




成品木装饰门施工工艺 (2)
第七节成品木装饰门 本标段工程木装饰门我公司计划拟采用专业工厂化生产,现木门、 门套施工工艺,以确保施工进度、工程质量和工程环保。 一、本工程成品木门的施工条件 (1)乙方与木门供应单位完成洞孔尺寸、垂直
编辑推荐下载
成品木装饰门施工工艺
格式:pdf
大小:32KB
页数:5P
 4.3
4.3
关于41.3*62型材生产线说明 第七节成品木装饰门 本标段工程木装饰门我公司计划拟采用专业工厂化生产,现木 门、门套施工工艺,以确保施工进度、工程质量和工程环保。
成品木装饰门施工工艺(20201015123212)
格式:pdf
大小:23KB
页数:3P
4.6
中国十五冶七公司 第七节成品木装饰门 本标段工程木装饰门我公司计划拟采用专业工厂化生产,现木门、门套施工工艺,以 确
实木装饰门施工工艺热门文档
 实木装饰条加工机械设计
实木装饰条加工机械设计 实木装饰条加工机械设计
格式:pdf
大小:743KB
页数:4P
4.3
装饰条加工机械是一种多功能木制品加工机械.在生产过程中,它能根据装饰条或板的形状、规格和表面加工精度的要求,更换相应刀具和从动滚轮,调整部分技术参数,从而加工出各种形状和规格的室内装饰材料.文章主要介绍该机械的结构设计、工作原理及具体操作方法等.
装饰木门-施工工艺
格式:pdf
大小:37KB
页数:6P
4.8
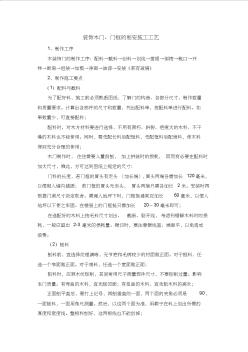
装饰木门、门框的制安施工工艺 1、制作工序 木装饰门的制作工序:配料→截料→创料→划线→凿眼→倒棱→裁口→开 样→断肩→组装→加楔→净面→油漆→安装(若有玻璃) 2、制作施工要点 (1)配料与截料 为了配好料,施工前必须熟悉图纸,了解门的构造、各部分尺寸,制作数量 和质量要求。计算出各部件的尺寸和数量,列出配料单,按配料单进行配料。如 果数量少,可直接配料; 配料时,对木方材料要进行选择,不用有腐朽、斜裂、疤痕大的木料,不干 燥的木料也不能使用。同时,要先配长料后配短料,先配框料后配扇料,使木料 得到充分合理的使用; 木门制作时,往往需要人量削刨,加上拼装时的损耗,因而有必要在配料时 加大尺寸,唯此,方可达到图纸上规定的尺寸: 门料的长度,若门框的冒头有走头〔加长端〕,冒头两端各需加长120毫米, 以便砌入墙内锚固;若门框的冒头无走头,冒头两端只需各加长2米。安装时再 根据门
实木门施工工艺
格式:pdf
大小:9KB
页数:5P
4.7
实木门施工工艺 1、主要内容: 木门、门框的生产工艺 2、生产工艺流程图: 2.1.木门框生产工艺流程图:干燥-------横截----纵解平刨------压刨 截-----准件------门板门框-------锯风坑------出榫头---------钻榫眼------ 组框------门框开止口--------涂胶--------配坯----胶压-----开榫槽 裁边----------螺圆角---------封边--------铣边---------修改-----开锁眼 -----锯榫肩-------开铰位-----钉窗线-------钉百页----打磨----喷漆 2.2.当生产的木门,门框较特殊时,其工艺流程允许有所改动。 3、各工序的加工工艺要求 3.1.干燥 3.1.1.见《木材干燥工艺规程》(hl/t9.1.
