气氨回收工艺流程 自回流塔出来的再生气经再生气缓冲桶后, 进入高位吸氨器,与氨水离心泵来的稀氨水一起 进入再生气氨回收塔。在再生气氨回收塔下部的 分离段完成气液分离,再生气去氨回收塔上部的 泡罩塔盘段进一步被软水吸收。净氨后的再生气 经分离器分离水分后送至脱硫系统罗茨鼓风机进 口。氨回收塔的分离段一般设计有水箱,使用循 环水进行降温。制得的氨水外送其它车间。传统 再生气氨回收工艺流程见图1。 2 原工艺存在的问题及改造方案 (1)这种氨回收工艺阻力大,氨回收塔内设 泡罩塔盘,再生气要穿透塔板上的液层。再生气 氨回收塔的总阻力等于各层塔板液位之和。改造 方案:再生气氨回收塔的泡罩段改造为填料,选用 ф50mm塑料阶梯环
氯碱富余氢气回收工艺改造
格式:pdf
大小:700KB
页数:4P
4.5
河南神马氯碱发展有限责任公司将放空的氢气改为输送外售。随着耗氯产品的增加,富余氢气量由1800m3/h上升至4000m3/h。为安全高效输送氢气,进行3方面改进:①提升压缩机能力和质量;②提高氢气品质;③稳定氢气系统压力。同时,改造富余氢气输送工艺流程。工艺优化后,成功解决了氢气中水含量高、氧含量高、能源浪费等一系列难题,而且每年增加销售收入2000多万元。

焦化厂化产回收工段VOC气体回收工艺改造及优化
格式:pdf
大小:629KB
页数:3P
4.7
针对迁安中化公司化产回收工段洗净塔回收voc气体工艺设备问题频发;工段内voc气体回收不完全及洗净塔尾气排放不达标等问题;进行了原因分析;在此基础上;把洗净塔回收voc气体工艺改造为voc气体负压回收工艺;同时针对负压回收工艺运行中出现的问题;进行了焦油罐脱水加热温度调整、澄清槽设备改造、voc管道清扫方式优化等一系列技改;实现了化产回收工段voc气体的全面回收及无害化、效益化的处理;
双乙烯酮生产中醋酸回收工艺的节能改造相关
文辑推荐
知识推荐
百科推荐


职位:土木工程师
擅长专业:土建 安装 装饰 市政 园林


