

使用辅助垫圈焊接提高加工面的表面质量
格式:pdf
大小:213KB
页数:1P
人气 :65
 4.4
4.4
我公司加工的外协零件YB555.02.103—5,如图1所示,件1与件2为45钢。由于此零件为外观件,要求件1和件2焊接后,零件下表面不得有缺陷。但我们在焊接时,使用焊条电弧焊或者氩弧焊堆焊后,磨平凸出的焊点后,焊点与件1的连接处经常有小部分咬口或



钢结构焊接表面质量------检查及技术要求规定
1 钢结构焊接表面质量 ----检查及技术要求规定 2 焊缝表面质量检验技术标准 序 号 检验 内容 图示 板厚t (mm) 检验技术等级 dcb 表面缺陷 1裂纹≥0.5不允许不允许不允许 2 弧坑 裂纹 ≥0.5不允许不允许不允许 3 表面 气孔 对接焊缝和脚焊缝的单个气孔 最大尺寸 0.5--3 d≤0.3s d≤0.3a 不允许不允许 >3 d≤0.3s 但最大3mm d≤0.3a 但最大3mm d≤0.2s 但最大2mm d≤0.2a 但最大2mm 不允许 4 收弧 弧坑 0.5--3h≤0.2t不允许不允许 >3 h≤0.2t 最大2mm h≤0.1t 最大1mm 不允许 5 未熔 合或 未完 全熔 合 ≥0.5 不允许不允许不允许 借助放大镜观看允许允许不允许 6 对接 单面 焊
编辑推荐下载
 提高不锈钢罩壳表面质量
提高不锈钢罩壳表面质量 提高不锈钢罩壳表面质量
格式:pdf
大小:204KB
页数:3P
4.6
不锈钢类零件表面精饰处理及电解抛光技术适用范围非常大,广泛用于机床机械、印刷机械、纺织机械、医疗机械、汽车、电子电器、仪器仪表以及电梯等各种不同形状的不锈钢类零件的表面加工。利用不锈钢零件表面精饰及电解抛光技术提高滤棒成型机不锈钢零件表面质量,将会普及到烟草机械加工行业,产生巨大的经济效益和社会效益。
提高不锈钢罩壳表面质量
格式:pdf
大小:138KB
页数:3P
4.4
56 由于不锈钢材具有优异的耐蚀性、成型性、相 容性以及在很宽温度范围内的强韧性等系列特点, 所以在重工业、轻工业等行业中取得广泛的应用。 不锈钢零件投入机械加工的每张图纸都有去毛刺的 技术要求,工艺人员在编制工艺时必须考虑增加去 毛刺工序,实际生产过程中,通常采用锉刀、布 轮、砂布、砂带等办法来去毛刺。随着科学技术的 进步和生产的发展,人工去毛刺已不能适应现代市 场竞争的产品质量和生产方式的要求,精饰拉丝加 工技术逐步取代了传统的去毛刺工艺,而且越来越 被人们重视,目前有些先进企业机械零件的精饰与 拉丝加工技术已被技术人员编入技术要求的内容, 并形成了技术标准。 各种不锈钢零件,无论是激光切割加工,还是 焊接、铣削、折弯等加工,几乎都不可避免在零件 表面留下一定的缺陷,如表面不平、凸棱明显、刀 痕波纹、飞边、毛刺、微观裂纹等。这些缺陷直接 影响到零件的外观质量及使用性能,严重造成整机 质
使用辅助垫圈焊接提高加工面的表面质量热门文档

