

双头螺栓的工艺
格式:pdf
大小:829KB
页数:9P
人气 :94
 4.6
4.6
个人资料整理 仅限学习使用 1 / 9 双头螺栓的加工工艺 许众 [ 摘要 ]同一个零件的图纸,加工前可以编排成各种不同的加工工艺,一般来说这些不同的加工工艺都没有对错 之分,只是在不同的加工环境和不同的加工要求下才会有一种最合适的加工工艺产生,本文主要概述了工种及 机床设备的特点,然后针对双头螺栓的加工进行了最适合我们车间的工艺编排,并详述了编排工艺的原因以及 加工中的注意事项。 b5E2RGbCAP [ 关键词 ] 双头螺栓工艺配合 引言 上海电气电站设备有限公司上海汽轮机厂是由上海汽轮机厂和德国西门子公司 共同投资组建的,是中国电站设备行业唯一大型合资企业,以 6MW—1000MW火 电汽轮机和核电汽轮机及燃气轮机联合循环机组为主要产品,结合了两家企业 的优势,把中国的一流设计、先进设备、制造经验与西门子公司的先进技术、 先进管理紧密结合起来,组成了强有力的合营伙伴,在中国设计并



双头螺栓
双头螺栓 双头螺栓(stud),也叫双头螺丝或双头螺柱。用于连接机械的固定链 接功能,双头螺栓两头都有螺纹,中间的螺杆,有粗的也有细的。一 般用于矿山机械,桥梁,汽车,摩托车,锅炉钢结构,吊塔,大跨度 钢结构和大型建筑等。 基本介绍 螺栓特指直径较大一些的螺丝,也可以没有头部,如双头螺栓。一般 的,不叫"双头螺栓"而叫"双头螺柱"。双头螺柱最常用的形式是两端 有螺纹,中间是光杆。 最典型的用途:地脚螺栓、或者类似地脚螺栓的地方、较厚的连接, 用普通螺栓无法实现的时候。 规格标示 螺纹规格d=m12、公称长度l=80mm、性能等级为4.8级等长双头螺栓 完整标记为:gb901m12×80 主要用途 1、用在主体为大型设备,需要安装附件,比如视镜、机械密封座、减 速机架等。这时就用到双头螺栓,一端拧入主体,安装好附件后另一 端带上螺母,由于附件是经常拆卸的,螺
编辑推荐下载
双头螺栓基础知识
格式:pdf
大小:9KB
页数:1P
4.6
张家港市万万标准件 张家港市万万标准件 双头螺栓基础知识 双头螺栓是依照gb897-901标准制造,所用材质有:q235、45#、40cr、35crmoa、 q345d,规格有:m3mm-m100mm,长度可根据用户需要定制。 高强度双头螺栓,材质有35#、45#、35crmoa、25cr2mov、304、316、304l、316l、 2h、2hm、b7、b7m、b16、b8、8、b8m、8m,广泛应用于电力、化工、炼油、阀门、 铁路、桥梁、钢构、汽摩配件等领域双头螺栓作用:一般用于矿山机械、桥梁、汽车、摩 托车、锅炉钢结构、吊塔、大跨度钢结构和大型建筑等。 双头螺栓的表示方法:一般双头螺栓表示为:m12×100gb/t901-88(标准)35#/35#(材 质)8.8级/8级(调制级别)意思就是:直径为=12mm长度=100mmgb/t901
 双头螺栓拆卸工具设计
双头螺栓拆卸工具设计 双头螺栓拆卸工具设计
格式:pdf
大小:443KB
页数:2P
4.4
由于双头螺栓没有六方头的特殊结构,无法使用通用的扳手进行高效率的拆卸作业,造成了双头螺栓拆卸效率过低。另外,在拆卸过程中,不当的操作还容易对零部件和双头螺栓本身造成损坏。本文设计了一种双头螺栓拆卸工具,不仅可以快速完成双头螺栓的拆卸作业,还可以有效地避免零部件和双头螺栓受到损坏。
双头螺栓的工艺热门文档
双头螺栓重量
格式:pdf
大小:40KB
页数:2P
4.5
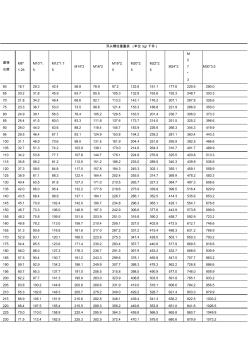
双头螺柱重量表(单位:kg/千件) 直径 长度 m8* 1.25 m10*1. 5 m12*1.7 5 m14*2m16*2 m18*2. 5 m20*2. 5 m22*2. 5 m24*3 m 2 7 * 3 m30*3.5 6018.729.342.458.878.997.2122.6151.1177.6229.5280.0 6520.231.845.963.785.5105.3132.8163.6192.3248.7303.3 7021.834.249.468.692.1113.3143.1176.2207.1267.8326.6 7523.336.753.073.598.6121.4153.3188.8221.9286.9350.0 8024.939.156.578.41
双头螺栓的工艺精华文档

