

双丝气保自动焊接设备改造及工艺
格式:pdf
大小:3.7MB
页数:6P
人气 :94
 4.6
4.6
随着钢结构市场竞争的日趋激烈,如何增效降成本、提高市场竞争力成为行业各参与方重视的问题.焊接作为钢结构加工和安装过程中最主要的工艺,通过引入高效双丝气保焊接方法可有效提高焊接效率、降低焊接变形、降低加工成本.根据加工厂实际生产,自主改进研发了一套双丝气保自动焊接焊,并运用于实际工程,取得了良好的经济效益.



 基于阀门的自动焊接设备的研究
基于阀门的自动焊接设备的研究 基于阀门的自动焊接设备的研究
本文针对阀门的缝隙焊接进行分析,介绍了焊接工艺的选择原则,分析了自动焊接系统的总体设计、焊接设备的组成及自动焊接设备的控制系统,介绍了plc的工作流程,给出了自动焊接控制系统的流程及plc工作代码。
小口径阀门自动焊接设备的研究 小口径阀门自动焊接设备的研究
通过改良焊枪的设计,使用plc和触摸屏对焊接设备进行控制,再辅以焊缝跟踪,实现了小口径阀门的自动焊接。这种方法操作简单,维护方便,无须操作者编制程序,只需对触摸屏进行参数设定即可实现设备的自动运作,从而大大提高了系统的安全性和可靠性。
编辑推荐下载
法兰与柱管组对内外环缝自动焊接设备研制 法兰与柱管组对内外环缝自动焊接设备研制
格式:pdf
大小:601KB
页数:4P
4.4
介绍一种法兰与柱管焊接设备,它采用空心卡盘卡紧被焊接工件并提供焊接工艺所需旋转运动。集plc控制技术及光电跟踪技术的柔性焊接设备对多边形内外焊缝实施跟踪自动连续焊接,焊口均匀无缺陷,强度高,工件变形小。
海上平台钢结构导管架自动焊接设备的研制 海上平台钢结构导管架自动焊接设备的研制
格式:pdf
大小:468KB
页数:2P
4.3
针对海上平台钢结构导管架焊接状况,研制开发高效自动化焊接设备,对提高钢结构导管架制造施工的质量和生产率,减轻工人劳动强度具有重要意义。
双丝气保自动焊接设备改造及工艺热门文档
暖气片水箱纵缝自动焊接设备的电气控制 暖气片水箱纵缝自动焊接设备的电气控制
格式:pdf
大小:185KB
页数:3P
4.4
详细介绍了暖气片水箱纵缝自动焊接设备电气控制系统的设计思想、工作原理,并给出了具体的控制电路。生产实践表明,该电气控制系统工作稳定、可靠,完全满足暖气片水箱纵缝的焊接生产要求。
基于PLC的发热电缆线芯自动焊接设备控制系统设计 基于PLC的发热电缆线芯自动焊接设备控制系统设计
格式:pdf
大小:598KB
页数:3P
4.3
采用q系列plc和其他模块设计发热电缆线芯的自动焊接控制系统,并给出其系统集成构架及相关硬件设计,介绍系统的地址分配及相关动作流程,阐述相关的plc程序设计过程,从而实现自动焊接的功能。实验结果证明,该系统运行稳定、精度高,有良好的应用价值。
埋弧自动焊接规范
格式:pdf
大小:28KB
页数:2P
4.8
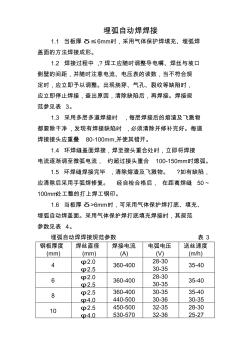
