

丝印检验要求
格式:pdf
大小:402KB
页数:4P
人气 :96
 4.6
4.6
丝印类产品检验细则 1. 1外壳上印刷的外观检验 外壳上印刷的外观检验见表 1。 表1 NO 不良项目 内容描述 规格描述 1 文字粗 细不均 字宽 字宽 W1 W2 标准 比标准细(粗) |W1- W 2| ≤0.2W1 即对标准 W1允许的 文 字 的 不 均 匀 度 为 ± 20% 2 文字外侧污 点或印刷飞 边 a h . 如图 右侧的油墨飞边 (a: 长度 b: 宽度 ) (h: 字高 W:字宽 ) 飞边长度 a≤1/3 h 飞边宽度 b≤1/3 W 3 文字偏 离中心 Y方向 B 中心偏移值 ΔY X 方向 ΔX 中心偏移值 ΔX≤0. 30mm ΔY≤0. 30mm 4 文字 倾斜 L 偏移线 H



玻璃可以丝印吗?玻璃丝印—特殊的丝印工艺
玻璃可以丝印吗?玻璃丝印—特殊的丝印 工艺 丝印号称除了水和空气之外无所不印,玻璃可以丝印吗?当然是没问 题的。玻璃丝印是一种特殊的丝印。玻璃丝印对丝印材料,丝印工艺, 丝印技术都有特殊要求,工序可谓相当繁多。 玻璃的特殊丝印工艺— 1.玻璃制品蚀刻丝印。长期以来,玻璃制品的蚀刻装饰,是在 玻璃表层热涂蜡层及其它增固材料,作为抗蚀层,然后再在涂层上用 针、小刀等刻出图案纹样,露出玻璃表面,然后在此部位上着氟氢酸 进行腐蚀。此工艺延续至今还有厂家应用,但其加工方法费时、费力、 效率低下。 丝印蚀刻工艺,使玻璃制品的蚀刻装饰变得简便、省时、省力。 玻璃的蚀刻丝印,有热印及冷印两种方法。 热塑性蚀刻丝印,是将石蜡、沥青、硬脂酸等所配制的粘合剂, 加入少量的抗蚀粉调制成抗蚀印料,通过热印丝网版,按设计图样, 把印料刮印至玻璃表面,形成抗蚀膜的。抗蚀膜上露出玻璃的部分, 即是需要蚀
编辑推荐下载


亚克力丝印工艺
格式:pdf
大小:29KB
页数:4P
4.3
亚克力丝印工艺 有机玻璃丝网印刷如果仅仅限于印刷简单的线条和文字,是不能满足人们日益苛刻的有机玻 璃工艺制品要求的。今天,有机玻璃丝网印刷开始涉猎彩色领域,有机玻璃工艺制品进行彩 色印刷也变得常见。彩色印刷和一般的线条文字印刷主要的区别在于网点,这和别的印刷工 艺没有区别,评价的标准也是看能否真实的还原原稿。 1样品分析 顾客往往提供有机玻璃样品让有机玻璃加工商来设计方案,他简单的对你说明他的意 图,大部分任务由你来完成。了解他的意图很重要,很多情况引起的纠纷就在于你并没有真 正了解他的真实想法,你还要弄清楚有机玻璃样品材料类型,并确定印刷工艺。有时候客户 知道材料类型,但大多数时候并不知道,你可以根据自己的判断来鉴别它。材料类型也决定 了印刷参数的选择,比如加网线数、丝网目数、印前处理、刮板硬度等。 2选择油墨脱色测定仪 选择油墨脱色测定仪是困难也
丝印检验要求热门文档

金属丝印工艺
格式:pdf
大小:24KB
页数:4P
4.5
金属丝印的前处理工艺 在金属表面上进行丝网印刷,其表面必须经过前处理。金属表面的前处理工艺,也称为印前加工。金属表 面的前处理有多种方式,如除油、抛光、拉丝、氧化、砂面处理、喷漆等。这些工艺可以按照产品的不同 要求,根据底层材料的情况,单独或配合使用,以达到预期的效果。 铝合金标牌是丝网印刷业接触最多的产品,下面以铝合金表面处理为代表,简要介绍金属丝印的前处理工 艺。铝合金标牌前处理的目的主要有两个:一是装饰性,即去除铝板材料的一些缺陷增加其表面的美观程 度;二是工艺性,即借助与一些前处理工艺改变材料表面光洁程度,以增强印刷涂料在其上面的附着力。 铝合金板材的前处理方法很多,简介如下: 一、除油处理 除油属于工艺性前处理。为了使铝板表面对印刷涂料有一定的亲和性,要求把板材表面的油污去除。一般 封装油污可用细软锯末擦除,机械加工中的油污则可以用有机溶剂擦洗或用碱性溶液化学除油。常用的
