

三峡1300/160t桥式起重机主梁焊接质量控制
格式:pdf
大小:2.2MB
页数:4P
人气 :84
 4.5
4.5
焊接质量对钢结构件整体稳定性及实现各项预定功能起着关键作用,本文通过对1300/160t桥式起重机设计图样结构及选用材料类型分析,选用合适焊接方法、焊接参数、合理的板材坡口形式,采取一定的焊接质量控制措施,完成结构件的生产,保证了产品质量要求,为国内类似大型钢结构件的制作积累了实际操作经验.



450t桥式起重机主梁焊接
介绍与奥地利合作生产制造的450t桥式起重机偏轨箱形梁重要焊缝的工艺改进及质量控制。在生产制造过程中,根据实际情况采取了重要的工艺措施,确保了主要焊缝达到设计要求
桥式起重机箱形主梁焊接质量控制
焊接工艺是桥式起重机主梁焊接质量的主要技术保证。本文介绍了制造箱形主梁的相关规范、标准要求,重点对箱形主梁焊接变形进行分析,通过选择合理的装配焊接顺序以及采取工艺要点来控制箱形主梁的变形。最后介绍主梁焊缝检验要求,确保起重机的安全可靠。
编辑推荐下载
10/3.2、20/5桥式起重机主梁组对焊接方案
格式:pdf
大小:67KB
页数:1P
4.7
第34卷2006年第05期 123 经 验 mining&processingequipment 来的不是电机绕组与外壳之间的绝缘电阻r,而是它们的总 阻抗z。 但是无论采用兆欧表进行测量,还是采用“伏—安”法 进行测量,所得电机绝缘电阻都是常温下的值,然而有关规 程手册中规定低压电机的最低绝缘电阻为0.5mω是指在75 ℃时的值,因此,必须把常温下的电阻换算成75℃时的值, 才能确定为电机在标准温度下的绝缘电阻值,也才能与规定 要求的电阻比较,其换算公式为 10 7575 2 t rt r−=(mω) 式中t——检测时的环境温度,℃ rt——环境温度t℃时检测的绝缘电阻,mω r75——换自成75℃时的绝缘电阻,mω 例如我们在20℃时测量某电机的绝缘电