双头螺栓规格
格式:pdf
大小:149KB
页数:8P
4.5
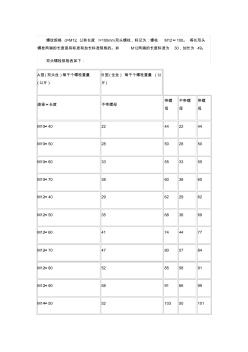
螺纹规格d=m12、公称长度l=100mm双头螺柱,标记为:螺柱m12×100。等长双头 螺栓两端的长度是有标准和加长标准规格的。如m12两端的长度标准为30,加长为49。 双头螺栓规格表如下: a型(双头丝)每千个螺栓重量 (公斤) b型(全丝)每千个螺栓重量(公 斤) 直径×长度不带螺母 带螺 母 不带螺 母 带螺 母 m10×4022442244 m10×5028502850 m10×6033553355 m10×7038603860 m12×4029622962 m12×5035683669 m12×6041744477 m12×7047805784 m12×8052855891 m12×9058916699 m14×5052103501
双头螺栓的工艺最新文档
双头螺栓(含螺母)工艺研究
格式:pdf
大小:1.6MB
页数:18P
4.6
四川工程职业技术学院 第1页共18页 毕业综合实践论文 专业:金属材料与热处理技术 班级: 姓名: 学号: 指导老师: 论文(设计)题目:双头螺栓、螺母热处理工艺研究 实习实训单位: 论文页数:18页图纸张数:一张 2015年1月15日 四川工程职业技术学院 第2页共18页 双头螺栓(含螺母)工艺研究 【摘要】:双头螺栓(含螺母)热处理工艺研究是本次毕业综合实践 论文的论述主题,本次研究的对象是螺栓和螺母。由于工件材料是属 于低碳钢,所以其力学性能要求较低。螺栓正火的性能等级为3.6级, 淬火+低温回火后是4.8级。螺母的性能等级为04级。为了达到本次 工艺设计的要求,我们采用了螺栓完全退火+正火,螺栓螺母完全退 火+淬火+低温回火两种工艺。在未确定的螺栓螺母的成分和找到正确 的工艺之前,我们按照最适合做螺栓螺母的中碳钢(45钢
双头螺栓、螺帽硬度的合理配合 双头螺栓、螺帽硬度的合理配合
格式:pdf
大小:465KB
页数:4P
4.4
一、前言螺栓松动是造成螺栓断裂的重要原因之一。目前为防止螺栓松动,提高螺栓的疲劳寿命,国内一般采用了提高预紧力的办法,增加螺栓的轴向力来提高螺栓联接的可靠性。但伴随提高预紧力而普遍出现的问题是螺栓和螺帽倒牙脱扣,以及相互咬死。这是急需解决的矛盾。针对这一问题,我们对影响螺栓预紧力的一些因素做了初步分析。螺栓与螺帽作为联接
双头螺栓辊锻热处理工艺研究 双头螺栓辊锻热处理工艺研究
格式:pdf
大小:3.4MB
页数:7P
4.3
本文研究了18cr2ni4wa钢880℃奥氏化后不同冷却速度后的组织。随着冷却速度的减慢,其组织为板条马氏体、板条马氏体加粒状贝氏体和粒状贝氏体三种形态。研究和测试了(形变和未形变)空冷样品不同温度回火后的组织和机械性能。试验结果表明,在辊锻压缩率26.9%情况下,回火温度在550~600℃范围内,形变样品与未形变样品,塑性和韧性指标基本相同,但强度和硬度前者均高于后者。
旋取双头螺栓的小工具 旋取双头螺栓的小工具
格式:pdf
大小:133KB
页数:1P
4.7
使用这种工具可方便地取下双头螺栓。其构造如下图所示:螺母2用t8钢制成,沿它的横向开一宽约1~2毫米的切口,留3~4毫米搭边。螺母2上位于工具里的端面是斜面,斜面顶端有一个小平台正好与开口后留下的搭边处于相对的两边。螺母2的另一端有个径向凸出的台肩,它与工具外壳沿圆周焊牢。使用时将工具旋到双
简述双头螺栓标准
格式:pdf
大小:5KB
页数:2P
4.5
简述双头螺栓标准 双头螺栓标准对于生产、检验都十分重要,双头螺栓标准都包含哪些内 容,双头螺栓的应用有哪些?下面为您介绍双头螺栓标准相关内容。 双头螺栓是依照gb897-901标准制造,所用材质有:q235、 45#、40cr、35crmoa、q345d,规格有:m3mm-m100mm,长 度可根据用户需要定制。 高强度双头螺栓,材质有35#、45#、35crmoa、25cr2mov、 304、316、304l、316l、2h、2hm、b7、b7m、b16、b8、8、 b8m、8m,广泛应用于电力、化工、炼油、阀门、铁路、桥梁、钢 构、汽摩配件等领域 双头螺栓作用:一般用于矿山机械,桥梁,汽车,摩托车,锅炉钢 结构,吊塔,大跨度钢结构和大型建筑等。 双头螺栓的表示方法:一般双头螺栓表示为:m12×100 gb/t901-88(标准)35#/35#(材质)8.8级/8