丝印洗网水MSDS
格式:pdf
大小:16KB
页数:1P
4.6
深圳市升源油墨有限公司 物质安全资料表(msds) 产品名称:丝印洗网水编号:msds-07 物质安全资料表 一.供方产品名称及基本资料 货物名称:丝印,移印油墨 公司全称:深圳市升源油墨有限公司 地址:深圳市宝安区西乡黄麻布黄金水工业区 联系方式:tel:0755-27485909fax:0755-29063256e-mail:rieeiwfh@163.com 二.成份资料:□纯物质■混合物 化学成份浓度或浓度范围(成分百分比)casno. 溶剂(甲苯,环已酮)100%108-94-1 三.危害辩识资料: 危害物质分类第3.3类高闪点易燃液体 侵入途径:吸入食入经皮肤吸收 *健康危害效应:会造成眼﹑皮肤﹑粘膜之刺激,皮肤干燥;神经中枢之麻醉,使人有眩晕感 *环境影响:对水有污染
有机玻璃丝印要点 (2)
格式:pdf
大小:7KB
页数:3P
4.7
有机玻璃丝印要点 你曾有过将油墨罐里取出的油墨直接进行印刷的行为吗?你曾有过反 反复复擦去堆积在丝网上油墨的举动吗?你有过在刮墨刀上施以不恰 当压力的经验吗? 如果你给这三个问题的答案都是肯定的,那你就犯了有机玻璃丝网 印刷工艺中的三大忌讳。如果你能在调配油墨上花一点心思,同时使用 可重复绷紧的丝网,控制刮墨刀的角度和速度,就可以轻松避免有机玻 璃丝网印刷过程中遇到的大多数问题。 以上提到的每一个问题都将直接影响有机玻璃丝印工艺品的质量、 生产效率和印刷企业的信誉。本文将对这三个问题进行详细的探讨。 一、调配油墨 几乎所有的增塑溶胶型油墨出厂时都是浓缩液,厂家、颜色和类型 不同,浓缩的程度也不同,有一些甚至是超浓缩的。这里我们将侧重于 讨论增塑溶胶油墨,因为大多数的纺织品印刷都使用这种油墨。 简单地讲,油墨由三种主要成分组成:pvc(聚氯乙烯塑料)、颜料 (色彩)和增塑剂(或其他添加
玻璃丝印技术详解
格式:pdf
大小:584KB
页数:26P
4.5
玻璃丝印技术详解 从传统的玻璃网印到新兴的led、触控面板的印刷,丝印技术贯穿着整个玻璃行业,并在其中 发挥着举足轻重的作用。 那么作为丝印行业中的重要领域之一,玻璃丝印在丝印行业中扮演者怎样重要的角色呢? 玻璃丝网印刷技术简介 玻璃丝网印刷,就是利用丝网印版,使用玻璃釉料,在玻璃制品上进行装饰性印刷。玻璃釉料 也称玻璃油墨、玻璃印料,它是由着色料、连结料混合搅拌而成的糊状印料。着色料由无机颜料、 低熔点助熔剂(铅玻璃粉)组成;连结料在玻璃丝印行业中俗称为利板油。印刷后的玻璃制品,要 放火炉中,以520~600℃的温度进行烧制,印刷到玻璃表面上的釉料才能固结在玻璃上,形成绚丽 多彩的装饰图案。如果将丝印与其它加工方法并用的话,会得到更理想的效果。例如利用抛光、雕 刻、腐蚀等方法在印刷前或印刷后对玻璃表面进行加工处理,能够加倍地提高印刷效果。 玻璃丝网印刷技术的应用领域 网印平
丝印检验要求精华文档
多层丝印及喷涂面漆工艺的制作技术
格式:pdf
大小:17KB
页数:4P
4.6
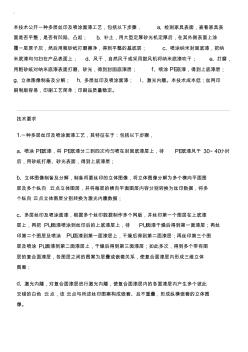