桥式起重机主梁制造焊接变形及控制
格式:pdf
大小:1.9MB
页数:1P
4.4
桥式起重机主梁的制造是整机金属结构制造的重中之重,关系着起重机的整体强度是否符合要求,但是由于焊接施工本身的诸多因素,主梁的焊接变形是在所难免,主要会产生六种变形,严重影响制造质量。然而在实际生产中通过设计和工艺控制能够减小变形,保证主梁的焊接质量。
三峡1300/160t桥式起重机主梁焊接质量控制热门文档
桥式起重机主梁焊接CAPP系统的开发
格式:pdf
大小:355KB
页数:4P
4.6
简要分析了箱型桥式起重机主梁制造工艺设计现状,讨论了工艺设计内容、要求和流程,以及主梁焊接capp系统的基本要求,提出了一种基于数据库的主梁焊接capp系统结构。采用delphi编程,开发了基于开放式数据库的桥式起重机主梁焊接capp系统,可以完成主梁制造工艺设计。该capp系统可以加快工艺设计的速度和效率,提高设计质量和继承性,为工艺设计标准化和最优化创造了条件。
450t桥式起重机主梁的焊接
格式:pdf
大小:358KB
页数:3P
4.6
450t桥式起重机主梁的焊接 太原重型机械集团公司 陈文涛 柴俊义 吴建萍 我国自20世纪80年代以来,大型起重运输设 备的合作生产领域不断扩大,通过与国外厂商合作 生产,消化引进设计、技术标准,使我们对各国起 重设备的结构设计、工艺及制造的技术标准等有了 较全面的认识,工艺技术及制造水平在实践中不断 提高。在与奥地利合作为巴基斯坦生产的450t桥 式起重机(以下简称桥机)制造过程中,外方在技 术方面要求比较严格,尤其对主要焊缝质量及外观 质量要求很高。通过在工艺及制造上的努力,使焊 缝质量达到了设计要求,顺利地完成合作生产,表 明我们有能力制造高水平的大型起重机设备。 1 结构特点和质量要求 111 结构特点 该桥机通过2台用连接梁连接的145/20×20m 起重机并车后使主起升重量达到450
125t吊钩桥式起重机主梁的组装焊接
格式:pdf
大小:85KB
页数:2P
4.6
济钢集团石横特殊钢厂consteel电炉主跨用2台qd125/50/5--22a6吊钩桥式起重机,其主梁结构为偏轨箱形梁,单件重量为24.1t,截面尺寸为1770mm×2200mm、总长为22.8m,材质为q345a(16mn)。
125t吊钩桥式起重机主梁的组装焊接
格式:pdf
大小:254KB
页数:2P
4.3
!"#$吊钩桥式起重机主梁的 组装焊接 济南钢铁集团石横特殊钢厂(山东"%!&!")周纪升常晓巍田晓莹 济钢集团石横特殊钢厂’()*$++,电炉主跨用" 台-.!"#/#0/#—""1&吊钩桥式起重机,其主梁结 构为偏轨箱形梁,单件重量为"23!$,截面尺寸为 !%%0445""0044、总长为""364,材质为-72#1 (!&8))。 这种9形钢宽翼缘偏轨箱形梁结构虽然解决了 承轨纵向熔透角焊缝制造上的困难,但对于这种低 合金钢偏轨箱形梁,我厂还是第一次制作。如何保 证主梁的各项指标达到标准和设计要求,是此次制 作中的难点。 一、主梁相关技术要求及制作难点 !"技术要求 主梁结构为9形钢宽翼缘偏轨箱形梁结构,上 下盖板板厚为!"44、主腹板板厚为!"44、副腹板 板厚为!044,钢板材质全部是-72#1(!&8)),如 图!
三峡1300/160t桥式起重机主梁焊接质量控制精华文档
20/5t双梁桥式起重机主梁装配焊接质量的控制
格式:pdf
大小:569KB
页数:4P
4.7
双梁桥式起重机的制造质量取决于桥架的制造质量,桥架的制造质量取决于箱形主梁的制造质量,通过对箱形主梁技术要求的控制和对焊接变形的控制,进一步保证箱形主梁的装配焊接质量,继而保证双梁桥式起重机的制造质量,提高起重机产品的一次合格率。
1200t桥式起重机焊接质量的控制
格式:pdf
大小:357KB
页数:3P
4.5
从材料选用、质量保证体系、设计文件、质量监督、焊接方法及规范、焊后无损检验等方面对三峡1200t桥式起重机提出了较高的要求,从而对这台起重机的质量进行了控制,保证了产品质量,为我公司树立了良好的形象
通用桥式起重机主梁计算
格式:pdf
大小:644KB
页数:22P
4.7
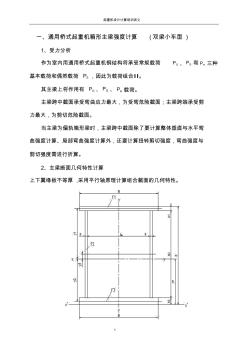
起重机设计计算培训讲义 1 一、通用桥式起重机箱形主梁强度计算(双梁小车型) 1、受力分析 作为室内用通用桥式起重机钢结构将承受常规载荷gp、qp和hp三种 基本载荷和偶然载荷sp,因此为载荷组合ⅱ。 其主梁上将作用有gp、qp、hp载荷。 主梁跨中截面承受弯曲应力最大,为受弯危险截面;主梁跨端承受剪 力最大,为剪切危险截面。 当主梁为偏轨箱形梁时,主梁跨中截面除了要计算整体垂直与水平弯 曲强度计算、局部弯曲强度计算外,还要计算扭转剪切强度,弯曲强度与 剪切强度需进行折算。 2、主梁断面几何特性计算 上下翼缘板不等厚,采用平行轴原理计算组合截面的几何特性。 起重机设计计算培训讲义 2 图2-4 注:此箱形截面垂直形心轴为y-y形心线,为对称形心线。因上下翼 缘板厚不等,应以x’—x’为参考形心线,利用平行轴原理求水平形心线x— x位
桥式起重机主梁设计
格式:pdf
大小:632KB
页数:26P
4.8
delegates,staff:hello!intherun-uptothespringfestival,weheldonesessionoffourstaffrepresentativesconference2013-workshop,fullbackin2012,carefulanalysisofthecurrentsituation,discuss2013developmentplans.here,onbehalfofmycompany2013workreportstothegeneralassembly,forconsideration.pillari,2012backin2012,xxpowercompaniesadhereto
 桥式起重机主梁剩余寿命估算
桥式起重机主梁剩余寿命估算 桥式起重机主梁剩余寿命估算
格式:pdf
大小:248KB
页数:未知
4.5
桥式起重机在典型工况下工作循环一次时,对其主梁危险部位的应力进行测试,得到应力-时间历程,采用雨流计数法处理应力-时间历程获取载荷谱。根据线性累积损伤理论,估算出起重机在典型工况下工作循环一次时,主梁危险部位的损伤值。查询在线监测系统,获得起重机在各种实际工况下的工作循环次数,将实际工况近似为典型工况,推导出主梁的疲劳寿命公式。
三峡1300/160t桥式起重机主梁焊接质量控制最新文档

