

水溶液全循环法尿素装置节能改造技术应用总结
格式:pdf
大小:189KB
页数:3P
人气 :94
 4.6
4.6
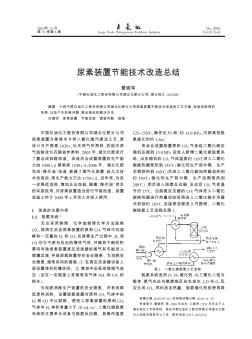
针对水溶液全循环法尿素装置消耗偏高的问题,实施尿塔塔盘更新、分解气热能充分回收、水解流程改造、蒸汽分级利用等举措后,实现了装置的节能降耗、增产增效。




水溶液全循环法尿素装置综合节能技术改造
简要介绍对两套水溶液全循环法尿素装置,采取淘汰部分陈旧设备,新增高效节能设备;部分塔设备进行内件更换;增加新的工艺流程等综合节能技术改造措施后,取得了尿素产能增加,吨尿素节约蒸汽250kg,节约氨5kg的效果。在尿素系统正常加氧的前提下,设备及管线腐蚀速率<30μm/a,生产强度在4.5~15.0t/d·m~3时,尿素生产装置各项工艺指标可灵活调节,实现了节能降耗的目的,并为企业带来可观的经济效益。
 水溶液全循环法尿素装置节能降耗总结
水溶液全循环法尿素装置节能降耗总结 水溶液全循环法尿素装置节能降耗总结
水溶液全循环法尿素装置先后进行了真空预浓缩工艺改造和中低压循环系统优化改造,改造后水溶液尿素装置蒸汽消耗由1410kg/tur下降到1000kg/tur以下,取得了全循环法尿素蒸汽消耗的突破。
编辑推荐下载

我公司专利技术在水溶液全循环尿素装置节能增产改造中的成功应用
格式:pdf
大小:519KB
页数:4P
4.5
介绍了山东华鲁恒升化工股份有限公司应用中国寰球化学工程公司开发的"水溶液全循环尿素高压系统节能增产新工艺"对2#尿素装置各系统的改造情况。改造后装置运行良好,产能增加了1倍,取得了明显的增产、节能降耗效果。
水溶液全循环法尿素装置节能改造技术应用总结热门文档
年产11万吨水溶液循环法尿素装置扩能改造
格式:pdf
大小:106KB
页数:2P
4.6
1概况平顶山煤业集团飞行化工有限责任公司老尿素装置,原设计能力为11万吨/年,采用水溶液全循环法尿素生产工艺。1979年投产、运行至今。随着前系统合成氨装置的扩能改造。老尿素装置长周期高负荷运行,已不能适应生产的需要,极大的影响了系统的安全及稳定运行。
采用预分离-预蒸馏工艺流程改造水溶液全循环尿素装置的技术进展
格式:pdf
大小:279KB
页数:5P
4.4
介绍了用中国自行开发的预分离-预蒸馏流程改造传统水溶液全循环尿素装置,以挖掘装置的增产节能潜力.采用预分气和预蒸馏气分流的流程,充分发挥各自的特点,取得了热能回收和降低汽耗的双重作用,甲铵热能回收率达80%,蒸汽单耗降至1050kg.正确设计和安装预分离器是充分挥预分离效率的关键.
基于用氨汽提工艺改造水溶液全循环法尿素装置的可行性研究
格式:pdf
大小:187KB
页数:3P
4.4
通过对氨汽提法尿素装置和传统的水溶液全循环法尿素装置进行工艺流程、设备规格和参数比较,提出了用氨汽提工艺改造全循环法尿素装置的设想;改造方案为:除高压圈设备外,中低压系统的设备仅将分解塔更换为降膜式结构,其余全部使用全循环法工艺原有设备,尿素装置能力由原6万t/a扩大到13万t/a。对改造方案进行了生产成本核算和经济效益分析,结果表明,各项消耗均可达到氨汽提工艺的指标,投资回收期约为3年。

采用预分离-预蒸馏工艺流程改造水溶液全循环尿素装置的技术进展
格式:pdf
大小:690KB
页数:5P
4.4
介绍了用中国自行开发的预分离-预蒸馏流程改造传统水溶液全循环尿素装置,以挖掘装置的增产节能潜力。采用预分气和预蒸馏气分流的流程,充分发挥各自的特点,取得了热能回收和降低汽耗的双重作用,甲铵热能回收率达80%,蒸汽单耗降至1050kg。正确设计和安装预分离器是充分挥预分离效率的关键。
水溶液全循环法尿素装置节能改造技术应用总结精华文档

尿素装置扩产节能改造
格式:pdf
大小:1.1MB
页数:3P
4.6
平煤神马集团飞行公司老尿素装置采用水溶液全循环工艺,随着前系统合成氨装置的扩能改造,尿素系统存在着co2转化率偏低、蒸汽消耗较高、产品质量不能保证等问题。对装置实施了系统扩能改造,使产量达20万t/a以上,氨耗能耗大幅降低,取得了增产降耗的效果。
巨力化肥尿素装置增产节能改造总结 巨力化肥尿素装置增产节能改造总结
格式:pdf
大小:123KB
页数:未知
4.7
1概述阳煤集团烟台巨力化肥公司(原莱阳化肥厂),尿素车间现有两套尿素装置,其中1。尿素装置采用原化四院四万吨通用设计,于1993年5月建成投产。2”尿素装置采用原化四院六万吨通用设计,于1997年7月建成投产。改造前两套装置总产能达到500t/d。