本技术公开一种多层丝印及喷涂面漆工艺,包括以下步骤,a、检测家具表面,查看家具表 面是否平整,是否有凹陷、凸起;b、补土,用大型定厚砂光机定厚后,在其外侧表面上涂 覆一层原子灰,然后用粗砂纸打磨擦净,得到平整的基底层;c、喷涂纳米封固底漆,把纳 米底漆均匀扫在产品表面上;d、风干,自然风干或采用鼓风机将纳米底漆吹干;e、打磨, 用粗砂纸对纳米底漆表面打磨、砂光,得到封固底漆层;f、喷涂pe底漆,得到上底漆层; g、立体图像制备及分解;h、多层丝印及喷涂面漆;i、激光内雕。本技术成本低;丝网印 刷制版容易,印刷工艺简单;印刷品质量稳定。 技术要求 1.一种多层丝印及喷涂面漆工艺,其特征在于:包括以下步骤, a、喷涂pe底漆,将pe底漆分二到四次均匀喷在封固底漆层上,待pe底漆风干30~40小时 后,用砂纸打磨、砂光表面,得到上底漆层; b、立体图像制备及分解,制备将
有机玻璃丝印要点
格式:pdf
大小:7KB
页数:3P
4.7
有机玻璃丝印要点 你曾有过将油墨罐里取出的油墨直接进行印刷的行为吗?你曾有过反 反复复擦去堆积在丝网上油墨的举动吗?你有过在刮墨刀上施以不恰 当压力的经验吗? 如果你给这三个问题的答案都是肯定的,那你就犯了有机玻璃丝网 印刷工艺中的三大忌讳。如果你能在调配油墨上花一点心思,同时使用 可重复绷紧的丝网,控制刮墨刀的角度和速度,就可以轻松避免有机玻 璃丝网印刷过程中遇到的大多数问题。 以上提到的每一个问题都将直接影响有机玻璃丝印工艺品的质量、 生产效率和印刷企业的信誉。本文将对这三个问题进行详细的探讨。 一、调配油墨 几乎所有的增塑溶胶型油墨出厂时都是浓缩液,厂家、颜色和类型 不同,浓缩的程度也不同,有一些甚至是超浓缩的。这里我们将侧重于 讨论增塑溶胶油墨,因为大多数的纺织品印刷都使用这种油墨。 简单地讲,油墨由三种主要成分组成:pvc(聚氯乙烯塑料)、颜料 (色彩)和增塑剂(或其他添加
贴片三极管丝印ZR
格式:pdf
大小:1009KB
页数:6P
4.5
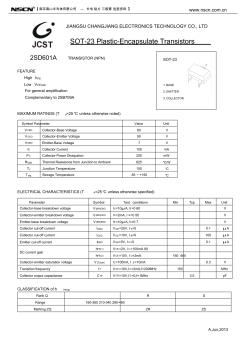
a,jun,2013 jiangsuchangjiangelectronicstechnologyco.,ltd sot-23plastic-encapsulatetransistors 2sd601atransistor(npn) feature highhfe lowvce(sat) forgeneralamplification complementaryto2sb709a maximumratings(ta=25℃unlessotherwisenoted) symbolparametervalueunit vcbocollector-basevoltage60v vceocollector-emittervoltage50v veboemitter-basevoltage7v i
锚具、夹具检验要求
格式:pdf
大小:20KB
页数:1P
4.8
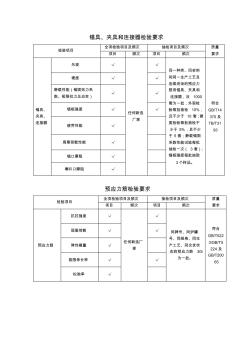
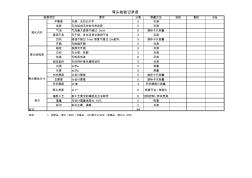
