

双盘式浮顶原油罐浮顶焊接变形控制新方法
格式:pdf
大小:386KB
页数:7P
人气 :58
 4.3
4.3
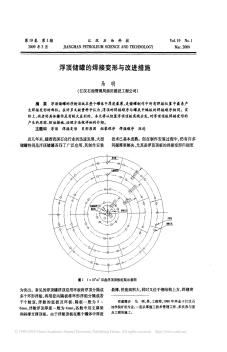
针对10×104 m3双盘式浮顶原油罐结构特点,介绍了浮顶顶板组装质量的重要性,从设计和施工两方面分析了影响浮顶顶板组装平整度的原因。此类大型钢结构组件,焊接应力是导致焊接变形的主要原因。结合工程实际,就10×104 m3双盘式浮顶原油罐浮顶组装,探讨通过对浮顶顶板焊接工艺和施工工序的优化,达到改善焊接应力、控制焊接变形的目的,提高双盘式浮顶原油罐浮顶顶板组装质量。实践证明改进后的焊接顺序较常规焊接顺序更合理。


编辑推荐下载

10000方外浮顶原油罐施工方案
格式:pdf
大小:2.6MB
页数:48P
4.7
吴延线管输系统适应性技术改造工程野山输油站改扩建工程 第1页共1页 吴延线管输系统适应性技术改造工程 野山输油站改扩建工程 10000m3外浮顶原油罐施工方案 编制: 专业负责: 审核: 批准: 施工单位:陕西化建工程有限责任公司 日期:2015年09月15日 吴延线管输系统适应性技术改造工程野山输油站改扩建工程 第2页共2页 一、编制说明 1.1工程概况 1.本次施工范围为陕西延长石油(集团)有限责任公司管道运输公司吴延线管输 系统适应性技术改造工程野山输油站改扩建工程2台10000m3外浮顶原油罐的本 体制作安装,制作范围包含储罐主体制作安装、附件、盘梯及罐顶平台、栏杆等。 储罐规格为:见下表。罐主体分为五部分:罐底、罐壁、罐顶、平台梯子、附件。 储罐的设计单位西安长庆科技工程有限责任公司,监理单位为:陕西省工程监理
双盘式浮顶原油罐浮顶焊接变形控制新方法热门文档
曹妃店原油码头原油罐焊接方案
格式:pdf
大小:1.4MB
页数:47P
4.5
shgd/hbxmb-a.2施工组织设计(方案)报审表 工程名称: 曹妃甸原油码头及配套设施工 程 编号byce/cfd-pm-cn-002 致茂名国信石化工程建设监理有限公司(监理单位) 我方已根据施工承包合同的有关规定完成了曹妃甸油库库区及配套设施罐区一100000m3双盘浮顶 油罐制造安装焊接工程施工组织设计(方案)的编制,并经我单位技术负责人审查批准,请予以审查。 附: 施工组织设计/□√施工方案。 承包单位(章) 北京燕华建筑安装工程有限责任公司 项目经理 日期 专业监理工程师审查意见: 专业监理工程师 日期 总监理工程师审核意见: 项目监理机构 总监理工程师 日期 施工组织设计(方案)审批页 工程名称曹妃甸原油码头及配套设施工程 我方已根据施工承包合同的有关规定完成了曹妃甸油库库区及配套设施罐区一100000m3 双盘浮顶油罐制造安装焊接工程施工组织
原油罐焊接技术交底附件
格式:pdf
大小:897KB
页数:15P
4.4
第1页共15页 原油罐区储罐焊接技术交底附件 第一节焊接工艺 1.1罐50000m3焊接材料选用及焊接方法,见表1-1: 表1-150000m3罐焊接材料选用表 焊接部位材质焊接方法焊接材料备注 罐底板/浮顶板q235-b 埋弧焊+co2保护 焊 h08a+专用co2药芯 焊丝 角焊/对焊 罐壁环缝q235-b埋弧自动焊h08a对接横焊 罐壁立缝q235-b气电立焊专用药芯气电立焊丝对接立焊 罐壁环缝q345r埋弧自动焊h08mn2sia对接横焊 罐壁立缝q345r气电立焊专用药芯气电立焊丝对接立焊 罐壁板q345r电弧焊j507任何位置 罐壁板q235-b电弧焊j422/j427任何位置 罐壁环缝q345r+q235-b埋弧自动焊h08mn2sia对接横焊 边缘板+中幅板q345r+
双盘式浮顶原油罐浮顶焊接变形控制新方法精华文档

5万方浮顶油罐设计论文
格式:pdf
大小:843KB
页数:63P
4.4
i 摘要 由于能源危机,近若干年来许多原油依靠进口的工业化国家都增加 了原油的储备量。这一经济需求促进了油罐事业的发展。在这次毕业设 计中,我设计的是5万方浮顶油罐。设计包括了油罐的几何尺寸的设计, 罐壁的设计,浮顶的设计和校核,抗风圈加强圈的设计,开孔补强的设 计,油罐材料用量的计算,安全与消防设计,以及用cad做罐顶,罐壁, 浮顶的结构图。 总之,通过这次毕业设计,我了解了很多,在以后的学习和工作中, 我会将所学知识更好的运用。 关键词:油罐;5万方;设计;结构图 ii abstrct seeingenergycrisis,nearlyforquiteanumberofyearscame crudeoildependinwardindustrializedcountriesincreasecrudeoil margin
 浮顶储油罐消防设施的改善
浮顶储油罐消防设施的改善 浮顶储油罐消防设施的改善
格式:pdf
大小:595KB
页数:3P
4.5
大型浮顶储油罐遭雷击起火事故,基本发生在罐壁与浮盘之间的密封圈处,目前的消防设施对于扑灭类似火灾存在两方面技术缺陷:一是由现场手动报警、电视监控报警和感温光栅构成的报警控制系统,无法保证在第一时间发出准确的报警;二是固定灭火设备的布置方式在液位较高时存在灭火盲区,在液位较低时泡沫很难喷射到火源根部,达不到隔离空气的目的。为此,将感温光栅(感温电缆)安装在浮船二次密封上部1m以上的位置,并安装在固定支架上,降低其在火灾初期遭受破坏的概率,同时增设自动消防炮并辅以相应的监控手段,使火情监测、发现、启动泡沫消防系统到喷射泡沫的全过程,做到灵敏、可靠、无盲区。