分项工程焊接接头表面质量检验评定表(完成)
格式:pdf
大小:266KB
页数:9P
4.6
钢号牌号 规格规格 检验指标 a1-1-3△△△//△△△△△△△△ a1-8△△△//△△△△△△△△ a1-13-15△△△//△△△△△△△△ a2-6-10△△△//△△△△△△△△ a2-14-17△△△//△△△△△△△△ a3-7-11△△△//△△△△△△△△ a3-12-16△△△//△△△△△△△△ 以下空白 合格 优良 注:验评结果符合合格级标准者,在相应检验指标下记“√”;优良者记“△”。合格者与优良级标准相同记“△”。 公司(处)质检代表:工地(队)技术负责人: 工地(队)质检员:班(组)长:验评日期:2007年04月20日 实检焊点数26 / 26 优良率 (%)10
5.分项工程焊接接头表面质量检验评定表
格式:pdf
大小:32KB
页数:1P
4.6
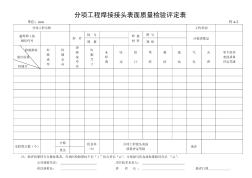
分项工程焊接接头表面质量检验评定表 共页第页 工程名称质量验评标准编号 分项 工程名称 工程类别 姓 名焊 件 钢号 焊接 材料 焊丝检验 比例 (%) 应检 数量钢 印 规格焊条 序 号 检 验 验评指 标 结果 焊缝号 焊 缝 成 型 焊 缝 余 高 焊 缝 宽 窄 差 焊 脚 尺 寸 未 焊 透 咬 边 错 口 弯 折 裂 纹 弧 坑 气 孔 夹 渣 单个检查 表面质量 评定等级 1 2 3 4 5 6 7 8 9 10 实检 焊 点数 (个) 合格优 良 率 (%) 分项工程 接头表面 质量评定 等级备注优良 注:验评结果符合合格级标准者,在相应检验指标下记“√”;优良者记“δ”。 合格级与优良级标准相同亦记“δ”。 公司质检员: 年月日 工程处技术负责人: 年月日 工程处质检员: 年月日 班组长: 年月日
#2机组焊接专业分项工程焊接接头表面质量检验评定表卷内目录
格式:pdf
大小:25KB
页数:2P
4.6
卷内目录 保管期限:长期案卷号:008档号:0102-8055-008 序号责任者文件编号文件材料题名日期页号备注 1 黑龙江省 火电第一 工程公司 dt-bc-dpd -001~016 吊挂管焊接接头表面质量检验评定 表 2010.03.211 2 黑龙江省 火电第一 工程公司 dt-bc-bqpd -001~024 过热器包墙焊接接头表面质量检验 评定表 2011.03.0717 3 黑龙江省 火电第一 工程公司 dt-bc-sppd -001~031 水冷屏焊接接头表面质量检验评定 表 2011.04.0641 4 黑龙江省 火电第一 工程公司 dt-bc-zgpd -001~056 中温过热器焊接接头表面质量检验 评定表 2011.04.1372 5 黑龙江省 火电第一 工程公司 dt-bc-slpd -001~05