埋弧自动焊焊接 1.1当板厚δ≤6mm时,采用气体保护焊填充、埋弧焊 盖面的方法焊接成形。 1.2焊接过程中,?焊工应随时调整导电嘴、焊丝与坡口 侧壁的间距,并随时注意电流、电压表的读数,当不符合规 定时,应立即予以调整。出现烧穿、气孔、裂纹等缺陷时, 应立即停止焊接,查出原因,清除缺陷后,再焊接。焊接规 范参见表3。 1.3采用多层多道焊接时,每层焊接后的熔渣及飞溅物 都要除干净,发现有焊接缺陷时,必须清除并修补完好。每道 焊接接头应重叠80-100mm,并使其错开。 1.4环焊缝盖面焊接,焊至接头重合处时,立即将焊接 电流逐渐调至微弧电流,约超过接头重合100-150mm时熄弧。 1.5环焊缝焊接完毕,清除熔渣及飞溅物。?如有缺陷, 应清除后采用手弧焊修复。经自检合格后,在距离焊缝50~ 100mm处工整的打上焊工钢印。 1.6当板厚δ>6m
印度东气西输工程CRC自动焊设备及焊接工艺 印度东气西输工程CRC自动焊设备及焊接工艺
格式:pdf
大小:438KB
页数:4P
4.5
印度\"东气西输管道工程\"全长1380km,全线采用api5lx70级高强度钢管,管径φ1219mm(48英寸),三种壁厚17.2mm、20.7mm和25.4mm,中国石油天然气管道局承揽了其中的6个标段,共计1071.5km。工程中首次引进了crc的全套自动焊设备,该设备性能稳定且填充盖面采用双焊炬,提高了焊接效率,保证了焊接施工进度。管道局研究院焊接中心依据api1104标准及业主规范针对该设备进行了焊接工艺评定工作,为印度工程提供了高效且切实可行的工艺方案。介绍了crc自动焊设备,并结合工程特点,阐述其焊接工艺及其应用情况。

自动保护药芯焊丝半自动焊接工艺规程
格式:pdf
大小:1.9MB
页数:12P
4.5
中国石油天然气管道局企业标准 q/gd0220—1998 目次 前言 l 2 3 4 5 6 7 8 9
双丝气保自动焊接设备改造及工艺精华文档
核岛主设备稳压器加热器全自动焊接工艺 核岛主设备稳压器加热器全自动焊接工艺
格式:pdf
大小:1.0MB
页数:6P
4.8
针对核岛主设备稳压器加热器焊接接头特殊的接头形式和焊接要求,采用全自动氩+氦弧焊进行超低碳奥氏体不锈钢薄壁小管对接焊接工艺。为确保焊缝质量和熔透性,针对特殊的焊缝结构形式,进行了反复的工艺试验。结果表明:接头结构、焊接材料、焊接设备、保护气体、焊接程序、装配质量和钨极质量都直接影响最后的焊接质量和焊缝反面熔透性。摸索出了一套完整的焊接工艺,顺利完成了加热器焊缝的焊接。
不锈钢风管自动焊接工艺与设备应用 不锈钢风管自动焊接工艺与设备应用
格式:pdf
大小:102KB
页数:1P
4.3
介绍了不锈钢风管自动焊接工艺与设备在某工程中的应用,并针对焊接风管加工相关设备配置及操作提出了的几点注意事项。
自动焊接质量检验规范
格式:pdf
大小:30KB
页数:2P
4.7
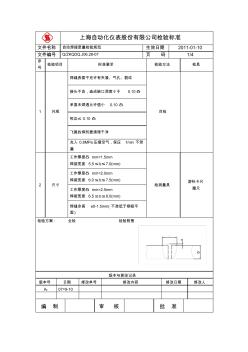
上海自动化仪表股份有限公司检验标准 文件名称自动焊接质量检验规范生效日期2011-01-10 文件编号q/zkqdq.j06.28-07页码1/4 序 号 检验项目标准要求检验方法检具 1外观 焊缝表面不充许有夹渣、气孔、裂纹 目检 接头不良,造成缺口深度小于0.10δ 单面未焊透允许值小0.10δ 咬边≤0.10δ 飞溅的焊剂要清理干净 充入0.8mpa压缩空气,保压1min不泄 漏 2尺寸 工作厚度δmm=1.5mm 焊接宽度5.5≤b≤7.0(mm) 检测量具 游标卡尺 圈尺 工作厚度δmm=2.0mm 焊接宽度6.0≤b≤7.5(mm) 工作厚度δmm=2.5mm 焊接宽度6.5≤b≤8.0(mm) 焊缝余高e0-1.5mm(不准低于钢板平 面) 检验方案:全检检验附图 版本与更改记录 版本号日期修改
