

2.4.3、山西西龙池压力钢管制造安装工程焊接总结报告
格式:pdf
大小:203KB
页数:27P
人气 :55
 4.4
4.4
山西西龙池压力钢管制造安装工程 焊接总结报告 报告编制:周 林 中国水利水电第三工程局制造安装分局 二 OO七年六月二十八日 2 1、工程来源 工程招投标 2、工程概况 山西西龙池抽水蓄能电站位于山西省忻州市五台县境内,滹沱河与 清水河交汇处上游约 3km处的滹沱河左岸。电站距忻州市及太原市公路 里程分别为 74km和 154km。电站共安装 4 台单级混流可逆式水泵 (水轮) 电动(发电)机组,是一座日调节的纯抽水蓄能电站。电站总装机容量 为 1200MW(4×300MW),年发电量为 18.05 亿 kW·h。电站建成后,并 入山西电网,担任系统调峰、填谷、调频及事故备用等任务,对改善山 西电网电源结构、提高供电质量和保证电网安全经济稳定运行,具有重 要作用。 西龙池抽水蓄能电站由上水库、输水系统、地下厂房系统、下水库、 地面开关站等建筑物组成。 工程建设总工期为 6年,即




敏达压力钢管制造与安装工艺大纲
缅甸myittha水电站 引水压力钢管制造与安装 施工工艺大纲 审批:_______________________ 审核:_______________________ 编制:_______________________ 中国葛洲坝集团机械船舶有限公司 2011年5月 目录 1.编制依据...................................................................................................................1 2.工程概况...................................................................................................................
压力钢管制造安装及验收规范
压力钢管制造安装及验收规范? dl5017—93 ?目录 1主题内容与适用范围 2引用标准 3一般规定 3.1技术资料 3.2材料 3.3对测量工具和基准点的要求 4压力钢管制造 4.1直管、弯管和渐变管的制造 4.2岔管和伸缩节制造 5压力钢管安装 5.1埋管安装 5.2明管安装 6压力钢管焊接错误!未指定书签。 6.1焊接工艺评定 6.2焊工资格 6.3焊接的基本规定和工艺要求 6.4焊缝检验 6.5缺陷的处理和焊补 7压力钢管焊后消除应力热处理 7.1基本规定 7.2热处理工艺 8压力钢管防腐蚀 8.1表面预处理1 8.2涂料涂装 8.3涂料涂层质量检查 8.4金属喷涂 9水压试验 9.1基本规定 9.2岔管水压试验 9.3明管水压试验 10包装、运
编辑推荐下载
压力钢管制造与安装工程施工组织设计
格式:pdf
大小:278KB
页数:44P
4.4
(此文档为word格式,下载后您可任意编辑修改!) 和静大山口二级水电站 压力钢管制造与安装工程 施 工 组 织 设 计 新疆汇通水利电力工程建设有限公司 2012年7月 批准:张世贤 审核:王志刚 校核:贾春毅 编写:刘涌 目录 一、工程概况 二、施工场地总布置、人员组织 三、钢管的制造工艺 四、钢管的安装工艺 五、焊接工艺 六、无损检测工艺规程 七、防腐工艺 八、工期进度计划安排及运输措施 九、质量控制措施 十、安全生产及文明施工 十一、附录 一、工程概况 大山口二级水电站位于新疆巴音郭楞蒙古自治州和静县境内,为开都河规划梯 级开发中的第8级,为引水式电站,其上游为大山口水电站,下游为小山口水电站。 大山口二级水电站以发电为主,水电站引水发电流量170m3s,尾水1316.5m,装机 容量49.5mw,由装机容量确定电站工程等别为ⅳ等,工程规模为小(1)型
山西西龙池压力钢管制造安装工程焊接总结报告热门文档
 小浪底工程压力钢管制造与安装
小浪底工程压力钢管制造与安装 小浪底工程压力钢管制造与安装
格式:pdf
大小:544KB
页数:4P
4.4
小浪底工程压力钢管直径大(内径7800mm),材质强度高(800mpa级),制造、安装、焊接工艺复杂,施工难度大,方法独特。灌浆孔封堵采用了非焊接方式封堵方法(螺纹钢塞和环氧胶),属国内首次采用。封闭段管壳安装根据施工具体情况采取了独特的安装方式和接头型式,并一次安装成功,保证了工期和质量。该工程的实践经验可供有关工程借鉴。
压力钢管制造安装及验收规范 (2)
格式:pdf
大小:155KB
页数:17P
4.4
压力钢管制造安装及验收规范? dl5017—93 ?目录 1主题内容与适用范围 2引用标准 3一般规定 3.1技术资料 3.2材料 3.3对测量工具和基准点的要求 4压力钢管制造 4.1直管、弯管和渐变管的制造 4.2岔管和伸缩节制造 5压力钢管安装 5.1埋管安装 5.2明管安装 6压力钢管焊接错误!未指定书签。 6.1焊接工艺评定 6.2焊工资格 6.3焊接的基本规定和工艺要求 6.4焊缝检验 6.5缺陷的处理和焊补 7压力钢管焊后消除应力热处理 7.1基本规定 7.2热处理工艺 8压力钢管防腐蚀 8.1表面预处理1 8.2涂料涂装 8.3涂料涂层质量检查 8.4金属喷涂 9水压试验 9.1基本规定 9.2岔管水压试验 9.3明管水压试验 10包装、运