大型浮顶油罐的通风设计
格式:pdf
大小:143KB
页数:3P
3
大型浮顶油罐的通风设计——储罐通风是一项必要的安全措施。通常,在人们的印象中储罐通风是指固定顶油罐的通风。实际上浮顶油罐的通风也同样重要,处理不当也会引发事故,甚至严重事故。

双盘式浮顶原油罐浮顶焊接变形控制新方法最新文档
自动焊技术在大型浮顶油罐施工中的综合应用 自动焊技术在大型浮顶油罐施工中的综合应用
格式:pdf
大小:117KB
页数:1P
4.7
以某炼油项目原油罐区工程中大型浮顶油罐为例,介绍在大型油罐焊接施工中实施气电立焊、埋弧自动焊、co2气体保护焊等焊接方法的综合应用情况。这些高效率的自动焊技术主要应用在油罐罐底、环缝、纵缝和罐底大角缝的焊接中。
自动焊技术在大型浮顶油罐施工中的综合应用 自动焊技术在大型浮顶油罐施工中的综合应用
格式:pdf
大小:120KB
页数:1P
4.5
随着科学技术日新月异的发展,能源资源已经成为了一个世界性的话题。在石油的开采利用过程中,大型浮顶油罐是必不可少的储油装置,然而市场经济体制逐渐完善的情况下,对大型浮顶油罐的制造过程必须满足制造耗时短和焊缝成形美观的要求,这也为焊接应用技术带来了全新的挑战。在焊接行业中,自动焊接技术的应用发展标志着产品焊接技术已经发展到一个相对完善的阶段,自动焊接技术不仅降低了生产成本.而且大幅度提高了焊接产品的质量和美化了外在形象。本文以石油加工工程中的大型浮顶油罐为实例,全面的介绍了自动焊接技术在大型浮顶油罐中的综合应用.希望能够起到抛砖引玉的效果.进而为我国以后的自动焊接技术在大型浮顶油罐中的应用起到理论性的参考。
原油罐区外浮顶储罐中央排水系统选用分析 原油罐区外浮顶储罐中央排水系统选用分析
格式:pdf
大小:36KB
页数:2P
4.7
外浮顶油罐由于浮盘外表面直接裸露在大气之中,雨雪直接降落到其外表面。为防止雨(雪)水从浮盘密封处渗入油罐内或对浮盘造成威胁,均设置了专门的排水机构,通称浮顶排水系统或中央排水管,由于排水系统位于油罐内部,平时无法检测,正确选择浮顶排水系统,即可充分发挥其各自的特点,又可适当的较少经济损失。
 大型钢制内浮顶储罐单盘焊接变形控制
大型钢制内浮顶储罐单盘焊接变形控制 大型钢制内浮顶储罐单盘焊接变形控制
格式:pdf
大小:502KB
页数:未知
4.7
单盘焊接采用j427,3.2mm的焊条,电流为90~110a,电压为24~26v,除密封焊外的焊缝应2遍成型,在保证成形的情况下快速施焊。焊接时从中心向外按照45°角分成8个方向焊接。首先进行定位焊,然后正式焊接;先焊接单盘下表面的间断焊,每张板两端焊接长度大于100mm("丁"字接头的3个方向);采用分段退焊或间断焊接。焊接设计要求单盘焊接后的凹凸度不大于50mm,从焊接完毕的6座罐单盘焊接后变形情况来看,每台实测24点,仅有3~7点凹凸度为46~49mm,其余均不大于45mm,有效地控制了单盘焊接后的凹凸变形,达到了预期效果。
20000立内浮顶方油罐安装方案
格式:pdf
大小:859KB
页数:38P
4.6
20000立内浮顶方油罐安装方案 1、工程概况9@/d9x5e/?){'y#x ?1简述 区。库区原有3台15000m3柴油罐和10台5000m3汽油罐,本次施工新建2台20000m 3汽油罐及2台50m3富汽柴油罐等制作安装;2k/k3q(~#`%y!f2g5j;{ 1.2编制依据&r#n6u4k-{5pw/_%c 1.2.1施工图; 1.2.2合同、招标文件; 1.2.3gbj128-90《立式圆筒钢制焊接油罐施工及验收规范》; 1.2.5gb50235-97《工业金属管道工程质量验收规范》;$b0p-g#f5p&j 1.2.6gb50236-98《现场设备、工业管道焊接工程施工验收规范》;
单盘式外浮顶罐浮顶质量的测量计算 单盘式外浮顶罐浮顶质量的测量计算
格式:pdf
大小:174KB
页数:3P
4.6
大型浮顶储罐计量使用中,浮顶罐的浮顶部分的质量直接影响着油品计量的准确度,浮顶质量测量是计量检定的重要环节,本文依据实际工作中测量情况,用实例详细说明单盘式外浮顶的浮顶质量几何量测量计算方法。
双盘式浮顶原油罐浮顶焊接变形控制新方法相关
文辑推荐
知识推荐
百科推荐


职位:化工业务经理
擅长专业:土建 安装 装饰 市政 园林