锚具、夹具和连接器检验要求 检验项目 全项检验项目及频次抽检项目及频次质量 要求项目频次项目频次 锚具、 夹具、 连接器 外观√ 任何新选 厂家 √ 同一种类、同材料 和同一生产工艺且 连续进场的预应力 筋用锚具、夹具和 连接器,没1000 套为一批,外观检 验每批抽检10%, 且不少于10套;硬 度检验每批抽检不 少于5%,且不少 于5套;静载锚固 系数性能试验每批 抽检一次(3套); 锚板强度每批抽取 3个样品。 符合 gb/t14 370及 tb/t31 93 硬度√√ 静载性能(锚固效力系 数、极限拉力总应变) √√ 锚板强度√√ 疲劳性能√ 周期荷载性能√ 锚口摩阻√ 喇叭口摩阻√ 预应力筋检验要求 检验项目 全项检验项目及频次抽检项目及频次质量 要求项目频次项目频次 预应力筋 抗拉强度√ 任何新选厂 家 √ 同牌号、
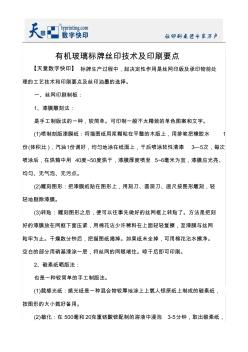
有机玻璃标牌丝印技术及印刷要点
格式:pdf
大小:520KB
页数:8P
4.8
有机玻璃标牌丝印技术及印刷要点 【天意数字快印】标牌生产过程中,起决定性作用是丝网印版及承印物前处 理的工艺技术和印刷要点及丝印油墨的选择。 一、丝网印刷制板: 1、漆膜雕刻法: 是手工制版法的一种,较简单。可印制一般不太精致的单色图案和文字。 (1)喷制刻版漆膜纸:将描图纸用浆糊粘在平整的木版上,用排笔把橡胶水1 份(体积比),汽油1份调好,均匀地涂在纸面上,干后喷涂软性清漆3—5次,每次 喷涂后,在烘箱中用40度~50度烘干,漆膜厚度喷至5~6毫米为宜,漆膜应光亮、 均匀、无气泡、无污点。 (2)雕刻图形:把漆膜纸贴在图形上,用刻刀、圆规刀、直尺按图形雕刻,轻 轻地剔除漆膜。 (3)转贴:雕刻图形之后,便可以往事先做好的丝网框上转贴了。方法是把刻 好的漆膜放在网框下面压紧,用棉花沾少许稀料在上面轻轻复擦,至漆膜与丝网 粘牢为止。干燥数分钟后,把描图纸揭掉。如果纸未全掉,可用
丝印检验要求最新文档
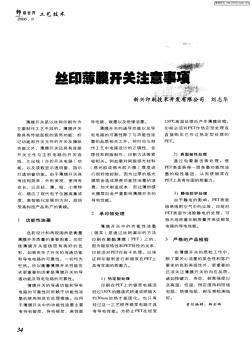
 线路板生产丝印区有机废气的净化
线路板生产丝印区有机废气的净化 线路板生产丝印区有机废气的净化
格式:pdf
大小:389KB
页数:5P
4.8
针对电子线路板厂洁净房丝印区有机废气污染的问题,选择间歇式固定床活性炭吸附法净化有机废气的工艺流程,通过制冷能力和吸附量的估算,设计空塔气速为0.6ms,吸附剂为果壳活性炭,装填高度为1m,分双层多个抽屉式填装,运行后,实际监测净化效果明显,苯、甲苯、二甲苯的净化效率分别为81.59%,83.50%,85.43%,换下的废活性炭经再生解吸后可循环使用。回收的有机溶剂掺在柴油中作为发电机的燃料。
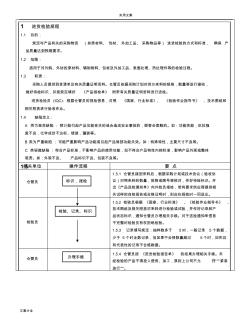
产品质量检验要求规范
格式:pdf
大小:147KB
页数:10P
4.7
实用文案 文案大全 1进货检验规程 1.1目的: 规定与产品有关的采购物资(如原材料、包材、外加工品、采购物品等)进货检验的方式和标准,确保产 品质量达到预期要求。 1.2范围: 适用于对外购、外协的原材料、辅助物料、包材及外加工品、表面处理、热处理件等的检验过程。 1.3职责: 采购人员提供到货清单及有关质量证明资料。仓管员依据采购计划对供方来料的规格,数量等进行接收, 做好待检标识,并按规定填好《产品报检单》附带有关质量证明资料进行送检。 进货检检员(iqc):根据仓管员的报检信息,对照《国家、行业标准》、《检验作业指导书》、技术图纸和 相关附表进行验收作业。 1.4缺陷定义: a类为致命缺陷:预计能引起产品功能丧失的或会造成安全事故的,顾客会索赔的。如:功能性能,抗拉强 度不良,化学成份不达标、错装,漏装等。 b类为严重缺陷:可能严重影