实木装饰门施工工艺精华文档
实木门、实木复合门加工工艺与结构
格式:pdf
大小:9KB
页数:5P
4.7
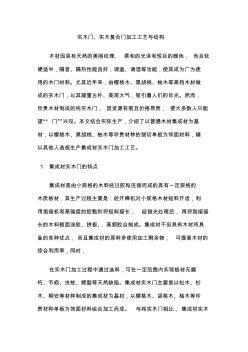
实木门、实木复合门加工工艺与结构 木材因具有天然的美丽纹理、柔和的光泽和悦目的颜色,而且软 硬适中,隔音、隔热性能良好,调温、调湿等功能,使其成为广为使 用的木门材料。尤其近年来,由樱桃木、黑胡桃、柚木等高档木材做 成的实木门,以其凝重古朴、美观大气,吸引着人们的目光。然而, 珍贵木材制成的纯实木门,因资源有限且价格昂贵,使大多数人只能 望“门”兴叹。本文结合实际生产,介绍了以普通木材集成材为基 材,以樱桃木、黑胡桃、柚木等珍贵材种的刨切单板为饰面材料,辅 以其他人造板生产集成材实木门加工工艺。 1集成材实木门的特点 集成材是由小规格的木料经过胶粘连接而成的具有一定规格的 木质板材,其生产过程主要是:经开榫机对小规格木材短料开齿,利 用指接机和高强度的胶黏剂将短料接长,经刨光处理后,再将指接接 长的木料侧面涂胶、拼板、高频胶合制成。集成材不但具有木材所具 备的各种优点,
装饰木门、门框的制安施工工艺
格式:pdf
大小:27KB
页数:5P
4.5
装饰木门、门框的制安施工工艺 1、制作工序 木装饰门的制作工序:配料→截料→创料→划线→凿眼→倒棱→裁口→开 样→断肩→组装→加楔→净面→油漆→安装(若有玻璃) 2、制作施工要点
实木门安装施工工艺 (2)
格式:pdf
大小:7KB
页数:2P
4.4
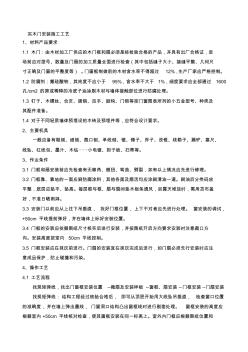
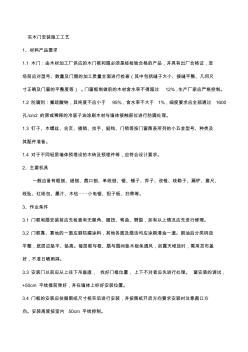
实木门安装施工工艺 1、材料产品要求 1.1木门:由木材加工厂供应的木门框和扇必须是经检验合格的产品,并具有出厂合格证,进 场前应对型号、数量及门扇的加工质量全面进行检查(其中包括缝子大小、接缝平整、几何尺 寸正确及门窗的平整度等)。门窗框制做前的木材含水率不得超过12%,生产厂家应严格控制。 1.2防腐剂:氟硅酸钠,其纯度不应小于95%,含水率不大于1%,细度要求应全部通过1600 孔/cm2的筛或稀释的冷底子油涂刷木材与墙体接触部位进行防腐处理。 1.3钉子、木螺丝、合页、插销、拉手、挺钩、门锁等按门窗图表所列的小五金型号、种类及 其配件准备。 1.4对于不同轻质墙体预埋设的木砖及预埋件等,应符合设计要求。 2、主要机具 一般应备有粗刨、细刨、裁口刨、单线刨、锯、锤子、斧子、改锥、线勒子、扁铲、塞尺、 线坠、红线包、墨汁、木钻⋯⋯小电锯、担子板、扫帚等。 3、作
实木门安装施工工艺 (2)
格式:pdf
大小:9KB
页数:4P
4.8
实木门安装施工工艺 1、材料产品要求 1.1木门:由木材加工厂供应的木门框和扇必须是经检验合格的产品,并具有出厂合格证,进 场前应对型号、数量及门扇的加工质量全面进行检查(其中包括缝子大小、接缝平整、几何尺 寸正确及门窗的平整度等)。门窗框制做前的木材含水率不得超过12%,生产厂家应严格控制。 1.2防腐剂:氟硅酸钠,其纯度不应小于95%,含水率不大于1%,细度要求应全部通过1600 孔/cm2的筛或稀释的冷底子油涂刷木材与墙体接触部位进行防腐处理。 1.3钉子、木螺丝、合页、插销、拉手、挺钩、门锁等按门窗图表所列的小五金型号、种类及 其配件准备。 1.4对于不同轻质墙体预埋设的木砖及预埋件等,应符合设计要求。 2、主要机具 一般应备有粗刨、细刨、裁口刨、单线刨、锯、锤子、斧子、改锥、线勒子、扁铲、塞尺、 线坠、红线包、墨汁、木钻⋯⋯小电锯、担子板、扫帚等。 3、作