大口径管道自动焊接
格式:pdf
大小:1.2MB
页数:4P
4.5
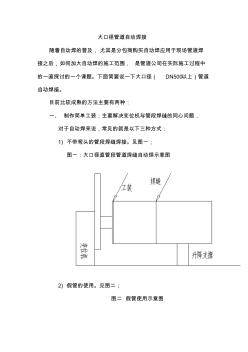
大口径管道自动焊接 随着自动焊的普及,尤其是分包商购买自动焊应用于现场管道焊 接之后,如何加大自动焊的施工范围,是管道公司在实际施工过程中 的一直探讨的一个课题。下面简要说一下大口径(dn500以上)管道 自动焊接。 目前比较成熟的方法主要有两种: 一、制作简单工装;主要解决变位机与管段焊缝的同心问题, 对于自动焊来说,常见的就是以下三种方式: 1)不带弯头的管段焊缝焊接。见图一; 图一:大口径直管段管道焊缝自动焊示意图 2)假管的使用。见图二; 图二假管使用示意图 3)对于弯管变位机,假管(一般为弯头)做配重,目的是为 了平衡重心(通常说的s弯)。见图三; 图三假管做配重 4)实际应用图片。见图四、五; 图四中天合创项目dn900焊缝自动焊 图五中天合创项目dn1000管道焊缝自动焊 二、将焊机整体垫高; 1)焊机垫高是解决弯头较大造成变位机旋转距离不够
双丝气保自动焊接设备改造及工艺最新文档

我国核电建设首次使用自动焊接
格式:pdf
大小:71KB
页数:1P
4.4
1月25日,具有国际先进水平的窄间隙自动焊技术在宁德核电站1号机组主管道焊接中正式应用,这是自动焊技术首次在我国核电建设中使用。

保温板插丝焊接设备
格式:pdf
大小:2.0MB
页数:15P
4.3
保温板插丝焊接设备 郑州中天建筑节能有限公司 钢丝网架保温板抹灰生产线 一,多功能抹灰系统,有三大抹灰功能,1200*3000*30-140 1可以抹平整的保温板,并且双面抹灰一次抹灰完成, 2也可以抹插丝的保温板,穿透钢丝的保温板抹灰 3岩棉条竖丝抹灰,双面抹灰一次完成 1液压升降系统:设备宽1.5m*长3.0m,自动举升机共1节 2.自动进板系统,设备宽1.5m*长3.0m*高0.9m共2节 3.压板挤紧系统,设备宽1.5m*长3.0m*高0.9m共2节 4.湿桨搅拌系统,自动上干粉,配水,搅拌,卸料,最高7米3个部分 5.布料抹灰系统,浆料自动压实,填满,挤匀,抹灰装置下灰浆1节 6.网格布辅设系统,自动铺网格布,下灰浆,2道抹灰完成共1节 7等待上货架系统,抹灰
保温板插丝焊接设备 (2)
格式:pdf
大小:1.8MB
页数:13P
4.4
郑州中天建筑节能有限公司 钢丝网架保温板抹灰生产线 一,多功能抹灰系统,有三大抹灰功能,1200*3000*30-140 1可以抹平整的保温板,并且双面抹灰一次抹灰完成, 2也可以抹插丝的保温板,穿透钢丝的保温板抹灰 3岩棉条竖丝抹灰,双面抹灰一次完成 1液压升降系统:设备宽1.5m*长3.0m,自动举升机共1节 2.自动进板系统,设备宽1.5m*长3.0m*高0.9m共2节 3.压板挤紧系统,设备宽1.5m*长3.0m*高0.9m共2节 4.湿桨搅拌系统,自动上干粉,配水,搅拌,卸料,最高7米3个部分 5.布料抹灰系统,浆料自动压实,填满,挤匀,抹灰装置下灰浆1节 6.网格布辅设系统,自动铺网格布,下灰浆,2道抹灰完成共1节 7等待上货架系统,抹灰完成后等待上货架共2节 8自动上货架系统,自动跟板等待,高速上货架, 9液压升降系统,货架在