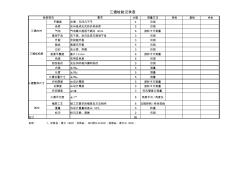
三通检验要求(三通) (2)
格式:pdf
大小:22KB
页数:1P
4.8
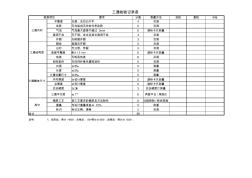
要求分值测量方法自检复检终检 平整度光滑,无凹凸不平4目测 杂质无与组成无关的外来杂质5目测 气泡气泡最大直径不超过3mm6游标卡尺测量 浸润不良无干斑、发白及其它浸润不良3目测 开裂无树脂开裂3目测 裂纹表面无开裂5目测 白纱无分层、炸裂3目测 表面平整度最大1.5mm6游标卡尺测量 色差无明显色差6目测 刮伤垫伤无任何纤维外漏和划伤5目测 内径±5‰5测量 长度±5‰5测量 三通位置尺寸±5‰5测量 内衬厚度≥设计厚度5游标卡尺测量 总厚度≥设计厚度5游标卡尺测量 巴氏硬度≥363巴氏硬度计测量 三通平行度±1°6角度平台/角度仪 铺层工艺按工艺要求的铺层及方法制作8过程控制/样块焚烧 重量与设计重量误差≤10%5称重 标识标识正确、清晰2目测 合
三通检验要求(三通)
格式:pdf
大小:26KB
页数:2P
4.4
要求分值测量方法自检复检终检 平整度光滑,无凹凸不平4目测 杂质无与组成无关的外来杂质5目测 气泡气泡最大直径不超过3mm6游标卡尺测量 浸润不良无干斑、发白及其它浸润不良3目测 开裂无树脂开裂3目测 裂纹表面无开裂5目测 白纱无分层、炸裂3目测 表面平整度最大1.5mm6游标卡尺测量 色差无明显色差6目测 刮伤垫伤无任何纤维外漏和划伤5目测 内径±5‰5测量 长度±5‰5测量 三通位置尺寸±5‰5测量 内衬厚度≥设计厚度5游标卡尺测量 总厚度≥设计厚度5游标卡尺测量 巴氏硬度≥363巴氏硬度计测量 三通平行度±1°6角度平台/角度仪 铺层工艺按工艺要求的铺层及方法制作8过程控制/样块焚烧 重量与设计重量误差≤10%5称重 标识标识正确、清晰2目测 合
常用道路质量检验要求
格式:pdf
大小:132KB
页数:11P
4.7
市政道路工程 常 见 工 序 质 量 检 验 要 求 (引用自cjj1-2008城市道路工程施工与质量验收规范) 6.8.1土方路基(路床)质量检验应符合下列规定: 主控项目 1路基压实度应符合本规范表6.3.9的规定。 检查数量:每1000m2、每压实层抽检1组(3点)。 检验方法:查检验报告(环刀法、灌砂法或灌水法)。 2弯沉值,不得大于设计规定。 检查数量:每车道、每20m测1点。 检验方法:弯沉仪检测。 一般项目 3土路基允许偏差应符合表6.8.1的规定。 表6.8.1土路基允许偏差 项目允许偏差 检验频率 检验方法范围 (m) 点数 路床纵断高 程(mm) -20 +10 201用水准仪测量 路床中线偏 位(mm) ≤301002 用经纬仪、钢尺量 取最大值 平 整 度 路基各 压实层 ≤20
对鳞片衬里的施工、检验要求
格式:pdf
大小:51KB
页数:7P
4.7