引水压力钢管制造与安装
格式:pdf
大小:79KB
页数:10P
4.7
引水压力钢管制造与安装 施工工艺大纲 (缅甸myittha水力发电项目) 审批:_______________________ 审核:_______________________ 编制:_______________________ 中国×××集团 2012年6月 目录 1.编制依据..................................................................1 2.工程概况..................................................................1 3.工艺方案..................................................................1 3.1制造工艺方案...
压力钢管制造安装及验收规范汇编
格式:pdf
大小:183KB
页数:17P
4.4
压力钢管制造安装及验收规范 dl5017—93 目录 1主题内容与适用范围2 2引用标准2 3一般规定2 3.1技术资料2 3.2材料2 3.3对测量工具和基准点的要求2 4压力钢管制造3 4.1直管、弯管和渐变管的制造3 4.2岔管和伸缩节制造5 5压力钢管安装7 5.1埋管安装7 5.2明管安装7 6压力钢管焊接8 6.1焊接工艺评定8 6.2焊工资格9 6.3焊接的基本规定和工艺要求10 6.4焊缝检验12 6.5缺陷的处理和焊补14 7压力钢管焊后消除应力热处理14 7.1基本规定14 7.2热处理工艺14 8压力钢管防腐蚀15 8.1表面预处理15 8.2涂料涂装16 8.
山西西龙池压力钢管制造安装工程焊接总结报告精华文档
 浅谈复杂异型四通渐变压力钢管制造及焊接
浅谈复杂异型四通渐变压力钢管制造及焊接 浅谈复杂异型四通渐变压力钢管制造及焊接
格式:pdf
大小:393KB
页数:2P
4.4
1993年,正当东江——香港供水三期扩建工程接近尾声时,我局机电安装公司承接了深圳量水间压力钢管制造和安装工程。其中在量水间的进水口和出水口各有一段复杂异型四通渐变压力管头,它们是由一个直径2.2m管渐变成为三个直径为1.6m管构成。
压力钢管制造作业指导书
格式:pdf
大小:381KB
页数:16P
4.8
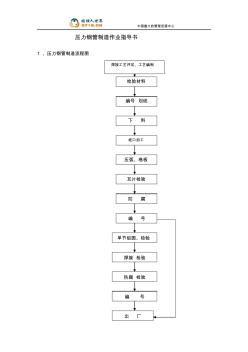
中国最大的管理资源中心 压力钢管制造作业指导书 1、压力钢管制造流程图 检验材料 编号划线 下料 压弧、卷板 单节组圆、检验 瓦片检验 焊接检验 防腐 防腐检验 编号 编号 出厂 焊接工艺评定、工艺编制 坡口加工 中国最大的管理资源中心 2作业方法及要求 2.1材料 2.1.1作业方法 2.1.1.1制作钢管使用的钢材、焊材,必须符合合同文件及图纸的规定; 2.1.1.2钢材应有出厂质量证明书,如无出厂质量证明书或标号不清,有 疑问者,应予复检,复检符合规定,方可使用; 2.1.1.3钢板如需超声波探伤的,应按zbj74003《压力容器用钢板超声波 探伤》标准进行探伤,碳素钢应符合该标准现定的iv级要求,低合金钢板应符 合iii级要求; 2.1.1.4钢板的厚度应符合gb709《热轧钢板和钢带的尺寸、外形及允许 偏差》的规定,表面质
压力钢管制造安装及验收规范 (3)
格式:pdf
大小:235KB
页数:35P
4.6
1 2020年6月23日 压力钢管制造安装 及验收规范 资料内容仅供参考,如有不当或者侵权,请联系本人改正或者删除。 2 2020年6月23日 压力钢管制造安装及验收规范 dl5017—93 目录 1主题内容与适用范围4 2引用标准4 3一般规定5 3.1技术资料5 3.2材料5 3.3对测量工具和基准点的要求6 4压力钢管制造6 4.1直管、弯管和渐变管的制造6 4.2岔管和伸缩节制造11 5压力钢管安装13 5.1埋管安装13 5.2明管安装15 6压力钢管焊接15 6.1焊接工艺评定15 6.2焊工资格19 6.3焊接的基本规定和工艺要求19 6.4焊缝检验25 资料内容仅供参考,如有不当或者侵权,请联系本人改正或者删除。 3 2020年6月23日