桥式起重机主梁焊接变形的控制技术
格式:pdf
大小:110KB
页数:3P
4.6
介绍了桥式起重机主梁焊接变形的控制技术,对箱形主梁焊接变形的分析,组装焊接顺序及工艺参数等做了详细的叙述。选择合理的组焊顺序和工艺参数,例如采取预制上拱度、支点位置切换、减小腹板与隔板的角变形等措施,是控制主梁焊接变形的有效方法。

桥式起重机主梁焊接变形的控制技术
格式:pdf
大小:181KB
页数:2P
4.6
介绍了桥式起重机主梁焊接变形的控制技术,对箱形主梁焊接变形的分析,组装焊接顺序及工艺参数等做了详细的叙述。选择合理的组焊顺序和工艺参数,例如采取预制上拱度、支点位置切换、减小腹板与隔板的角变形等措施,是控制主梁焊接变形的有效方法。

双梁桥式起重机主梁焊接工艺
格式:pdf
大小:97KB
页数:2P
4.6
箱型主梁的焊接工艺是保证起重机桥架质量的重要因素,介绍了双梁桥式起重机主梁制作工艺。采用4次函数曲线确定主梁起拱的程度,翼板和腹板对接过程中采用陶瓷衬垫实现焊缝单面焊双面成形,并在焊后利用火焰矫正,达到控制双梁桥式起重机主梁焊接变形的目的。所生产的6台28.5m双梁桥式起重机主梁的外形尺寸、起拱和焊接质量均符合设计要求。
箱型桥式起重机主梁焊接CAPP系统的开发
格式:pdf
大小:279KB
页数:4P
4.7
分析了箱型桥式起重机主梁制造工艺设计现状,讨论了工艺设计内容、要求和流程,以及主梁焊接capp系统的基本要求,提出一种基于数据库的主梁焊接capp系统结构。采用delphi编程,开发了基于开放式数据库的桥式起重机主梁焊接capp系统,可以完成主梁制造工艺设计。该capp系统可以加快工艺设计速度和效率、提高设计质量和继承性,为工艺设计标准化和最优化创造了条件。
桥式起重机主梁的焊接工艺设计 (2)
格式:pdf
大小:8KB
页数:4P
4.7
桥式起重机主梁的焊接工艺设计 一架桥式起重机的制造任务为单梁龙门吊,跨距22m,起吊质量 为5t。在不具备大型吊装设备的情况下,采用边装配边组焊的装焊 顺序,有效控制焊接变形,解决了箱形主梁难以翻转的问题,成功完 成了箱形主梁的焊接,保证了技术要求。箱形主梁全长36m,外形尺 寸:36000mm~l25mm~l500mm.由q235钢板焊接而成。主梁的腹板及 翼板的对接焊缝是i类焊缝,主梁与腹板的组合焊缝是ⅱ类焊缝;梁 的上拱度为22mm,旁弯≤8mm,扭曲≤3mm。 1分析 箱形主梁的焊缝质量和尺寸精度要求高.截面尺寸大、刚性大。 在焊接过程中,由于受现场起重条件的限制,无法对箱形主梁反复翻 转,只能利用合理的装配及焊接顺序进行变形控制。焊后一旦发生变 形则无法矫正,因此,箱形主梁的制造关键就是如何在制造过程中控 制好焊接变形。桥式起重机的主梁要求在垂直
桥式起重机主梁的焊接工艺设计
格式:pdf
大小:8KB
页数:4P
4.6
桥式起重机主梁的焊接工艺设计 一架桥式起重机的制造任务为单梁龙门吊,跨距22m,起吊质量 为5t。在不具备大型吊装设备的情况下,采用边装配边组焊的装焊 顺序,有效控制焊接变形,解决了箱形主梁难以翻转的问题,成功完 成了箱形主梁的焊接,保证了技术要求。箱形主梁全长36m,外形尺 寸:36000mm~l25mm~l500mm.由q235钢板焊接而成。主梁的腹板及 翼板的对接焊缝是i类焊缝,主梁与腹板的组合焊缝是ⅱ类焊缝;梁 的上拱度为22mm,旁弯≤8mm,扭曲≤3mm。 1分析 箱形主梁的焊缝质量和尺寸精度要求高.截面尺寸大、刚性大。 在焊接过程中,由于受现场起重条件的限制,无法对箱形主梁反复翻 转,只能利用合理的装配及焊接顺序进行变形控制。焊后一旦发生变 形则无法矫正,因此,箱形主梁的制造关键就是如何在制造过程中控 制好焊接变形。桥式起重机的主梁要求在垂直
双梁桥式起重机主梁的修复与校正 双梁桥式起重机主梁的修复与校正
格式:pdf
大小:79KB
页数:未知
4.5
本公司2台双梁桥式抓斗起重机运行几年后先后出现大、小啃轨现象,运行时发出“咚咚”的撞击声。对此异常现象,笔者根据车轮磨损情况和轨道情况,更换了车轮并对车轮轮距及对角线进行调校,运行一段时间后,此故障二次出现,通过分析认为可能是起重机桥架发生的变形。