国投曲靖发电有限公司4x300mw机组烟气脱硫特许经营项目防腐衬里材料采购与施工技术协 议 1 对鳞片衬里的施工、检验要求 1、材料进场需检查内衬材料出厂合格证、检验证、进口材料原产地证明及海关和商检部门 出具的材料 2、表面准备 2.1衬里钢壳的贴衬表面必须平整,结构棱角处必须圆滑过渡,所有需内衬的横向、纵向焊缝 连续饱满,并同相接表面保持平滑。 2.2对需现场防腐的设备,按中国钢结构焊接标准的要求进行焊接,并对所有内衬的拐角和 边缘进行打磨。 2.3清除表面上所有焊渣,采用切削的方式,最后打磨至平滑。 2.4所有内、外的加固件,吊环、支撑和夹子都应在内衬施工开始前焊接到容器或管道上。 临时性的夹子或吊环等在施工前必须去除,并且将该区域打磨平滑。钢壳体完成后,按德国 标准din28053及图纸要求进行验收并交付防腐工作。设备贴衬表面应达到局部平整,拐 角
钢筋进场检验要求1
格式:pdf
大小:19KB
页数:3P
4.7
附件2: 进场钢筋检查要求 1、钢筋进场检查程序、内容和要求 ①凡钢筋进场前,总监应要求施工单位提前报拟进场 时间、规格、数量、生产厂家,以便安排人员进行验收。 ②钢筋进场时,要求施工单位必须出具产品合格证原 件(复印件限制使用且必须盖公章)、产品备案证原件(复 印件必须盖备案企业公章)、生产许可证编号,检验钢材生 产厂家是否在大连市建委发布的地条钢生产企业名录中,一 经发现立即封存并按规定进行处理。 ③产品合格证应认真核对以下项目是否完整、准确。 产品名称、型号与规格、牌号; 生产日期、生产厂名、厂址、厂印及生产许可证编 号; 具有检验人员与检验单位证章和机械、化学性能规 定的技术数据; 采用的标准名称或代号; 螺纹钢筋表面必须有标志和附带的标牌; 一张合格证钢材总量不能超过60t(一个检验批) ④在检验产品合格证、备案证、生产许可证齐全后, 进行外观检查,要求进
金属材料外观检验要求
格式:pdf
大小:22KB
页数:3P
4.5
1金属材料外观检验 1.1金属材料尺寸检验 板材尺寸检验:钢板距顶角的最小距离100mm;距边缘的最小距离20mm。 管材尺寸检验:外径在距管端500mm处测量,如管端有丝扣、加厚、卷口等,则在距 离加厚、丝扣、卷口末端300mm处测量。内径在管端或用卡钳适当深入管端内部测量。壁 厚可直接测量。直径在同一断面互相垂直的方向各测一次。 圆钢尺寸检验:直径在距端部500mm处,互相垂直的方向上各测一次。 方钢、扁钢尺寸检验:在距端部500mm处的同一断面上,测其相邻两边的宽度。 六角钢、八角钢尺寸检验:在距端部500mm处各测两组对边距离。 工字钢、槽钢、角钢尺寸检验:在距端部不小于300mm处,测工字钢翼宽、槽钢腿长 以及它们的腰高和角钢的腿宽,还要测量工字钢、槽钢的腰厚和角钢的边厚。 1.2金属材料检尺工具的选择 一般金属材料的直径、对边距离等可用游标卡
弯头检验要求(弯头)
格式:pdf
大小:26KB
页数:2P
4.8
要求分值测量方法自检复检终检 平整度光滑,无凹凸不平5目测 杂质无与组成无关的外来杂质5目测 气泡气泡最大直径不超过3mm6游标卡尺测量 浸润不良无干斑、发白及其它浸润不良3目测 凹坑直径不超过1mm,深度不超过2mm凹坑5游标卡尺测量 开裂无树脂开裂5目测 裂纹表面无开裂5目测 白纱无分层、炸裂3目测 色差无明显色差6目测 刮伤垫伤无任何纤维外漏和划伤5目测 内径±5‰5测量 长度±5‰5测量 内衬厚度≥设计厚度5游标卡尺测量 总厚度≥设计厚度5游标卡尺测量 巴氏硬度≥363巴氏硬度计测量 弯头角度±1°8角度平台/角度仪 铺层工艺按工艺要求的铺层及方法制作8过程控制/样块焚烧 重量与设计重量误差≤10%5称重 标识标识正确、清晰2目测 合计94 说明
丝印检验要求相关
文辑推荐
知识推荐
百科推荐


职位:外装预算员
擅长专业:土建 安装 装饰 市政 园林