8.8级45#双头螺栓
格式:pdf
大小:66KB
页数:4P
4.3
直径 长度 5054667581594811551389 55581723877102312501505 606177719391098134416221883 6565282010011173143917382019 7068886810631248153318542156 7572491611251324162819712292 8075996511871399172320872429 85795101312491474181722042565 90830106113111549191223202702 95866110913731624200624362839 100901115814351699210125532975 105937

双头螺栓作业指导书
格式:pdf
大小:488KB
页数:10P
4.7
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持. 工序名称:下料 产品型号工艺装备工序质量管理点 产品名称 设备 型号j23-100t序 号 控制项目技术要求控制手段/检测工具 检验方案重要性 零(部)件图号名称冲床自检专检abc 零(部)件名称 夹具 编号 1重量g 下料重量表或 产品流程卡 天平秤5只/半小时5次/班1只/次√ 材料牌号名称专用下料模具 工序编号sl-01-01工位 器具 编号 2直径d 下料重量表或 产品流程卡 0-25外径千分尺2只/小时2次/班2只/次√ 车间下料车间名称铁箱 操 作 规 范 作业前准备工作规范 1、员工穿戴好工作服,做好防护。 2、熟悉工艺文件和工作要求。 1设
三角双头螺栓规格
格式:pdf
大小:149KB
页数:8P
4.8
螺纹规格d=m12、公称长度l=100mm双头螺柱,标记为:螺柱m12×100。等长双头 螺栓两端的长度是有标准和加长标准规格的。如m12两端的长度标准为30,加长为49。 双头螺栓规格表如下: a型(双头丝)每千个螺栓重量 (公斤) b型(全丝)每千个螺栓重量(公 斤) 直径×长度不带螺母 带螺 母 不带螺 母 带螺 母 m10×4022442244 m10×5028502850 m10×6033553355 m10×7038603860 m12×4029622962 m12×5035683669 m12×6041744477 m12×7047805784 m12×8052855891 m12×9058916699 m14×5052103501
双头螺栓的工艺相关
文辑推荐
知识推荐
百科推荐


职位:水利工程标准员
擅长专业:土建 安装 装饰 市政 园林