桥式起重机主梁设计说明书LIDAMING
格式:pdf
大小:664KB
页数:29P
4.5
焊接结构课程设计说明书 题目: 院(系): 班级: 姓名: 学号: 指导教师: 摘要 桥式起重机是横架于车间、仓库和料场上空进行物料吊运的起重设备。由于 它的两端坐落在高大的水泥柱或者金属支架上,形状似桥。桥式起重机的桥架沿 铺设在两侧高架上的轨道纵向运行,可以充分利用桥架下面的空间吊运物料,不 受地面设备的阻碍。在室内外工矿企业、钢铁化工、铁路交通、港口码头以及物 流周转等部门和场所均得到广泛的运用,是使用范围最广、数量最多的一种起重 机械。 本书主要介绍了跨度16.5m,起重量10t的通用桥式起重机箱型梁的设计生 产过程,同时对车间的布置情况作了较为粗略的参考设计。设计过程较为详细地 考虑了实际生产与工作中的情况。 作者2012年8月于黑龙江科技大学 目录 第一章箱型梁式桥架结构的构造及尺寸.........................
350t门式起重机主梁的总成焊接
格式:pdf
大小:206KB
页数:3P
4.7
图 2 定位在工件上。如此处理后,即可按照焊制h形工件 一样的工艺来焊接非h形的锅炉柱梁。按此工艺在焊 缝区域铺设埋弧焊焊剂,调节自动焊的机头,使自动焊 导向轮压紧工件,设定焊接速度,就可焊接。在焊接过 程中,当龙门架的行程在自动焊辅助架上快结束时,需 向前不断地移动辅助架直至焊完为止。 通过以上技术改进,实现了非h形柱梁的埋弧焊, 使生产效率显著提高,由于自动焊熔深比手工焊大,焊 缝质量好;同时由于自动焊热量集中,工件的焊接变形 小;另外,埋弧焊由于有焊剂的保护,金属元素的烧损和 飞溅减少,没有电焊条头的损失,又节省了焊接材料和 电能,大大降低了生产中的成本;因为采用的是龙门式 自动焊接机,工人的劳动条件也得到改善。 (收稿日期 2004 06 10) 作者简介: 雷 鸣,1971年出生,工程师,从事锅炉压力容器焊
三峡1300/160t桥式起重机主梁焊接质量控制相关
文辑推荐
知识推荐
百科推荐


职位:房建市政工程专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