压力钢管制作安装工艺
格式:pdf
大小:63KB
页数:9P
4.5
压力钢管及钢材制造安装工艺方法 及主要技术措施 1.钢管及钢衬制造工艺方法及主要技术措施 1.1施工准备 (1)技术准备 收到压力钢管施工设计图纸后,首先进行技术性审图和工艺性审图,并根据 审图结果编制《工艺大纲》、《材料需用量计划》、《外协外购件清单》和《检验计 划》。以及《零件工艺卡》、《装焊工艺卡》等工艺文件,绘制钢管瓦片拼料图。 (2)钢材准备 ①钢板的规格、尺寸、材质由技术或工艺员编制的钢管拼料图及下料工艺 卡确定,并提出详细的订货采购清单经机电物资部、专业总工审批后申请采购; ②每批钢材入库验收时,应向监理人提交产品质量证明书,并接受监理人 的检查,没有产品合格证件的钢材不得使用。 ③我方将对所有钢板进行抽样检验。每批钢板抽样数量为2%,且不少于2 张,必要时根据监理人的指令随机抽样,增加附加检验量; ④钢板应按钢种、厚度分类堆放,垫离地面,应架设防雨棚,防
山西西龙池压力钢管制造安装工程焊接总结报告最新文档
水电站压力钢管制造与安装工程施工组织设计
格式:pdf
大小:1.0MB
页数:105P
4.4
水电站压力钢管制造与安装工程施工组织设计 【精编】水电站压力钢管制造与安装工程施工组织设计 和静大山口二级水电站 压力钢管制造与安装工程 施 工 组 织 设 计 新疆汇通水利电力工程建设有限公司 2012年7月 【精编】水电站压力钢管制造与安装工程施工组织设计 水电站扩机工程隧洞项目部交通洞安全施工组织设计(doc51页 批准:张世贤 审核:王志刚 校核:贾春毅 编写:刘涌 【精编】水电站压力钢管制造与安装工程施工组织设计 水电站扩机工程隧洞项目部交通洞安全施工组织设计(doc51页 目录 一、工程概况 二、施工场地总布置、人员组织 三、钢管的制造工艺 四、钢管的安装工艺 五、焊接工艺 六、无损检测工艺规程 七、防腐工艺 八、工期进度计划安排及运输措施 九、质量控制措施 十、安全生产及文明施工 十一、附录 【精编】
引水压力钢管制造及安装工程监理实施细则
格式:pdf
大小:49KB
页数:10P
4.5
引水压力钢管制造及安装工程监理实施细则 一、总则 1.1本细则适用于中小型水电站引水压力钢管的制造与安装监理工程项目。 1.2本细则依据工程承建合同文件(包括合同技术规范),国家颁的sd144—85《水电 站压力钢管设计规范》、dl5017—93《压力钢管制造、安装及验收规范》、sd2008—84 《水工建筑金属结构焊接技术规程》、sl36—92《水工金属结构焊接通用技术条件》、 jb4708—92《钢制压力容器焊工艺评定》、gb3323—87《钢熔化焊对接接头身体照相 及质量分级》、gb1134—89《钢焊接手工超声探伤方法和探伤方法和探伤结果的分级》、 sl105-95《水工金属结构防腐蚀规范》、sdl014—85《涂漆通用技术条件》、sdj249.2 —88《水利水电基本建设工程单元工程质量评定标准金属结构及启闭机安装工程 (试行)》、tgps.j01—20
Solidworks、AutoPOL for Windows软件在压力钢管制造中的应用 Solidworks、AutoPOL for Windows软件在压力钢管制造中的应用
格式:pdf
大小:285KB
页数:3P
4.5
阐述solidworks三维设计软件与autopolforwindows软件(钣金展开专业软件)在压力钢管制造过程中的下料放样、管道展开、模拟管道的整体组拼、干涉检查等方面的应用,相比于传统的autocad平行线放样法更快捷、精确、省时、省工,能直观地反应出产品的立体效果,为压力钢管的制作带来了极大方便。
压力钢管制造与安装工程施工组织设计(44页)
格式:pdf
大小:279KB
页数:44P
4.4
(此文档为word格式,下载后您可任意编辑修改!) 和静大山口二级水电站 压力钢管制造与安装工程 施 工 组 织 设 计 新疆汇通水利电力工程建设有限公司 2012年7月 批准:张世贤 审核:王志刚 校核:贾春毅 编写:刘涌 目录 一、工程概况 二、施工场地总布置、人员组织 三、钢管的制造工艺 四、钢管的安装工艺 五、焊接工艺 六、无损检测工艺规程 七、防腐工艺 八、工期进度计划安排及运输措施 九、质量控制措施 十、安全生产及文明施工 十一、附录 一、工程概况 大山口二级水电站位于新疆巴音郭楞蒙古自治州和静县境内,为开都河规划梯 级开发中的第8级,为引水式电站,其上游为大山口水电站,下游为小山口水电站。 大山口二级水电站以发电为主,水电站引水发电流量170m3s,尾水1316.5m,装机 容量49.5mw,由装机容量确定电站工程等别为ⅳ等,工程规模为小(1)型