CO2汽提尿素装置节能改造总结
格式:pdf
大小:201KB
页数:3P
4.3
本文在分析co2汽提尿素装置能量利用的基础上,结合在co2汽提尿素装置中的一些节能改造实践。说明通过一系列小的改造优化,能达到回收尿素装置低温热能的效果。
用改良全循环法工艺改造现有小尿素装置技术小结
格式:pdf
大小:358KB
页数:2P
4.5
对用改良水溶液全循环法工艺改造小尿素装置的实施情况作了介绍,改造完成后,单系统日产量创国内较好水平,经济效益显著。
用改良全循环法工艺改造现有小尿素装置技术小结
格式:pdf
大小:166KB
页数:2P
4.5
对用改良水溶液全循环法工艺改造小尿素装置的实施情况作了介绍,改造完成后,单系统日产量创国内较好水平,经济效益显著.
水溶液全循环法尿素装置节能改造技术应用总结最新文档
尿素装置扩产节能技术改造总结
格式:pdf
大小:510KB
页数:3P
4.6
介绍了临泉化工股份有限公司尿素装置扩产节能技术改造的要求;论述了尿素装置7个部分的改造内容;提出了合成塔内件采用新型gc型塔板、分解系统采用预分离—预精馏流程等项改造方案;总结了改造后生产运行效果。结果表明:放空气中氨含量从8%降低到2%以下,在保证生产强度增加20%的情况下,co2转化率从64%增加到68%,吨尿素节省蒸汽50kg,操作弹性在40%~100%范围内,产品质量达到优等品标准。
尿素装置节能技术改造总结
格式:pdf
大小:132KB
页数:3P
4.7
介绍中国石油化工股份有限公司湖北化肥分公司尿素装置节能技术改造的工艺方案,改造后取得的效果,以及产生的新问题,提出相应的解决办法。

尿素装置循环水系统改造总结
格式:pdf
大小:349KB
页数:3P
4.6
山西阳煤丰喜肥业(集团)有限责任公司临猗分公司下辖2家合成氨厂,有4套尿素生产系统,其中1套采用二氧化碳汽提法工艺,3套采用水溶液全循环生产工艺,具有年产综合氨750kt,尿素1000kt的生产能力。临猗分公司第1套尿素系统于1991年5月建成投产,设计能力为400kt/a。2001年11月,第1套尿素系统全面扩能改造完成投产,扩建后设计能力150kt/a,仍然采用水溶液全循环法,但
尿素装置蒸发系统改造总结
格式:pdf
大小:131KB
页数:2P
4.5
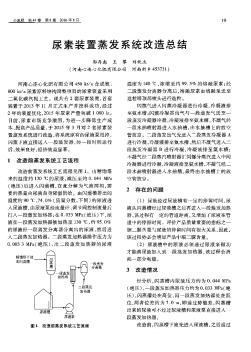
河南心连心化肥有限公司450kt/a合成氨、800kt/a尿素原料结构调整项目的尿素装置采用二氧化碳汽提工艺。现共有2套尿素装置,首套装置于2013年11月正式生产并投料成功,经过2年的装置优化,2015年尿素产量突破1000kt。目前,尿素市场竞争激烈,为进一步降低生产成本、提高产品质量,于2015年3月对2套尿素装置蒸发系统进行改造,将系统原有的尿液泵甩掉,闪蒸下液直接送入一段蒸发器,经一段时间运行后,效果良好,经济效益显著。

大颗粒尿素装置扩产改造总结
格式:pdf
大小:126KB
页数:2P
4.7
近年来,尿素市场持续低迷,日趋成熟的生产工艺使生产系统控潜能力越来越小,通过对装置的扩产改造取得了良好的经济效益.
尿素装置节能降耗改造项目总结
格式:pdf
大小:257KB
页数:4P
4.5
本文对中化吉林长山化工有限公司合成氨、尿素装置节能降耗改造项目工艺技术方案进行分析,通过对改造前、后节能降耗技术经济指标进行对比,指出该项目采用工艺技术的先进性、节能效果显著.

24万t/a尿素装置技术改造总结
格式:pdf
大小:869KB
页数:5P
4.4
针对新化化肥有限公司尿素装置存在的问题进行了技术改造,从尿素合成塔、中压分解吸收、低压分解吸收、闪蒸等方面分析了产生问题的原因,提出了改进措施和实施方案。对改造前后工艺指标、产品质量和经济效益进行了对比和分析。改造结果表明.生产能力提高25%,5个月可收回全部投资。
15万t/a尿素装置技术改造总结
格式:pdf
大小:183KB
页数:3P
4.8
分析了15万t/a尿素试生产中暴露的工艺设计、设备方面存在的问题,结合实际生产操作,论证并实施了一系列技术改造,解决了影响装置稳定运行的关键问题。
水溶液全循环法尿素装置节能改造技术应用总结相关
文辑推荐
知识推荐
百科推荐


职位:造价专业负责人
擅长专业:土建 安装 装饰 市政 园林