自动焊接机操作规程
格式:pdf
大小:19KB
页数:3P
4.5
1 自动焊接机安全操作保养规程 一、操作者必须持电焊操作证上岗。 二、启动前的准备工作 (一)工作场所必须保持空气流通,防止由于工作气体 的使用而造成用户缺氧。 (二)不可在工作场所堆放易燃物品,以防发生火灾。 (三)检查焊机外壳是否接地,电缆是否破损。 (四)检查焊机各接线点是否松动,是否有因接触不良 而烧损的设备。 (五)确认保护气是否有气,管路是否漏气。 三、设备运行及相关操作 (一)按要求安装好电加热式气体减压器 (二)使用前必须先预热5-10分钟; (三)缓缓将气瓶上的阀门打开(速度约5度/秒),这 时可观察到压力表的指针慢慢抬起,然后停在合适的刻度 上。 (四)闭合设备电气箱空气开关对设备上电,检查电气 箱和机身是否漏电(发现漏电须排除后进行下一步操作)。 (五)检查电气箱侧面指示灯是否正常,发现异常须排 2 除后进行下一步操作。 (六)检查减速箱是否加注润滑油,
H型钢卧式自动焊接设备设计 H型钢卧式自动焊接设备设计
格式:pdf
大小:234KB
页数:未知
4.8
结合传统的h型钢卧式船型焊基础之上,通过优化卧式焊接结构设计改变h型钢焊接工序,同时结合自动数字控制系统,实现h型钢卧式焊接连续生产。h型钢卧式焊接设备采用主机固定,工件移动一次输送,双面焊接生产方式的设计思路。
换热器不锈钢薄板的外圆自动焊接设备的研究与开发 换热器不锈钢薄板的外圆自动焊接设备的研究与开发
格式:pdf
大小:191KB
页数:未知
4.8
换热器不锈钢薄板的外圆自动焊接设备涉及换热器产品技术领域,特指一种操作简便、自动化程度极高,并能够时刻对换热器板片组中相对的板片外圆边缘进行滚动式限位,使焊枪定位精确,能够稳定进行焊接,且焊接效果显著、工作效率高的一种换热器板片的外圆自动焊接设备。
半自动焊接工装在翼箱焊接中的应用 半自动焊接工装在翼箱焊接中的应用
格式:pdf
大小:250KB
页数:未知
4.4
为提高装载机前车架翼箱部件的焊接效率和品质,根据翼箱的结构特点,自行设计了翼箱背缝和圆搭半自动焊接工装。此工装结构简单,造价较低,使用方便,且可靠性好,可供诸多结构件半自动焊接工装做设计的借鉴参考。
法兰自动焊接系统的研究与设计 法兰自动焊接系统的研究与设计
格式:pdf
大小:220KB
页数:2P
4.7
对人工操作的法兰焊机的工作过程进行仔细研究后,提出了一套方案来设计相应的法兰自动焊机,文中主要介绍所设计的法兰自动焊机系统的结构及工作原理。
平面迹线油箱自动焊接机 平面迹线油箱自动焊接机
格式:pdf
大小:317KB
页数:3P
4.8
汽车油箱是用缝焊机将上下2部分焊接而成的。焊接迹线是不规则的平面曲线。自动焊接机采用仿形内齿圈,用内齿轮传动与直线导板约束,实现焊接迹线;用力矩电动机驱动解决运动同步问题;用肘杆装置承载油箱与托盘重量,可使其几乎无阻力地在平面内任意运动。使用该焊机可实现油箱自动进给进行焊接,降低了人工劳动强度,提高了生产效率。
双丝气保自动焊接设备改造及工艺相关
文辑推荐
知识推荐
百科推荐


职位:数据中心暖通设计工程师
擅长专业:土建 安装 装饰 市政 园林