水电站压力钢管制造与安装工程施工组织设计 (2)
格式:pdf
大小:1.0MB
页数:105P
4.6
水电站压力钢管制造与安装工程施工组织设计 【精编】水电站压力钢管制造与安装工程施工组织设计 和静大山口二级水电站 压力钢管制造与安装工程 施 工 组 织 设 计 新疆汇通水利电力工程建设有限公司 2012年7月 【精编】水电站压力钢管制造与安装工程施工组织设计 水电站扩机工程隧洞项目部交通洞安全施工组织设计(doc51页 批准:张世贤 审核:王志刚 校核:贾春毅 编写:刘涌 【精编】水电站压力钢管制造与安装工程施工组织设计 水电站扩机工程隧洞项目部交通洞安全施工组织设计(doc51页 目录 一、工程概况 二、施工场地总布置、人员组织 三、钢管的制造工艺 四、钢管的安装工艺 五、焊接工艺 六、无损检测工艺规程 七、防腐工艺 八、工期进度计划安排及运输措施 九、质量控制措施 十、安全生产及文明施工 十一、附录 【精编】

压力钢管制造及安装监理实施细则
格式:pdf
大小:49KB
页数:15P
4.3
压力钢管制作及安装监理实施细则 长江三峡技术经济发展有限公司 喜儿沟监理部 二〇一一年三月 2 核定: 审查: 拟稿: 3 目录 一、总则........................................................................................4 二、编制依据................................................................................4 三、开工许可申请........................................................................5 四、质量标准................................................