10--分项工程焊接接头表面质量检验评定表(焊接模板)10
格式:pdf
大小:34KB
页数:1P
4.7
国电荥阳煤电一体化有限公司一期2×600mw机组工程 分项工程焊接接头表面质量检验评定表 工程编号: 分项工程名称工程类别 施焊焊工的 钢印代号 焊 件 钢号 焊接 材料 牌号 应检查 数量 规格规格 检验指标 验评结果 焊 缝 成 型 焊 缝 余 高 焊 脚 尺 寸 焊 缝 宽 窄 差 未 焊 透 夹 渣 咬 边 错 口 弯 折 裂 纹 弧 坑 气 孔 单个检 查表面 质量评 定等级焊缝编号 以下空白 实检焊点数(个) 合格优良 率% 分项工程焊接接头 表面质量评定等级优良 注:验评结果符合合格级标准者,在相应检验指标下记“√”;优良者记“△”,合格级与优良级 标准相同亦记“△”。 项目质检代表工地技术负责人 工地质检员班长验评日期
使用辅助垫圈焊接提高加工面的表面质量精华文档
影响机械加工表面质量的因素探讨
格式:pdf
大小:1.5MB
页数:2P
4.7
机械加工中,各种客观因素会对其表面质量造成严重的影响,制约机械加工效率的提升,在这种情况下,如何提升机械加工表面质量成为人们广泛关注的话题。本文从影响机械加工表面质量的因素入手,对提升机械加工表面质量的措施展开了探讨,希望对我国相关领域的发展起到促进作用。
 提高LED钨铜散热基板表面质量研究
提高LED钨铜散热基板表面质量研究 提高LED钨铜散热基板表面质量研究
格式:pdf
大小:980KB
页数:6P
4.5
钨铜复合材料以高导热率,led芯片热匹配等特性,成为led散热基体的重点开发对象,而钨铜箔片轧制表面高平整性是首要前提,研究高效可行的微观整平方法意义深远。本文采用电解抛光的方法对钨铜箔片(w90cu10)进行多次重复正交试验。以硫酸-磷酸系作为电解液,通过对抛光后箔片宏观表面质量评定、反射率测量及sem微观表面形貌分析,初步确定了w90cu10电解抛光的最佳工艺参数,分析了抛光液及工艺参数对抛光质量的影响及钨铜箔片电解抛光机理。实验表明:在硫酸与磷酸体积比2∶7、温度为45~55℃、抛光时间4~6min、电流密度15~25a/dm2条件下电解抛光试样表面相对反射率高达90%以上,表面呈镜面光亮。
使用辅助垫圈焊接提高加工面的表面质量最新文档
采用垫板架提高正火钢板的表面质量 采用垫板架提高正火钢板的表面质量
格式:pdf
大小:65KB
页数:2P
4.3
为避免厚度大于20mm的钢板在明火直通辊底式加热炉正火后表面产生缺陷,研制成垫板架,从而解决了正火钢板的表面质量问题,并使正火板表面质量合格率达到95%。
FTA法在提高冷轧板喷涂表面质量中的应用 FTA法在提高冷轧板喷涂表面质量中的应用
格式:pdf
大小:283KB
页数:4P
4.6
冷轧板喷涂表面在生产过程中有许多表面质量缺陷,如表面缩孔缺陷,严重制约冷轧板喷涂的品质和制造成本.为了是提高冷轧板喷涂表面质量,本文运用fta方法(故障树分析方法),分析某家电外箱体冷轧板喷涂生产过程中形成表面缩孔缺陷的原因,绘制故障树,进行布尔代数计算求出最小割集,提出部分优化措施,最终提升该系列产品的市场竞争力,并为进一步研究提供帮助.

焊缝表面质量检验记录
格式:pdf
大小:123KB
页数:4P
4.7
检查项目 检查结果 焊接部位 信息档案中心用房11.4141.1√√√√√√2012.6.20 信息档案中心用房21.4131.2√√√√√√2012.6.20 信息档案中心用房31.5131.1√√√√√√2012.6.20 信息档案中心用房41.5141.1√√√√√√2012.6.20 信息档案中心用房51.4141.2√√√√√√2012.6.24 信息档案中心用房61.4131.2√√√√√√2012.6.24 信息档案中心用房71.5141.0√√√√√√2012.6.24 信息档案中心用房81.4141.1√√√√√√2012.6.24 信息档案中心用房91.5141.1√√√

分项工程焊接接头表面质量检验评定表项目施工管理表格
格式:pdf
大小:96KB
页数:3P
4.8
分项工程焊接接头表面质量检验评定表(1/3) 工程编号:单位:mm编号: 分项工程 名称 工程类别 焊工 钢印代号 焊 件 钢 号焊接 材料 牌号 应检查 数量规 格 规格 焊 缝 成 型 焊 缝 余 高 焊 缝 宽 窄 差 焊 脚 尺 寸 未 焊 透 咬 边 错 口 弯 折 裂 纹 弧 坑 气 孔 夹 渣 单个检查 表面质量 评定等级 分项工程焊接接头表面质量检验评定表(2/3) 工程编号:单位:mm编号: 焊 缝 成 型 焊 缝 余 高 焊 缝 宽 窄 差 焊 脚 尺 寸 未 焊 透 咬 边 错 口 弯 折 裂 纹 弧 坑 气 孔 夹 渣 单个检查 表面质量 评定等级 分项工程焊接接头表面质量检验评定表(3/3) 工程编号:单位:mm编号: 焊 缝 成 型 焊 缝 余 高 焊 缝 宽 窄 差 焊 脚 尺 寸 未 焊 透