实木门安装施工工艺 (4)
格式:pdf
大小:9KB
页数:3P
4.6
实木门安装施工工艺 1、材料产品要求 木门:由木材加工厂供应的木门框和扇必须是经检验合格的产品,并具有出厂合格证,进场 前应对型号、数量及门扇的加工质量全面进行检查(其中包括缝子大小、接缝平整、几何尺寸 正确及门窗的平整度等)。门窗框制做前的木材含水率不得超过12%,生产厂家应严格控制。防 腐剂:氟硅酸钠,其纯度不应小于95%,含水率不大于1%,细度要求应全部通过1600孔/cm2 的筛或稀释的冷底子油涂刷木材与墙体接触部位进行防腐处理。 钉子、木螺丝、合页、插销、拉手、挺钩、门锁等按门窗图表所列的小五金型号、种类及其 配件准备。 对于不同轻质墙体预埋设的木砖及预埋件等,应符合设计要求。 2、主要机具 一般应备有粗刨、细刨、裁口刨、单线刨、锯、锤子、斧子、改锥、线勒子、扁铲、塞尺、 线坠、红线包、墨汁、木钻⋯⋯小电锯、担子板、扫帚等。 3、作业条件 门框和扇
实木装饰门施工工艺最新文档
实木门安装施工工艺 (5)
格式:pdf
大小:9KB
页数:3P
4.7
实木门安装施工工艺 1、材料产品要求 1.1木门:由木材加工厂供应的木门框和扇必须是经检验合格的产品,并具有出厂合格证,进 场前应对型号、数量及门扇的加工质量全面进行检查(其中包括缝子大小、接缝平整、几何尺 寸正确及门窗的平整度等)。门窗框制做前的木材含水率不得超过12%,生产厂家应严格控制。 1.2防腐剂:氟硅酸钠,其纯度不应小于95%,含水率不大于1%,细度要求应全部通过1600 孔/cm2的筛或稀释的冷底子油涂刷木材与墙体接触部位进行防腐处理。 1.3钉子、木螺丝、合页、插销、拉手、挺钩、门锁等按门窗图表所列的小五金型号、种类及 其配件准备。 1.4对于不同轻质墙体预埋设的木砖及预埋件等,应符合设计要求。 2、主要机具 一般应备有粗刨、细刨、裁口刨、单线刨、锯、锤子、斧子、改锥、线勒子、扁铲、塞尺、 线坠、红线包、墨汁、木钻⋯⋯小电锯、担子板、扫帚等。 3、作
实木门安装施工工艺
格式:pdf
大小:10KB
页数:4P
4.6
最新可编辑word文档 实木门安装施工工艺 1、材料产品要求 1.1木门:由木材加工厂供应的木门框和扇必须是经检验合格的产品,并具有出厂合格证,进 场前应对型号、数量及门扇的加工质量全面进行检查(其中包括缝子大小、接缝平整、几何尺 寸正确及门窗的平整度等)。门窗框制做前的木材含水率不得超过12%,生产厂家应严格控制。 1.2防腐剂:氟硅酸钠,其纯度不应小于95%,含水率不大于1%,细度要求应全部通过1600孔 /cm2的筛或稀释的冷底子油涂刷木材与墙体接触部位进行防腐处理。 1.3钉子、木螺丝、合页、插销、拉手、挺钩、门锁等按门窗图表所列的小五金型号、种类及 其配件准备。 1.4对于不同轻质墙体预埋设的木砖及预埋件等,应符合设计要求。 2、主要机具 一般应备有粗刨、细刨、裁口刨、单线刨、锯、锤子、斧子、改锥、线勒子、扁铲、塞尺、 线坠、红线包、墨汁、木钻⋯⋯
实木门安装施工工艺 (3)
格式:pdf
大小:9KB
页数:3P
4.6