某电站压力钢管制造及安装技术措施
格式:pdf
大小:81KB
页数:18P
4.3
第9章金属结构与设备安装工程 9.1压力钢管的制作、安装和运输 9.1.1管件制造 9.1.1.1直管、弯管和渐变段的制造 (1)钢板的划线、切割和坡口加工 1)钢管的划线应满足下列要求: ①钢板划线的极限偏差应符合表1-1的规定; 表1-1钢板划线的极限偏差 ②直管环缝间距不应小于500mm; ③相邻管节纵缝间距应大于板厚的5倍,且不小于100mm; ④同一管节相邻纵缝间距不应小于500mm; ⑤明管的纵缝位置与明管的垂直轴和水平轴所夹的圆心角应符合施工图纸 规定的范围。 2)钢板划线后的标记应符合dl5017-93第4.1.2条和第4.1.3条的规定。 3)钢板的切割和刨边采用刨边机或半自动气割机加工的方法。 4)切割和刨边面的熔渣、毛刺和缺口,应用砂轮磨除,所有板材加工后的 边缘不得有裂纹、夹层和夹渣等缺陷。 5)钢板加工后坡口尺寸的极限偏差,在施工图纸未
三峡电厂压力钢管制造安装技术综述 三峡电厂压力钢管制造安装技术综述
格式:pdf
大小:748KB
页数:5P
4.6
三峡水电厂装设有32条直径达12.4m的压力钢管,采用不同的装置方式。仅对钢管管节、凑合节、伸缩节的制造安装工艺、钢管焊接残余应力的处理、焊缝检测等方面取得的创新成果加以综合。
龙开口水电站压力钢管制造技术
格式:pdf
大小:184KB
页数:2P
4.6
摘要:压力钢管多用于大、中型电站,衔接着电站进水口和蜗壳,承受高速水流冲涮及相应水头压力,在电站枢纽中其重要性不言而喻。在压力钢管制造过程中,科学先进、切实可行的制造工艺对保证其质量至关重要。本文介绍了龙开口水电站压力钢管下料、瓦片卷制、焊接的一系列制造技术,并对焊接关键工序重点进行了说明,就高强度钢一些特殊控制要求进行了说明。

钢管制造焊接作业指导书
格式:pdf
大小:234KB
页数:9P
4.4
小湾水电站压力钢管制造 焊接作业指导书 批准: 审核: 编制:许毓成 水电十四局机电安装总公司小湾电站项目部技术科 二00六年六月三日 1 小湾电站压力钢管的焊接依据设计图纸、设计修改通知单、昆明设计 院提供的《压力钢管制造及安装施工技术要求》以及《压力钢管制造安装 及验收规范dl5017-93》执行。压力钢管焊接包括:钢管纵缝、环缝、加 劲环、阻水环的拼接缝以及与管壁角缝的焊接。 参加焊接的施工人员和无损检测人员均需持有有效的合格证书。 一、纵缝预热和焊接 采有手工电弧焊接,管节纵缝采用不对称的x60°、钝边2mm的坡口 型式(外小内大),在施焊前,先将焊缝两侧的污物清理干净,准备进行 焊缝的焊前预热工作。 焊前预热是防止低温裂纹、焊缝影响区硬度过高引起冷裂纹以及减少 焊接残余应力的重要工艺措施。所以,在焊接前,必须按焊接工艺评定报 告的要求对
山西西龙池压力钢管制造安装工程焊接总结报告相关
文辑推荐
知识推荐
百科推荐


职位:公路专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