分项工程焊接接头表面质量检验评定表(项目管理表格)
格式:pdf
大小:97KB
页数:4P
4.7
分项工程焊接接头表面质量检验评定表(1/3) 工程编号:单位:mm编号: 分项工程 名称 工程类别 焊工 钢印代号 焊 件 钢 号焊接 材料 牌号 应检查 数量规 格 规格 焊 缝 成 型 焊 缝 余 高 焊 缝 宽 窄 差 焊 脚 尺 寸 未 焊 透 咬 边 错 口 弯 折 裂 纹 弧 坑 气 孔 夹 渣 单个检查 表面质量 评定等级 分项工程焊接接头表面质量检验评定表(2/3) 工程编号:单位:mm编号: 焊 缝 成 型 焊 缝 余 高 焊 缝 宽 窄 差 焊 脚 尺 寸 未 焊 透 咬 边 错 口 弯 折 裂 纹 弧 坑 气 孔 夹 渣 单个检查 表面质量 评定等级 分项工程焊接接头表面质量检验评定表(3/3) 工程编号:单位:mm编号: 焊 缝 成 型 焊 缝 余 高 焊 缝 宽 窄 差 焊 脚 尺 寸 未 焊 透 咬 边
探讨机械加工表面质量对零件的使用性能的影响及控制措施 探讨机械加工表面质量对零件的使用性能的影响及控制措施
格式:pdf
大小:197KB
页数:未知
4.6
零件表面质量是机械加工质量的重要组成部分,表面质量是指机械加工后零件表面层的微观几何结构及表层金属材料性质发生变化的情况。机器的失效是个别零件的失效造成的,其根本原因是零件丧失了其应具备的使用性能,而研究与生产实践表明,零件的失效大都从表面开始,零件表面质量的高低是决定其使用性能好坏的重要因素。因此,分析机械加工过程中影响加工表面质量的各种工艺因素,改善表面质量、提高产品使用性能具有重要的意义。
Crl2MoV钢焊接区表面高频淬火后的超塑性焊接 Crl2MoV钢焊接区表面高频淬火后的超塑性焊接
格式:pdf
大小:250KB
页数:未知
4.7
对crl2mov钢进行表面高频淬火后超塑性焊接,选用的工艺参数为:加热温度为800℃,焊接时间t=5min,预压应力σ0=56.6mpa,初始应变速率ε0=2.5×10^-4s^-1。对接头组织进行了观察和分析。试验结果表明,焊接区局部高频淬火后的crl2mov钢在其超塑变形温度及应变速率范围内,经短时间超塑焊接,其接头抗拉伸强度可以达到母材值。
影响机械加工表面质量的因素及改进措施 影响机械加工表面质量的因素及改进措施
格式:pdf
大小:73KB
页数:2P
4.8
本文对机械加工表面质量进行了分析,指出了影响机械加工表面质量的因素,并提出了提高机械加工表面质量的措施,对工程实践有一定的指导作用。
影响机械加工表面质量的因素及改进措施 影响机械加工表面质量的因素及改进措施
格式:pdf
大小:778KB
页数:3P
4.6
本文对机械加工表面质量对其工作的性能影响进行探讨,分析在机械加工过程中表面质量的影响因素,并针对这些因素提出改进措施。
影响机械加工表面质量的因素及措施分析 影响机械加工表面质量的因素及措施分析
格式:pdf
大小:101KB
页数:未知
4.4
在机械加工过程中,表面质量是非常重要的环节。而它的质量受多种因素影响,是我们在进行机械加工时不可忽视的重要部分。本文将对影响机械加工表面质量的因素进行分析,并从中积极探索避开不利因素,提高工件表面质量的有效措施。
使用辅助垫圈焊接提高加工面的表面质量相关
文辑推荐
知识推荐
百科推荐


职位:总监理工程师代表
擅长专业:土建 安装 装饰 市政 园林