实木门安装施工工艺 1、材料产品要求 1.1木门:由木材加工厂供应的木门框和扇必须是经检验合格的产品,并具有出厂合格证,进 场前应对型号、数量及门扇的加工质量全面进行检查(其中包括缝子大小、接缝平整、几何尺 寸正确及门窗的平整度等)。门窗框制做前的木材含水率不得超过12%,生产厂家应严格控制。 1.2防腐剂:氟硅酸钠,其纯度不应小于95%,含水率不大于1%,细度要求应全部通过1600 孔/cm2的筛或稀释的冷底子油涂刷木材与墙体接触部位进行防腐处理。 1.3钉子、木螺丝、合页、插销、拉手、挺钩、门锁等按门窗图表所列的小五金型号、种类及 其配件准备。 1.4对于不同轻质墙体预埋设的木砖及预埋件等,应符合设计要求。 2、主要机具 一般应备有粗刨、细刨、裁口刨、单线刨、锯、锤子、斧子、改锥、线勒子、扁铲、塞尺、 线坠、红线包、墨汁、木钻⋯⋯小电锯、担子板、扫帚等。 3、作
实木门安装施工工艺(二)
格式:pdf
大小:53KB
页数:9P
4.4
2016全新精品资料-全新公文范文-全程指导写作–独家原创 1/9 实木门安装施工工艺(二) 实木门安装施工工艺(二)提要:木门的木材品种、材质等级、 规格、尺寸、框扇的线型及人造木板的甲醛含量应符合设计要求。设 计未规定材质等级时,所用木材的质量应符合本规范附录a的规定 自 实木门安装施工工艺(二) 1、材料产品要求 (1)木门:由木材加工厂供应的木门框和扇必须是经检验合格 的产品,并具有出厂合格证,进场前应对型号、数量及门扇的加工质 量全面进行检查(其中包括缝子大小、接缝平整、几何尺寸正确及门 的平整度等)。门框制做前的木材含水率不得超过12%,生产厂家应 严格控制。 (2)防腐剂:氟硅酸钠,其纯度不应小于95%,含水率不大于 1%,细度要求应全部通过1600孔/cm2的筛或稀释的冷底子油涂刷木 材与墙体接触部位进行防腐处理。 (3)钉子、木螺丝、合页、
装饰装修木门施工工艺
格式:pdf
大小:535KB
页数:2P
4.6
gl实用范本|documenttemplate 第1页/共2页 编号:fs-qg-83275 装饰装修木门施工工艺 constructiontechnologyofdecorationwoodendoor 说明:为规范化、制度化和统一化作业行为,使人员管理工作有章可 循,提高工作效率和责任感、归属感,特此编写。 装饰装修木门施工工艺 1首先根据门的图纸,检查门的型号、规格、门框颜色, 木门材质是否符合要求,然后根据门窗的安装规范进行施工, 应注意如下问题: 2根据图纸对门洞做水平和垂直的校正,门框木质必须 坚实,门框靠墙面做好防潮处理,如门框埋下地面10mm部分 应做好防潮封闭处理。 门扇与地面缝(装饰面5mm)。 门扇门企缝(油漆前2-2.5mm) 门扇与门上框缝(油漆前2mm) 门框安装后,对人流繁忙通道,门扇不得同时装上,应
装饰木门-施工工艺 (2)
格式:pdf
大小:32KB
页数:5P
4.7
装饰木门、门框的制安施工工艺 1、制作工序 木装饰门的制作工序:配料→截料→创料→划线→凿眼→倒棱→裁口→开 样→断肩→组装→加楔→净面→油漆→安装(若有玻璃) 2、制作施工要点
装饰木门-施工工艺 (3)
格式:pdf
大小:32KB
页数:5P
4.4
装饰木门、门框的制安施工工艺 1、制作工序 木装饰门的制作工序:配料→截料→创料→划线→凿眼→倒棱→裁口→开 样→断肩→组装→加楔→净面→油漆→安装(若有玻璃) 2、制作施工要点
浮雕装饰门专用PVC木纹片的制造工艺技术 浮雕装饰门专用PVC木纹片的制造工艺技术
格式:pdf
大小:136KB
页数:未知
4.5
介绍一种印有木纹能达到吸塑成型图案的pvc片材制造工艺技术。它是通过软pvc膜印刷木纹花纹和透明pvc硬片经干式复合而成。
实木装饰门施工工艺相关
文辑推荐
知识推荐
百科推荐


职位:土建工程师
擅长专业:土建 安装 装饰 市政 园林


